1
Изобретение относится к размерной электрохимической обработке, а именно, к конструкции инструментов для осуществления прошивания сложных профильных каналов.
Наиболее близким по технической сущности решением является конструкция электрода-инструмента для электрохимической калибровки поверхностей деталей любой конфигурации с внутренними и наружными поверхностями (цилиндрическими, многогранными, щлицевыми), рабочая поверхность которого в любом сечении по длине, представляющая собой сечение, подобное калибруемому, выполнена наклонной по всему периметру с, постоянным углом наклона, лучеобразно расщиряющимся при обработке внутренних поверхностей или сужающимся при обработке наружных поверхностей и определяемых из величины необходимого припуска на обработку 1.
К недостаткам известной конструкции электродов-инструментов следует отнести недостаточную точности, и качество обработки ввиду того, что в процессе электрохимической обработки образуются застойные электролитические зоны, вызванные неравномерным распределением электролита, и газовые пузыр.и, увеличивающие неравномерность с)ормообразования.
Целью изобретения является повышение точности обработки и чистоты поверхности путем улучшения гидродинамического режима электролитного потоКа.
Это достигается тем, что рабочая часть электрода выполнена в виде кольцевых конических секций.
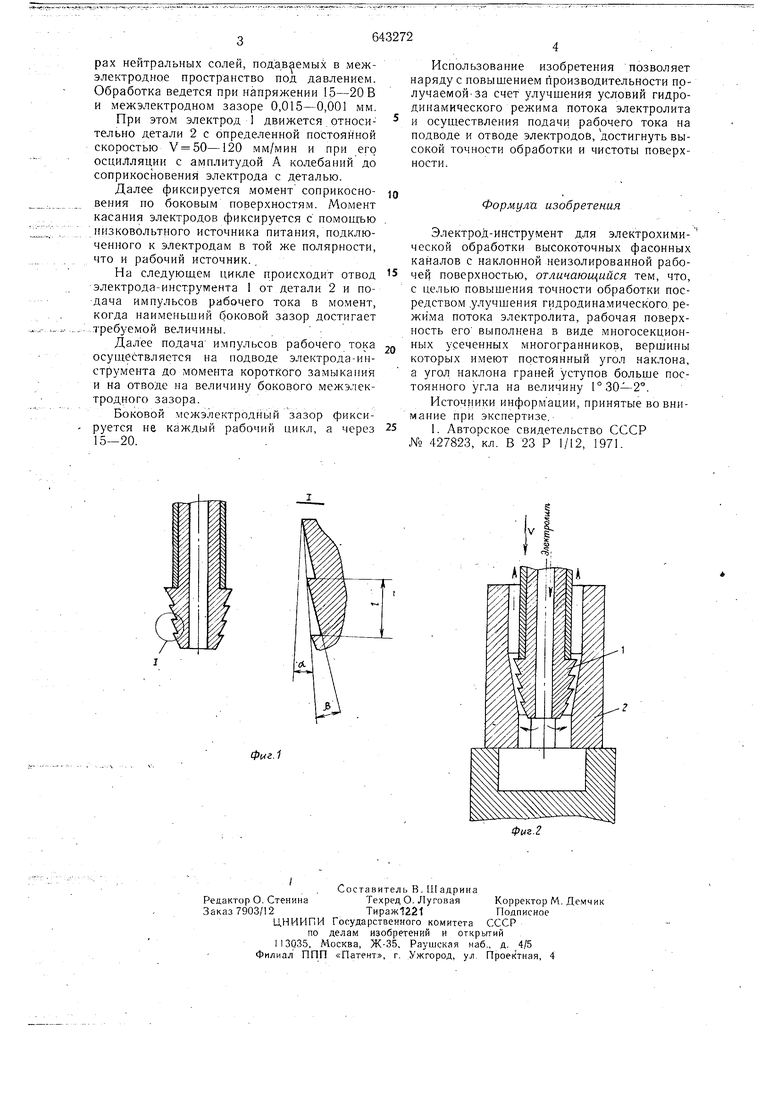
На фиг. 1 показан предлагаемый электрод; на фиг. 2 - схема электрохимической обработки.
