Уже известные машины для нанесения клея по контуру обувных деталей, снабжённые транспортирующими деталь роликами и намазным роликом с ножом для регулирования толщины наносимого слоя клея, имеют тот недостаток, что при подводе торца детали к намазному ролику последний, будучи смочен клеем, наносит на торец детали ненужную плёнку клея, образующую, так называемый, „потёк, склеивающий при прессовании деталь с подушкой прессоточки и увеличивающий бесполезно расход клея.
Предлагаемая машина устраняет Отмеченные недостатки и имеет ту особенность, что/с целью очистки от клея намазного ролика при отсутствии на нём обрабатываемой детали, применён дополнительный нож, очищающий от клея намазной ролик и управляемый при помощи коромысла, связанного с валом транспортирующего деталь ролика.
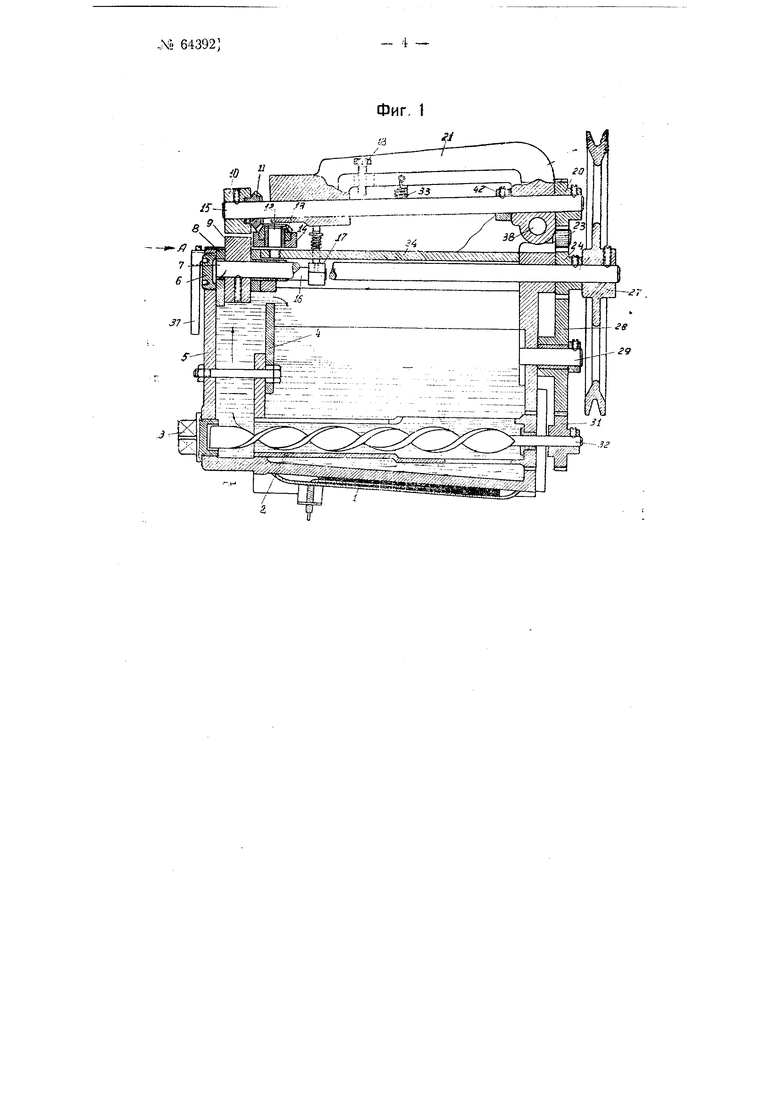
На чертеже фиг. 1 изображает вид спереди, частично в разрезе, примерной формы выполнения машины, фиг. 2-вид сбоку, частично в поперечном разрезе, машины по фиг. I, фиг. 3-вид сверху на машину по фиг. 1, а фиг. 4-вид
сбоку на один из механизмов машины по фиг. 1-3.
Шкив 27, получающий вращение от привода, вращается со скоростью около 70 об/мин. На одном валу 7 со шкивом жёстко сидят шестерня 24 и намазной ролик 9.
