1
Изобретение относится к производству трубчатых конструкций из слоистых композиционных материалов.
Известен способ изготовления трубы-оболочки путем намотки предварительно пропитанных связующим наполнителя на вращающуюся оправку, подогреваемую в процессе вращения с последующей термообработкой заготовки совместно с оправкой по режиму отверждения связующего и съемом готового изделия. Для уменьщения дефектных зон трубчатых конструкций и в процессе изготовления внещние поверхности их заготовок обматывают защитными бандажными слоями, которые сматывают с готовых изделий после термообработки 1.
В известном способе защитные слои размещают между внещними «силовыми стенками и опорными поясками, поэтому защитные слои труб оболочек отматывают только до опорных поясков. В зонах опорных поясков защитные слои остаются под ними, создавая концентраторы напряжения. Для уменьщения этих нагфяжений в готовых изделиях осуществляют плавные переходы от опорных поясков к цилиндрическим поверхностям механическим гппгпбом, который приводит к
прорезанию защитных слоев в зонах опорных поясков трубчатых слоистых оболочек и тем самым к нарущению целостности поверхности слоев их основной силовой армировки, что недопустимо нз-за необходимости обеспечения заданной прочности, жесткости и эксплуатационной надежности изделий.
Целью изобретения является повыщение качества изделия путем предотвращения об.ра-зования надрезов изделия.
Предлагаемый способ отличается тем, что после намотки основных слоев по краям опорных поясков наматывают кольцевой поясок из легко деформируемого материала.
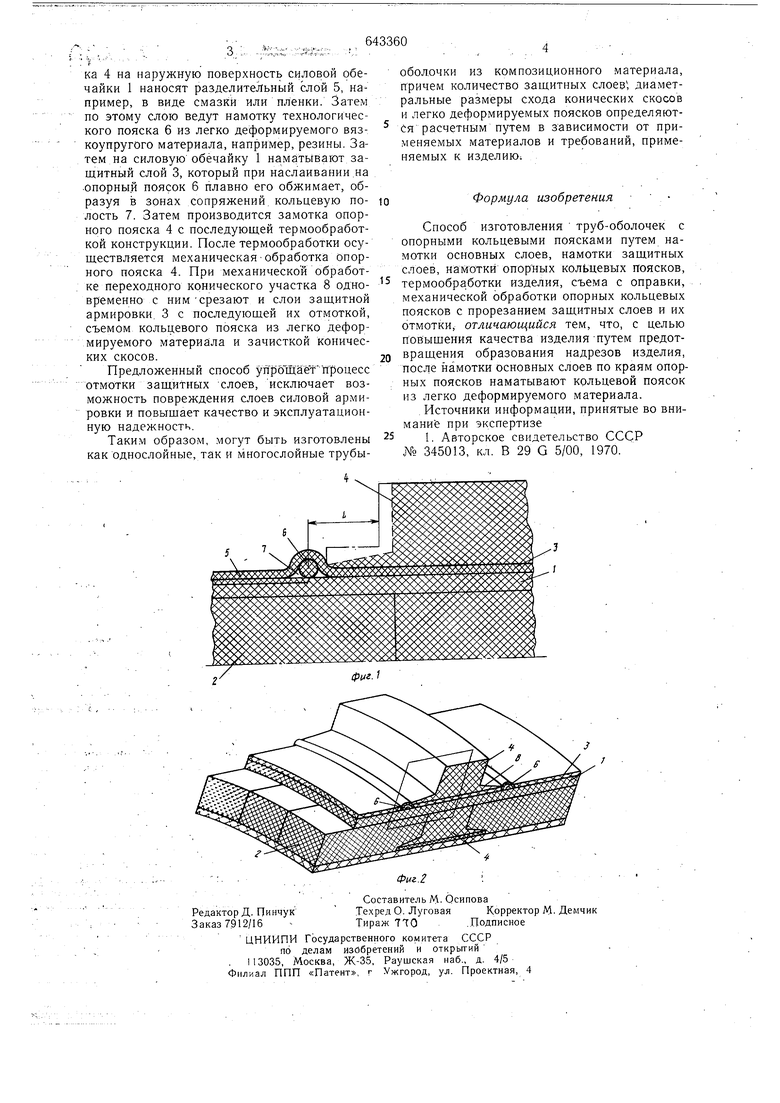
На фиг. 1 показаны труба-оболочка, полученная по предлагаемому способу, разрез; на фиг. 2 - многослойная труба-оболочка.
Труба-оболочка состоит из внещней 1 слоистой обечайки и стрингерного слоя 2, образованного, например, из пенопластовых блоков, уложенных плотно один к другому вдоль продольной оси конструкций. Внещний слой 1 покрыт защитным слоем 3, который проходит под опорным пояском 4. Для исключения надрезов основной армировки на расстоянии L от расположения опорного пояс
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления стеклопластиковых оболочек с крышками | 1982 |
|
SU1098815A1 |
| Торовый опорный шпангоут | 1982 |
|
SU1090822A1 |
| Способ изготовления полого кольцевого шпангоута из композиционных материалов | 1985 |
|
SU1331657A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) И ИЗДЕЛИЕ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) | 2008 |
|
RU2375174C1 |
| Пустотелый кольцевой шпангоут из композиционных волокнистых материалов | 1985 |
|
SU1285129A1 |
| Торовый опорный шпангоут | 1979 |
|
SU870634A1 |
| АРМИРОВАННАЯ ТРУБА-ОБОЛОЧКА ДЛЯ СВЕРХВЫСОКОГО ДАВЛЕНИЯ | 1995 |
|
RU2096674C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОЙ СИЛОВОЙ МЕМБРАНЫ С КОЛЬЦЕВОЙ ГОФРОЙ | 2004 |
|
RU2285848C2 |
| НЕСУЩАЯ ТРУБА-ОБОЛОЧКА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, СПОСОБ И ОПРАВКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2083371C1 |
| ТРУБА-ОБОЛОЧКА ИЗ КОМПОЗИЦИОННЫХ ВОЛОКНИСТЫХ МАТЕРИАЛОВ, СПОСОБЫ ЕЕ ИЗГОТОВЛЕНИЯ И СБОРКИ В СОСТАВЕ ГАЗООТВОДЯЩЕГО СТВОЛА (ВАРИАНТЫ) | 2002 |
|
RU2219417C2 |
