Предметом изобретения является станок для сварки плоских арматурных сеток из круглых прутков с применением сменных шаблонов и контактной сварки.
В описываемом станке для укладки продольных .Прутков в гнезда сменных шаблонов применен цепной толкатель, связанный со счетчиком прутков при посредстве кривошипного механизма с храповиком, а для подачи этих П;рутков под сварочный аппарат на заданный шаг, соответствуюШИЙ расположению поперечных прутков в сетке, применена приводимая бесконечной цепью тележка, толкающая перед собой прутки. Для управления этой подачей станок оснащ,ен р-еечным механизмом с переставляемыми кулачками, предназначенными для изменения шага подачи.
Подача под сварочный аппарат поперечных прутков осуществляется толкателем, совершающим возвратно-поступательные движения и предназначенным также для передачи импульса к сварочному аппарату с последующим реверсированием толкателя.
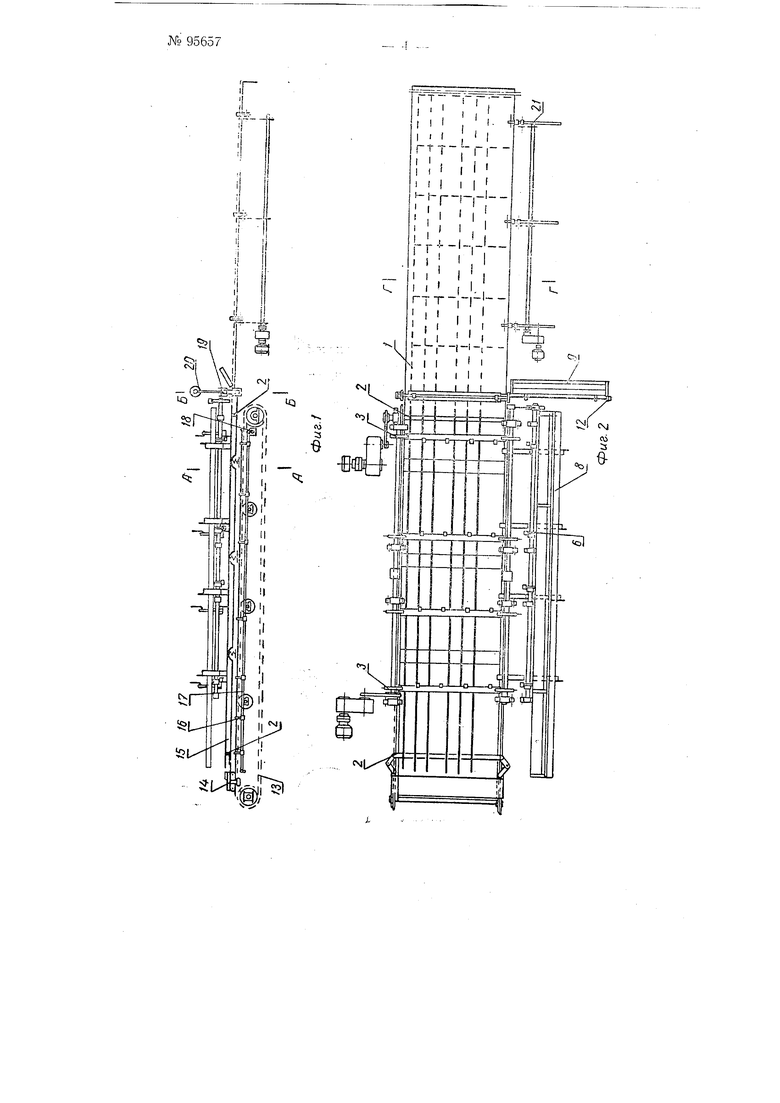
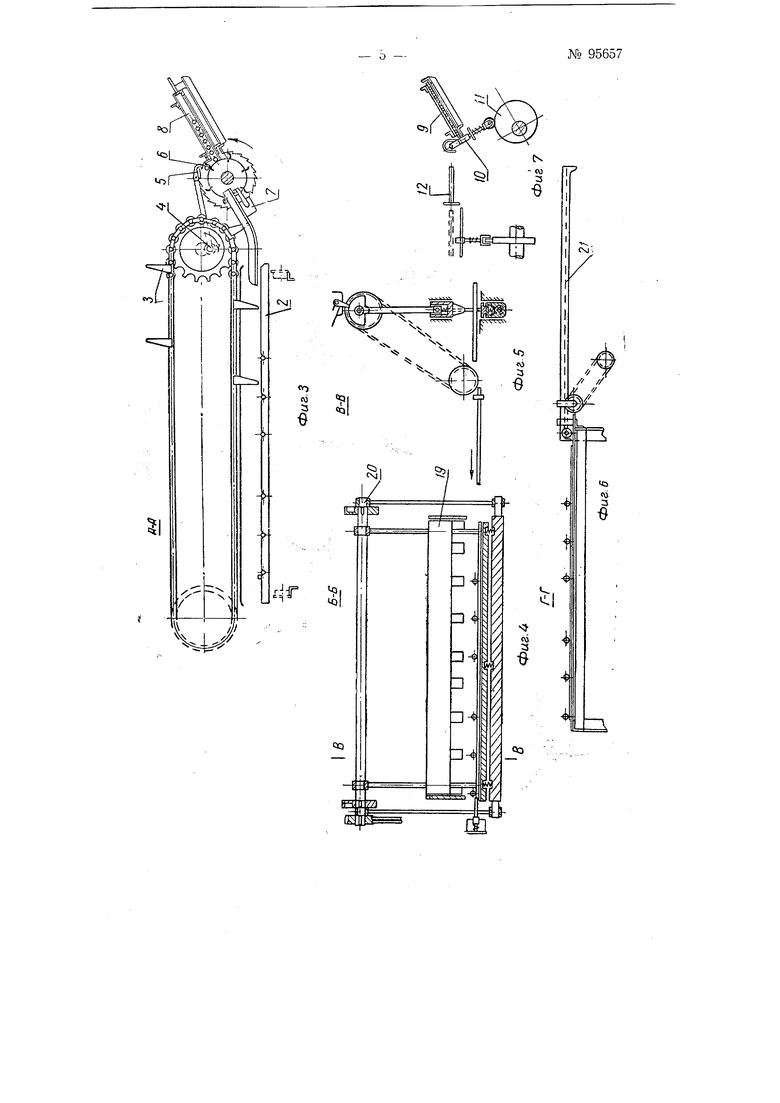
На фиг. 1 изображен вид станка сбоку; на фиг. 2 - вид сверху; па фиг. 3 - разрез его по липии А-А фиг. 1, на фиг. 4 - то же, по линии Б-Б фиг. 1, на фиг. 5 - то же, по ли.пии В-В фиг. 4, на фиг. 6 - то же, по линии Г-Г фиг. 2 и па фиг. 7 - механизм подачи поперечных прутков в двух проекциях.
Основанием машины является стенд / (фиг. 1 и 2), на котором устанавливаются сменные шаблоны 2, имеющие гнезда для укладки в них продольных прутков сетки и сварки их с поперечными прутками, подаваемыми под сварочный аппарат.