Вращение от шестерни 24 передаётся вверх через паразитную шестерню 23 на шестерню 20 верхнего вала 15 с транспортирующим роликом 10 и конической шестерней 1. Последняя передаёт вращение через коническую шестерню 13 на вертикальный торцевой транспортирующий ролик 14, который свободно вращается на неподвижном пальце 12.
Шестерня 24 через паразитную шестерню 28, сидящую на пальце 29, передаёт вращение шестерне 31 и шнеку 32. Отдельные детали монтируются на корпусе 5 и крышке 34 машины.
Крышка 34 соединена с корпусом 5 шарниром 39 и с противоположной стороны-откидными баращками 35. На крышке 34 монтируется шарнирное коромысло 21 с центром качания на пальце 38, паразитная шестерня 23, шестерня 20, упорное кольцо 42, транспортирующий ролик 10, коничеекая шестерня 11, транспортирующий ролик 14, коническая шестерня 13, регулировочный винт 19 с шайбой 22, верхний вал 15, регу-лирующий винт 18, прулшна 33 и палец 12.
При открывании крышки 34 все эти детали поворачиваются вместе с ней.
В корпусе 5 машины монтированы: главный вал 7, шестерня 24, паразитная шестерня 28, шестерня 31, шнек 32, кожух 2 шнека, намазноЯ ролик 9, его боковые ш,ёчки8, верхний нон{ 26, ось 41 ножа 26, дополнительный нож 30, ось его 16, скоба 37, рычажок 17, пружина 25, регулирующий винт 36, ш,иток 4, электронагревательный элемент 1, сливная пробка 3, регулируюш,ая гайка 6, пружина 40 и барашки 35.
Работа на машине осуш.ествляется следующим образом.
Откинув крышку 34, заливаюг клей в корпус 5. Шнек 32, залитый клеем, подаёт клей вверх через переднюю коробку корпуса, причём избыток клея стекает обратно через верх ш,итка 4. Направление циркуляции клея показано стрелками на фиг. 1.
Намазной ролик 9 враш,ается по часовой стрелке (фиг. 2) и обильно смачивается клеем. Торцовые же части этого ролика, благодаря нажиму регулирующей гайки 6 на щёчки 8, не смачиваются.
Верхний нож 26 служит для задержания и счистки избытка клея е поверхности памазного ролика 9.
Коромысло 21, в котором вращается верхний вал 15, имеет возможность качаться вокруг оси 38 и пружиной 33 отжимается вниз до того момента, пока регулировочный винт 18 не упрётся в верх крышки 34 и тем самым не установит зазор между намазным роликом 9 и транспортирущим 10. Трансортирующий ролик 10 также вращается по часовой стрелке.
Деталь, например подошва, плашмя заводится одним концом между амазным 9 и транспортирующим 10 оликами таким образом, чтобы орец детали касался образующей орцевого транспортирующего ролика 14. В то время как транспортирующие сверху и с торца ролики 10 к 14 перемещают деталь влево, намазной ролик 9 наносит навстречу движению детали клеезую плёнку. Линейные скорости в местах сопряжения намазного 9 и транспортирующих 10 и 14 роликов pa3Hv TC-i не только по противоположному направлению, но и по величине. Скорость ролика 9 больше скорости транспортирующих роликов.
Благодаря принятому принципу нанесения клея, транспортировка изделий должна быть строго закономерной и неравномерность транспортировки влечёт за собой и неравномерное по толщине нанесение клеевой пяёнки. Принятая конструкция транспортировки обеспечивает равномерную подачу изделия, всгречное же движение намазного ролика не препятствует транспортировке, так как клей способствует легкому скольжению. Нет необходимости наносить клеевую пленку непосредственно сразу от грани подошв, а весьма целесообразно отступать на 1,5-2,0мм с тем, чтобы при прессовании эти места не приклеивались к заготовке, что не только сэкономит клей, по и облегчит такие последующие операции, как фрезеровка подошвы.
В конструкции описываемой iviaшины это осуществляется за счёт отнесения оси транспортирующего ролика 14 вправо, причём между торцом памазного ролика 9 и образующей транспортирующего ролика 14 имеется постоянный зазор в 2 мм. Благодаря этому зазору клеевая плёнка наносится на расстояние 1,5-2,0мм от грани подошвы.
Ширина намазного ролика 9 и что то же самое-щирина клеевой плёнки, может быть выбрана любой, например, около 20 мм.
