1
Изобретение относится к области автоматизации процессов сборки, а именно к устройствам для сборки пакетов плоских листовых материалов, и может быть использовано для укладки на подложки тонких пластин, нанример выводов интегральных схем, с одновременной их сборкой в пакеты.
Р1звестно устройство для подачи и укладки плоских деталей па сборочные матрицы, в котором захват и транспортировка деталей осуществляется пневматическими захватами, установленными на вращающемся роторе, а выдача деталей Из магазинов происходит при помощи кулачков, установленных на том же роторе.
Недостатком указанного устройства является невозможность производить на нем сборку пакетов.
Наиболее близким рещением из известных является устройство для укладки и транспортировки стопы плоских изделий, содержащее подъемно-опускной транспортер, меняющий вертикальное направление движения при реверсе двигателя.
Недостатком указанного устройства является медленный обратный ход подъемноопускного транспортера, что в значительной степени понижает производительность устройства.
Цель изобретения - повышение производительности.
Это достигается тем, что каждый привод выталкивателей деталей в магазинах и подъемно-опускного транспортера имеет односторонний пневмоцилиндр обратного хода, щток которого жестко связай с рейкой зубчатого реечного механизма.
Предлагаемое техническое рещеине обеспечивает медленные рабочие ходы ноступательного движения выталкивателей деталей в магазинах и подъемно-ь. ускного транспортера и их быстрый и плавн.й обратный ход. При этом достигается большая величина хода выталкивателей, что позволяет увеличить емкость магазинов, исключить в конструкции узлы направляющих, заменив их односторонними пневмоцилиндрами с двЗсторонними щтоками, и упростить конструкцию привода. Это позволит увеличить производительность устройства и повысить ее надежность в работе.
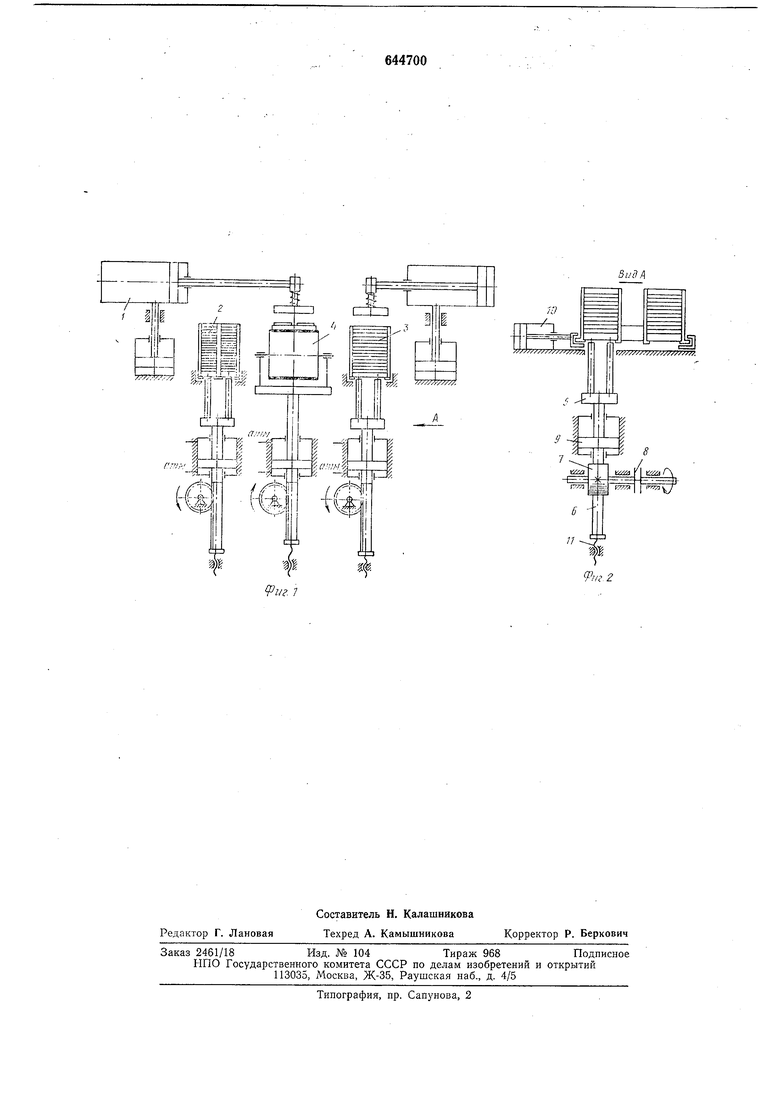
На фиг. 1 изображена кинематическая схема нредлагаемой установки; на фиг. 2 - вид по стрелке А на фиг. 1.