Укладка продольных стержней в шаблоны производится цепным толкателем 5, вал звездочек которого имеет на конце кривошипный механизм 4 (фиг. 3), приводящий в действие через храповое устройство 5 счетчик прутков, выполненный в виде диска с зацепами 6.
Диски счетчика - сменные, рассчитанные на определенное количество продольных прутков на сетку. На диске число зацепов также равно числу прутков в сетке. Сделав один оборот, диск нажимает специальным штырем на концевой выключатель 7, который выключает ток и останавливает привод цепного толкателя 3.
№ 95657- 2 -
Цепной толкатель имеет несколько толкающих цепей, для того чтобы можно было изготовлять сетку разной длины.
Укладка продольных стержней производится следующим образом. Рычаги толкателя принимают от счетчика пруток и ведут его до первого ряда гнезд в шаблонах. При этом пруток западает в него. Следующий npyjoK перекатывается по первому и западает во второй ряд гнезд в шаблонах, и так далее, до тех пор, пока последний, выданный счетчиком пруток не западет в последний ряд гнезд. Для устранения прогиба продольных прутков, опирающихся на щаблоны .2/ в средней части стенда предусмотрены пружинные подпорки, которые утапливаются при движении толкателя.
Продольные прутки подаются в количестве 30-50 штук (в зависимости от диаметра) в кассетах 8, в которых они могут располагаться в несколько рядов.
Поперечные прутки также подаются в кассетах 9 (фиг. 7), специальным выталкивателем 10, приводимым от эксцентрика //, по одному прутку поднимаются до верха кассеты и толкателем 12 подаются под продольные прутки.
Дойдя до крайнего переднего положения, пруток нажимает на кнопку концевого выключателя и переключает этот толкатель на задний ход.