В первый момент, ещё до того как деталь (подошва) подойдёт и заклинится между роликами 9 и 10, намазной ролик 9, на поверхности которого находится клей, может нанести на торец детали ненужную плёнку клея. Во избежание этого, так называемого, потёка клея, который при приссовании зачастую склеивает подошву с подушкой прессоточки, а также для уменьшения потерь клея предусмотрен дополнительный нижний нож 30, который срабатывает только в момент когда между роликами 9 и 10 нет детали. Для срабатывания этого ножа использован тот небольшой ход коромысла 21, который получается за счёт подъёма ролика 10 при заклиниваннии транспортировке детали. Для этой цели и для более надёжной транспортировки зазор между транспортирующим роликом 10 и намазньш 9 устанавливается на 1,0-1,5 мм меньше толщины обрабатываемого изделия.
Пружина 25 стремигся через рычажок 17 оси 16 повернуть нижний нож 30 таким образом, чтобы зазор между нижним ножом и намазным роликом 9 был достаточный для любой толщины наносимой плёнки. Поворот ножа 30 вместе с рычажком 17 ограничивает регулировочный винт 19, который укреплён на коромысле 21. Когда обрабатываемая деталь не пропускается-коромысло 21 находится в своём нижнем положении и своим весом, а также благодаря пружине 33 нажимает на регулировочный винт 19 и, преодолевая силу пружины 25, плотно или с незначительным зазором (порядка 0,1-0,15 мм) прижимает нижний нож 30 к намазному ролику 9.
Благодаря этому ролик полностью очищается от клея н в первый момент, в момент закладывания
детали, на торец её не будет наноситься клей. Как только деталь заклинилась-ролик 10, а вместе с ним и регулировочный винт 19 поднимается и тогда пружина 25 возвращает нижний нож 30 в верхнее положение, а избыток клеи счищает верхний нож 26.
Толщина наносимого слоя клея зависит от величины зазора между верхним ножом 26 и намазным роликом 9. Эгот зазор регулируется в широких пределах с помощью регулировочного винта 36, скобы 37, пружины 40 и оси нонса 41. Пружина 40 стремится повернуть нож 26 вплотную к намазному ролику 9. Поворотом регулировочного винта 36 можно установить любой зазор.
Предмет изобретения
1.Машина для нанесения клея по контуру обувных деталей с применением двух транспортирующих и одного намазного ролика, снабжённого ножом для регулирования толщины наносимого слоя клея, отличаюа1;аяся тем, что, с целью очистки от клея намазиого ролика 9 при отсутствии на нём обрабатываемой детали, применён дополнительный нож 30, управляемый с помощью коромысла 21, связанного с валом 15 транспортирующего ролика 10.
2.Форма выполнения машины по п. 1, отличающаяся тем, что транспортиру1ощ е ролики 10, 14 укреплены на крышке машины с возмолсностью качания, с целью пропускания на намазной ролик деталей различной толщины.

| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ НАМАЗКИ КЛЕЕМ ПЛОСКИХ ДЕТАЛЕЙ НИЗА ОБУВИ | 1967 |
|
SU215763A1 |
| Устройство для нанесения клея | 1975 |
|
SU556782A2 |
| УСТРОЙСТВО ДЛЯ НАМАЗКИ КЛЕЕМ ДЕТАЛЕЙ НИЗА ОБУВИ | 1969 |
|
SU253626A1 |
| Машина для загибки края деталей верха обуви | 1961 |
|
SU145159A1 |
| Машина для нанесения клея на детали обуви | 1938 |
|
SU58411A1 |
| АГРЕГАТ ДЛЯ ДУБЛИРОВАНИЯ ДЕТАЛЕЙ | 1971 |
|
SU307797A1 |
| Полуавтомат для нанесения клеевой пленки на детали обуви | 1961 |
|
SU150037A1 |
| Машина для автоматической загибки края деталей верха обуви | 1977 |
|
SU673264A1 |
| МАШИНА ДЛЯ НАНЕСЕНИЯ ОБРАБАТЫВАЮЩЕЙ ЖИДКОСТИ НА КОЖУ | 1992 |
|
RU2057183C1 |
| Машина для изготовления рантовой стельки с губой из тесьмы | 1960 |
|
SU135787A1 |