Изобретение относится к машиностроению, в частности к производству станков для контактной сварки пространственных арматурных каркасов. Известен станок для контактной сйарки пространственных арматурных каркасов, содержаищй сварочные ролики и связанные синхронизирующим приводным валом барабан и планшайбу до крепления продольных прутков каркаса, соединенную с приводной тянущейся кареткой 1 J. Однако станок имеет два самостоятельных привода: привод передвижени тянущей .каретки и привод вращения ба рабана, что не обеспечивает согласованность поступательного и вращатель ного рабочих движений, усложняет их конструкцию и увеличивает габариты станка. Наиболее близким по технической сущности кпредлагаемому является ст кок для контактной сварки пространст венных арматурных каркасов, содержа;щий сварочные ролики, планшайбу с приводом, связанным с механизмом перемещения каретки, несущей шпиндель. Общий привод станка обеспечивает поступательное и вращательное движение за счет выполнения синхрони зирующего вала в виде ходового вин- та. Снабженного жестко закрепленной на тянущей каретке маточной гайки, на ходовом винте установлены две муфты обгона, одна из которых кинема тически связана с барабаном, а другая - с тянущей кареткой, при этом муфта обгона, соединенная с тянущей кареткой, установлена на скользящей шпонке, расположенной в продольном пазу ходового винта 2}, Однако при изготовлении каркасов длиной в 12, 14, 18 м представляет определенную трудность изготовления синхронизирующего вала в виде ходового винта с продольным пазом, при этом длинный ходовой винт передает значительные крутящиеся и осевые (толкающие) усилия тянущей каретке, и для предотвращения скручивания и обеспечения продольной устойчивости необходимо иметь винт большого диаметра, это практически исключает использование подобной конструкции станка для изготовления длинномерных каркасов. Цель изобретения - повьшение тех нологических возможностей станка. Поставленная цель достигается за счет того, что в станке для контактной сварки пространственных арматурных каркасов, содержащем сварочные ролики, планшайбу с приводом, связанным с механизмом перемещения каретки, несущей шпиндель, механизм перемещения выполнен в виде тросовой лебедки, барабан который соединен с приводом планшайбы, а концы троса закреплены на каретке, каретка снабжена механизмом, преобразующим поступательное перемещение каретки во вращательное движение шпинделя. Механизм, преобразующий поступа-. тельное перемещение каретки во вращательное движение шпинделя в виде зубчатой кинематической пары - зубчатое колесо, установленное на каретке, и рейка, смонтированная неподвижно вне каретки. На чертеже изображена схема станка. Станок содержит привод 1, двигатель М и редуктор П, кинематически связанный с планшайбой 2 и тянущей тросовой лебедкой, состояпщй из барабана 3, блока 4, троса 5, конць 6 и 7 которого закреплены на каретке 8.На каретке установлен шпиндель , 9,кинематически связанный со звездочкой 10, вне каретки неподвижно установлена цепь 11, взаимодействующая со звездочкой, сварочные ролики 12. Станок работает следующим образом. Через отверстия в планшайбе 2 пропускают продольную арматуру 13 и закрепляют ее в шпинделе 9 тянущей каретки 8. Вращательное движение от привода 1 через кинематические связи передается планшайбе 2 и барабану 3. При вращении барабан наматывает трос 5 - конец 7 и перемещает каретку 8, которая движется по направляющим от планшайбы. Одновременно с поступательным движением каретки 8 звездочка 10 начинает перемещаться относительно цепи 11, вращаться и передавать вращательное движение через кинематическую связь шпинделю 9 тянущей каретки. Таким образом совмещение поступательного и вращательного движений продольной арматуры 13 обеспечик тет наматывание на продольную орматуру поперечной. Поперечная арматчр,ч подается под сварочный ролик 12 из бухты, расположенной рядом со станком.
Для возвращения каретки 8 к планшайбе 2 барабану 3 совмещается обратное вращение и он, наматывая трос 5 - конец 6, тянет каретку ускоренно
Для исключения вращения планшайбы 2 и шпинделя 9 при обратном движении каретки в кинематических связях между приводом 1 и планшайбой 2, звездо кой 10 и шпинделем 9 устанавливаются муфты, например обгонные односторонние.
Для исключения проскальзывания . троса 5 относительно барабана 3 на барабан наматьтабтся достаточное число витков троса 5.
Для исключения растягивания цепи 11 в процессе эксплуатации она приваривается к основанию в нескольких местах.
Звездочку 10 можно заменить на шетерню, а цепь 11 на рейку.
Для обеспечения согласованности поступательного движения тянущей каретки и вращательного движения планшайбы и шпинделя достаточно
рассчитать требуемые постоянные передаточные отношения звеньев кинематических связей между приводам и плашайбой, приводом и барабаном, звездочкой и шпинделем.
Использование предлагаемого станка позволит изготавливать длинномерные 12, 14, 18 ми т, д. каркасы при синхронном вращении планшайбы и шпинделя, что обеспечивает правильность формы каркасов при относительной простоте конструкции механизмов движения каретки и синхронного с планшайбой вращения шпинделя.