После окончания зкладки продольных прутков включается продольный цепной толкатель 13, упорной частью которого является роликовая тележка 14, катящаяся по рельсам 15. Перед толкателем на серьгах укреплен задний шаблон 2. В начале толкания происходит выравнивание прутков задней кромки сетки, а затем одновременное толкание всех продольных прутков.
Ось одного из роликов тележки имеет здлиненный конец, которым производится на рычаг 16 рейки 17 концевого выключателя 18.
При набегании оси ролика на один из рычагов рейки концевого выключателя происходит выключение хода толкателя, и включение сварочного аппарата 19 (фиг. 4 и 5) произойдет тогда, когда поперечный пруток поднимется в крайнее положение.
В зависимости от диаметра свариваемых прутков сразу включаются две или четыре сварочные головки, а затем последовательно попарно или по четыре - остальные головки.
Сварка производится по методу одностороннего подвода тока, т. е. применяется односторонняя двухточечная сварка. При сварке происходит нажатие на все свариваемые узлы одновременно, а включение тока в «пары или «четверки сварочных головок осуществляется последовательно.
Нажатие на свариваемые прутки достигается кривошипно-щатунным механизмом 20 (фиг. 4).
После окончания процесса сварки в первом ряду сварочные головки поднимаются и включают продольный толкатель и подачу очередного поперечного етержня. Толкатель двигает вперед продольные прутки на заданный шаг до следующего рычага выключателя. Затем толкатель останавливается. Подаваемый поперечный пруток включит в крайнем переднем положении сварочный аппарат. Когда произойдет сварка следующего ряда, продольный толкатель передвинет свариваемую сетку еще на один шаг, в это время подается очередной поперечный прзток и так далее, до окончания сварки всей сетки.
Затем езаренная сетка реечными толкателями 21 (фиг. 6) сталкивается на параллельно расположенный рольганг.
Продольный толкатель возвращается в исходное положение, и машина готова для следующего цикла. Таким образом, процесс изготовления плоской арматурной сетки состоит из следующих оиерацнй: установки кассет продольных и поперечных прутков, включения поперечного толкателя со счетчиком для укладки продольных прутков и включения продольного толкателя.
Весь процесс дальнейшего движения толкателя подачи поперечного прутка, остановка, сварка и многократное повторение этого элемента цикла происходят автоматически.
Предмет изобретения
1.Станок для сварки плоских арматурных сеток из круглых прутков с применением сменных шаблонов и контактной сварки, отличающийся тем, что для укладки прутков в гнезда сменных шаблонов применен цепной толкатель, связанный со счетчиком прутков при посредстве кривошипного механизма с храповиком.
2.Станок по п. 1, о тл и ч а ю ш и и с я тем, что для подачи уложенных в шаблоны продольных прутков на заданный шаг, соответствующий расположению поперечных прутков в сетке, стапок снабжен приводимой бесконечной цепью тележкой, толкающей перед собой прутки.
3.Форма выполнения станка по пп. 1, 2, отличающаяся тем, что для управления подачей продольных прутков применен реечный механизм с переставивши кулачками, предназначенными для изменения шага.
4.Форма выполнения станка по пп. 1-3, отличающаяся тем, что для подачи поперечных прутков под сварочный аппарат применен толкате.ть, совершающий возвратно-поступательные движения и передающий импульс к сварочному аппарату с последующим реверсированием толкателя.
- 3 -X2 95657
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для гибки из плоской сетки каркасов колони прямоугольного сечения | 1951 |
|
SU95663A1 |
| Устройство для навивания арматурной проволоки при изготовлении предварительно напряженных железобетонных элементов | 1952 |
|
SU114532A1 |
| Станок для контактной точечной сварки арматурных сеток | 1956 |
|
SU108790A1 |
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
| Передвижная машина для сварки проволочных прутков в арматурную сетку | 1940 |
|
SU69056A1 |
| Линия для сборки и сварки арматурных каркасов | 1985 |
|
SU1318364A1 |
| Установка для изготовления одиночных проводов и сборки их в пучки для монтажа на автомашинах | 1960 |
|
SU135119A1 |
| МНОГОЭЛЕКТРОДНОЕ УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ АРМАТУРНОЙ СЕТКИ | 2009 |
|
RU2424882C1 |
| УСТРОЙСТВО ДЛЯ МНОГОТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ ПРОСТРАНСТВЕННЫХ КАРКАСОВ | 1971 |
|
SU317478A1 |
| Линия для изготовления пространственных арматурных каркасов | 1983 |
|
SU1142244A1 |