Предложенная конструкция электрода предназначена для электрохимического формообразования профильных каналов из предварительно спрофилированного круглого отверстия.
Рабочая поверхность электрода в сечении по длине представляет собой поверхность, подобную обрабатываемой, и состоит из отдельных секций длиной 1, выполненных в виде усеченных многогранников и -имеющих угол наклона образующих , превышающий постоянный угол OL на величину .
Процесс электрохимической обработки осуществляемся и 15-20% водных раство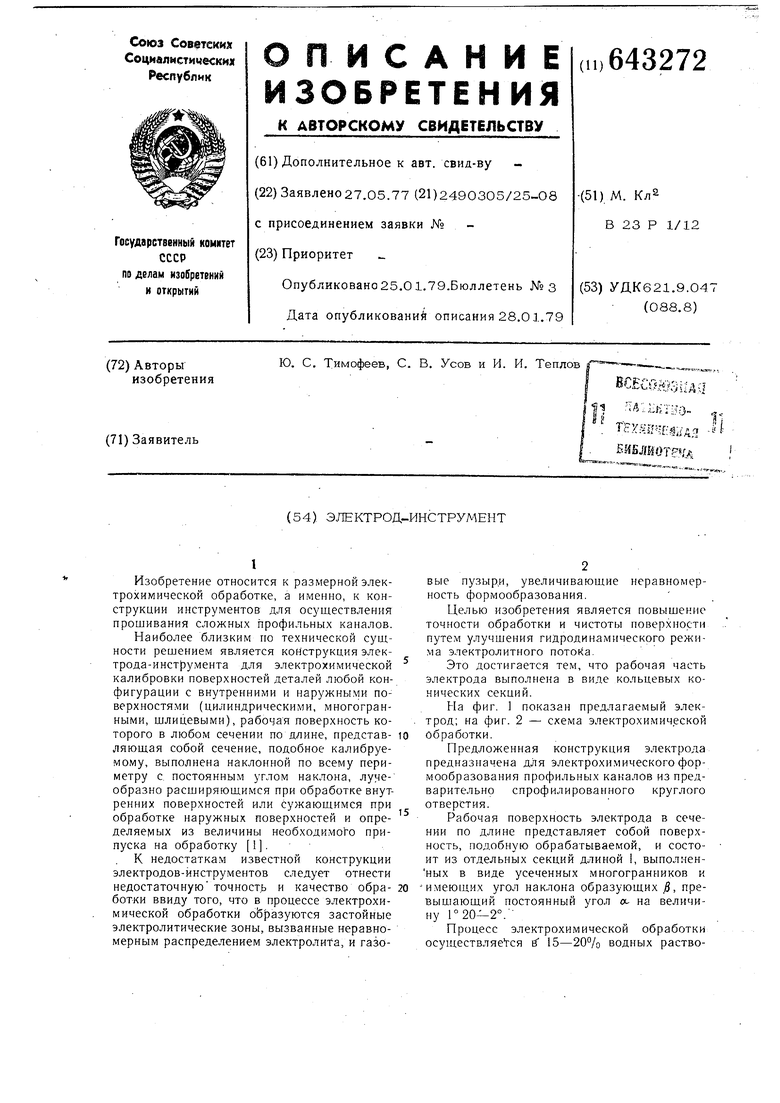
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрохимической обработки пазов и устройство для его осуществления | 1976 |
|
SU740466A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙКАЛИБРОВКИ | 1968 |
|
SU222101A1 |
| Способ размерной электрохимической обработки | 1977 |
|
SU625893A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2647413C2 |
| Магнитострикционный привод импульсной подачи электрода-инструмента | 1980 |
|
SU931344A1 |
| Электрод-инструмент | 1985 |
|
SU1279766A1 |
| Электрод-инструмент | 1978 |
|
SU865590A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1971 |
|
SU298454A1 |
| Способ электрохимической размерной обработки поверхностей тел вращения | 1980 |
|
SU876345A1 |
| Комбинированный электрод-инструмент для электрохимической обработки | 1978 |
|
SU751557A1 |
