рального ведущего шпинделя. Кроме того, станок снабжен двумя регуляторами усилий, соответственно связанными с каждой группой зубчатых инструментов.
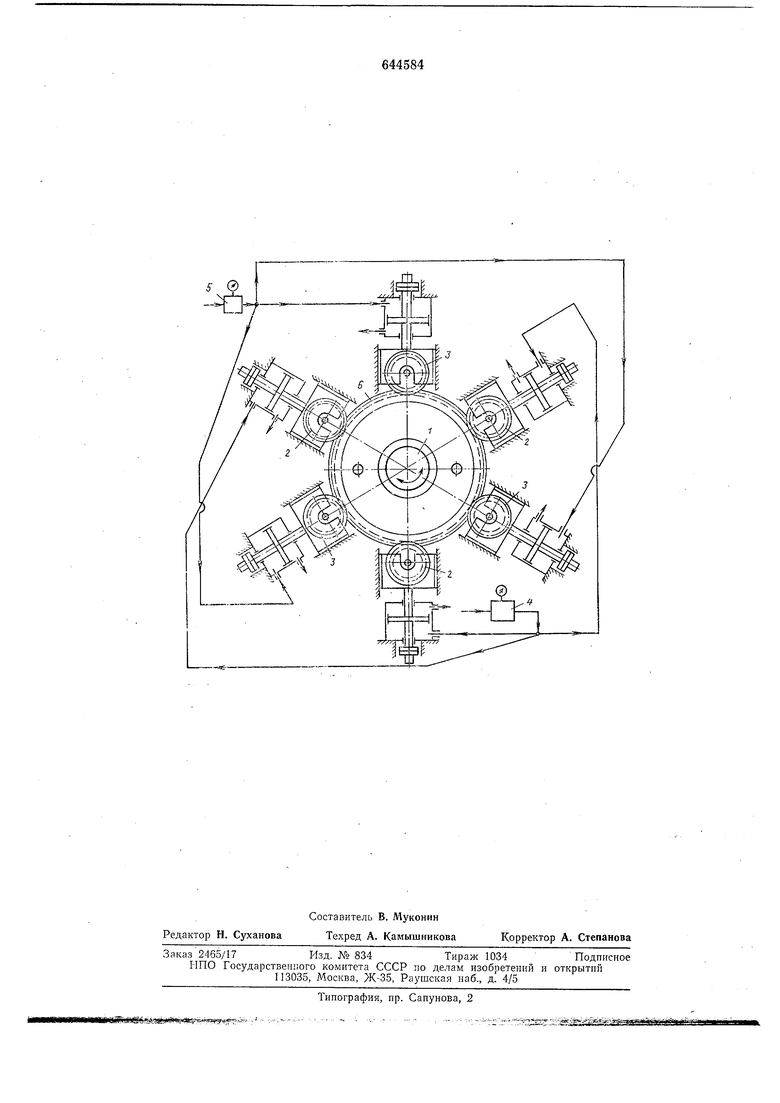
На чертеже показана схема станка.
Станок включает в себя расположенные на станине центральный ведущий щпиндель I, инструментальные суппорты 2 с обкатными инструментами одной грунпы, инструментальные суппорты 3 с обкатными инструментами другой группы, регулятор 4 усилий инструментов одной группы, регулятор 5 усилий инструментов другой группы.
Обработку поверхностей зубьев зубчатых колес осуществляют следующим образом.
Обрабатываемое зубчатое колесо 6 устанавливается на центральный ведущий шпиндель 1 при помощи оправки. Все обкатные инструменты, установленные на суппортах 2 и 3, вводятся в зацепление. Затем регуляторами 4 и 5 усилий устанавливается необходимая нагрузка для каждой группы инструментов. После чего включается привод шпинделя и его вертикальная подача.
После одного прохода обработки движение шпинделя 1 реверсируется и производится повторный процесс обработки. После этого обкатные инструменты выводятся из зацепления, н обработанное зубчатое колесо снимается.
Станок позволяет в результате увеличения производительности сократить себестоимость работ, связанных с упрочнением зубьев зубчатых колес. Кроме того, капитальные затраты на изготовление парка
станков предлагаемой конструкции, необходимых для упрочнения определенной партии зубчатых колес, будут значительно по cl aBHeHHro с капитальными затратами на изготовление парка станков известной конструкции.
Формула изобретения
1.Станок для поверхностного упрочне0 ния зубьев зубчатых колес, содержащий
центральный ведущий шпиндель для заготовки и несколько групп равномерно расположенных вокруг центрального ведущего шпинделя обкатных зубчатых инструментов, установленных на инструментальных суппортах с приводом их радиального перемещения, отличающийся тем, что, с целью повышения производительности и качества обработки, обкатные зубчатые
0 инструменты одной группы спрофилированы в соответствии с впадинами зубьев заготовки, а зубчатые инструменты другой грунны спрофилированы в соответствии с рабочими участками зубьев заготовки, причем зубчатые инструменты указанных групп расположены с равномерным чередованием вокруг центрального ведущего щпинделя.
2.Станок по н. 1, отличающийся 0 тем, что он снабжен двумя регуляторами
усилий, соответственно связанными с каждой группой зубчатых инструментов.
РГсточники информации, принятые во внимание при экспертизе 5 1. Авторское свидетельство СССР ДСо 201455, кл. В 24 В 39/02, 1963.
2. Авторское свидетельство СССР № 403539, кл. В 24 В 39/02, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Зубохонинговальный станок | 1978 |
|
SU774837A1 |
| Способ обкатки зубьев зубчатых колес | 1975 |
|
SU554923A1 |
| Роторный зубодолбежный станок | 1988 |
|
SU1696193A1 |
| ИНСТРУМЕНТ ДЛЯ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ЗУБЬЕВ КРУПНОМОДУЛЬНЫХ КОЛЕС ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2002 |
|
RU2213148C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| Двухшпиндельный зубодолбежный станок | 1990 |
|
SU1828788A1 |
| Роторный зубодолбежный станок | 1985 |
|
SU1324778A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1997 |
|
RU2123915C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ ЗУБЧАТЫХ КОЛЕС | 2007 |
|
RU2347639C1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ЗУБЬЕВ КРУПНОМОДУЛЬНЫХ КОЛЕС (ВЕНЦОВ) МЕТОДОМ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 1998 |
|
RU2137848C1 |