Кинематические связи между планшайбой, механизмами перемещения каретки и вращения шпинделя позволяют использовать единый для всей установки привод, при.этом двигатель может быть простейшим, например, короткозайкнутым,.асинхронным. Изменения скорости вращения двигателя будут пропорционально трансформироваться киниматическими связями, что гарантирует пропорциональность изменения скоростей, следовательно, качество изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для контактной сварки пространственных арматурных каркасов | 1987 |
|
SU1459866A2 |
| Станок для контактной сварки пространственных арматурных каркасов | 1988 |
|
SU1516274A2 |
| Станок для контактной сварки пространственных арматурных каркасов | 1985 |
|
SU1260139A2 |
| Станок для контактной сварки пространственных арматурных каркасов | 1971 |
|
SU497112A1 |
| Станок для контактной сварки пространственных арматурных каркасов | 1985 |
|
SU1382554A1 |
| Станок для изготовления арматурных каркасов железобетонных труб | 1990 |
|
SU1791597A1 |
| Устройство для сварки пространственных арматурных каркасов | 1983 |
|
SU1101337A1 |
| Станок для изготовления арматурных каркасов | 1971 |
|
SU530937A1 |
| СТАНОК ДЛЯ СВАРКИ АРМАТУРНЫХ КАРКАСОВ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1973 |
|
SU361847A1 |
| СТАНОК ДЛЯ СВАРКИ АРМАТУРНЫХ КАРКАСОВf—. ! • -•! Г"?•:=••-/»."••?п.1Т1.Гк.о--;::>&-к'^!^:':ш | 1971 |
|
SU313630A1 |
1. СТАНОК ДЛЯ КОНТАКТНОЙ СВАРКИ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ, содержащий сварочные ролики, планшайбу с приводом, связанным с мезанизмом перемещения каретки, несущей шпиндель, отличающийся теи, что, с целью повышения технологических возможностей станка, механизм перемещения вь шлнен в виде тросовой лебедки, барабан которой соединен с приводом планшайбы, а концы троса закреплены на каретке, каретка снабжена механизмом, преобразующим поступательное перемещение каретки во вращательное движение шпинделя. 2. Станок по п. 1,отличающий с я тем, что механизм, преобразующий поступательное перемещение каретки во вращательное движение С шпинделя, вьтолнен в виде зубчатой кинематической пары - зубчатое коле(Л со, установленное на каретке, и рейке, смонтированная неподвижно вне каретки.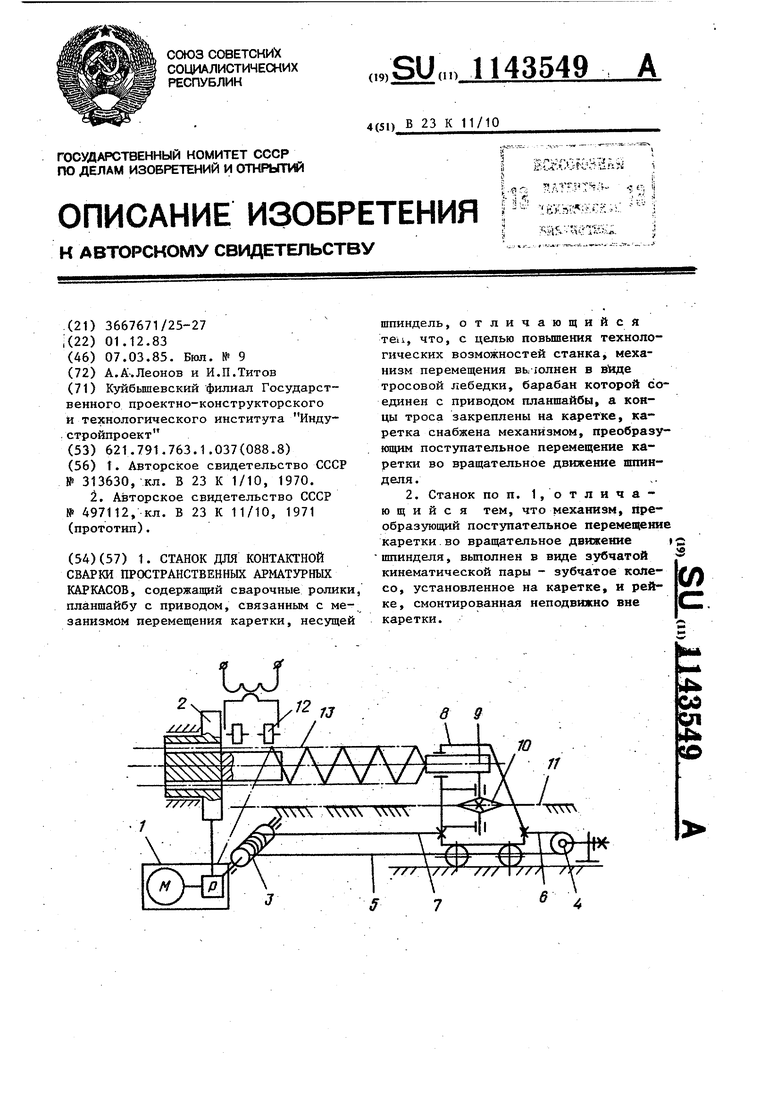
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СТАНОК ДЛЯ СВАРКИ АРМАТУРНЫХ КАРКАСОВf—. ! • -•! Г"?•:=••-/»."••?п.1Т1.Гк.о--;::>&-к'^!^:':ш | 0 |
|
SU313630A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| и | |||
| Станок для контактной сварки пространственных арматурных каркасов | 1971 |
|
SU497112A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