Установка имеет манипуляторы 1 с пневматическими захватами, один из манипуляторов снабжен многоместными магазинами 2 выводов, другой - магазинами 3 подложек, между ними расположен подъемноопускной транспортер 4. Приводы выталкивателей 5 деталей из магазинов и вертикального перемещения транспортера имеют одинаковую конструкцию: каждый состоит из рейки 6, находящейся в зацеплении с зубчатым колесом 7, на одном валу с которым установлена муфта 8 сцепления. Между выталкивателями, подъемно-опускным транспортером и соответствующими им рейками установлены односторонние пневмоцилиндры 9 обратного хода с двусторонними штоками. Каретки, на которых установлены быстросъемные магазины, соединены с пневмоцилиндрами 10. Свободные концы реек упираются в регулировочные винты 11.
Установка работает следующим образом.
Манипулятор 1 захватывает пневматическими захватами подложку из магазина 3 и переносит ее на транспортер 4. Во время освобождения одним манипулятором подложки происходит захват другим манипулятором выводов из магазина 2. Манипулятор переносит выводы на подложку, уложенную на транспортер. Одновременно первый манипулятор отходит в исходное положение, захватывает подложку, и цикл повторяется.
За время рабочего « обратного ходоз манипуляторов происходит выталкивание на позиции захвата очередных выводов н подложек из соответствующих магазинов выталкивателями 5, при этом полости пневмоцилиндров обратного хода соединены с атмосферой, что позволяет получать медленное поступательное движение рабочего хода от рейки посредством зубчатого колеса, крутящий момент на которое передается от двигателя через муфту 8 сцепления.
После выработки магазина подаются сигналы на отключение муфты сцепления и подачи сжатого воздуха в пневмоцилиндр 9, выталкиватель быстро возвращается в исходное положение, и пиевмоцилиндр 10 перемещает каретку, производя быструю смену пустого магазина на заранее заполненный. По мере увеличения высоты собираемого пакета транспортер медленно двигается вниз.
После достижения пакетом заданной высоты подаются команды на отключение муфты, прекращение работы манипуляторов и после перемещения транспортером собранного пакета с позиции сборки подается сигнал на возвращение транспортера в верхнее исходное положение. Подается сигнал на работу манипуляторов, и происходит сборка нового пакета.
Для регулировки зазоров и высоты собираемых пакетов имеются регулировочные винты 11.
Односторонние пневмоцилиндры обратного хода одновременно выполняют функции
направляющих.
Команды на работу манипуляторов подаются командоаппаратом, остальные команды - конечными выключателями. Предлагаемое устройство может также
выполнять разборку ранее собранных пакетов. Для этого исходное положение механизмов следующее: транспортер находится в крайнем нижнем положепии, а выталкиватели - в крайнем верхнем.
Пакеты укладываются на .транспортер, который передвигает их в зону разборки, где манипуляторы поочередно разбирают пакеты в соответствующие магазины. Во время разборки транспортер медленно двигается вверх, а выталкиватели - медленно вниз. После полной разборки пакета цикл повторяется. Вместо подъемно-опускного транспортера может быть установлен подъемно-опускной стол, плита которого перемещается по заданному циклу.
Значительное увеличение скорости обрат-ных ходов толкателей магазинов и транс-портера путем снабжения установки односторонними нневмоцилиндрами с двусторонними штоками позволит по сравнению с известными установками увеличить производительность на 50-70% при одновременном упрощении конструкции.
Формула изобретения
Устройство для сборки и разборки пакетов плоских листовых материалов, содержащее манипуляторы, магазины и расположенный между ними подъемно-опускной транспортер и их приводы, каждый из которых включает зубчатый реечный механизм с муфтой сцепления, отличающеес я тем, что, с целью повышения производительности, каждый привод имеет односторонний пневмоцилиндр обратного хода, шток которого л естко связан с рейкой зубчатого реечного механизма.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для укладки штучныхиздЕлий B ТАРу | 1979 |
|
SU831665A1 |
| Пакетоформирующая машина | 1984 |
|
SU1168497A1 |
| Устройство для разборки снизу стопы изделий | 1981 |
|
SU965911A1 |
| АВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ УПАКОВКИ В ТЕРМОУСАДОЧНУЮ ПЛЕНКУ БЛОКОВ ИЗДЕЛИЙ (ВАРИАНТЫ) | 1999 |
|
RU2170693C2 |
| Устройство для укладки плоских предметовВ пАКЕТ | 1979 |
|
SU835887A1 |
| Устройство для поштучной выдачи деталей | 1981 |
|
SU1015987A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Устройство для формирования пакетов изделий | 1983 |
|
SU1133200A1 |
| Установка для укладки кирпича на печные вагонетки | 1979 |
|
SU893554A1 |
| Установка для укладки предметов в тару | 1982 |
|
SU1041421A1 |