(54) УСТРОЙСТВО ДЛЯ УКЛАДКИ ШТУЧНЫХ ИЗДЕЖЙ
В ТАРУ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для укладки в тару стержнеобразных предметов | 1982 |
|
SU1076360A1 |
| Устройство для укладки штучных изделий | 1982 |
|
SU1123941A1 |
| Устройство для укладки штучных предметов в тару | 1981 |
|
SU992325A1 |
| Устройство для укладки в ящик штучных изделий | 1973 |
|
SU445595A1 |
| Устройство для упаковки штучных изделий в картонные коробки | 1986 |
|
SU1458279A1 |
| Устройство для укладки штучных предметов в тару | 1978 |
|
SU766962A1 |
| Устройство для укладки штучных изделий в тару | 1979 |
|
SU973412A1 |
| Устройство для укладки изделий в тару | 1982 |
|
SU1154150A1 |
| Устройство для укладки плоских предметовВ пАКЕТ | 1979 |
|
SU835887A1 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ ИЗДЕЛИЙ В ТАРУ | 1993 |
|
RU2086481C1 |
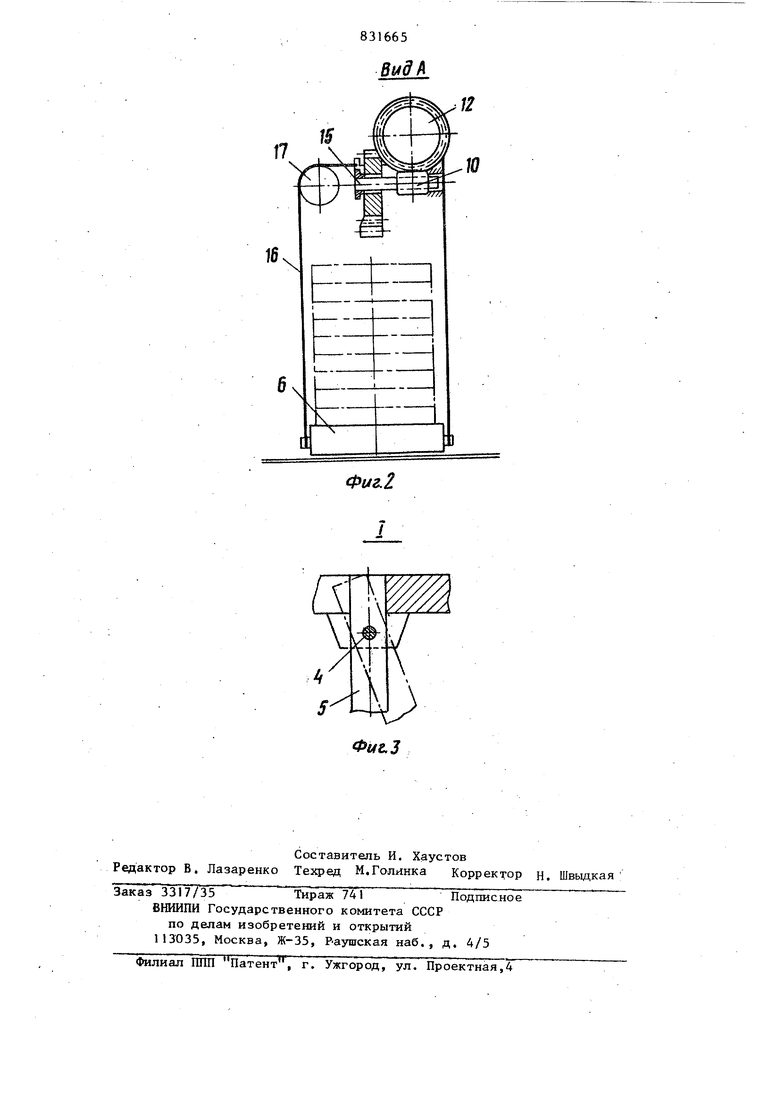
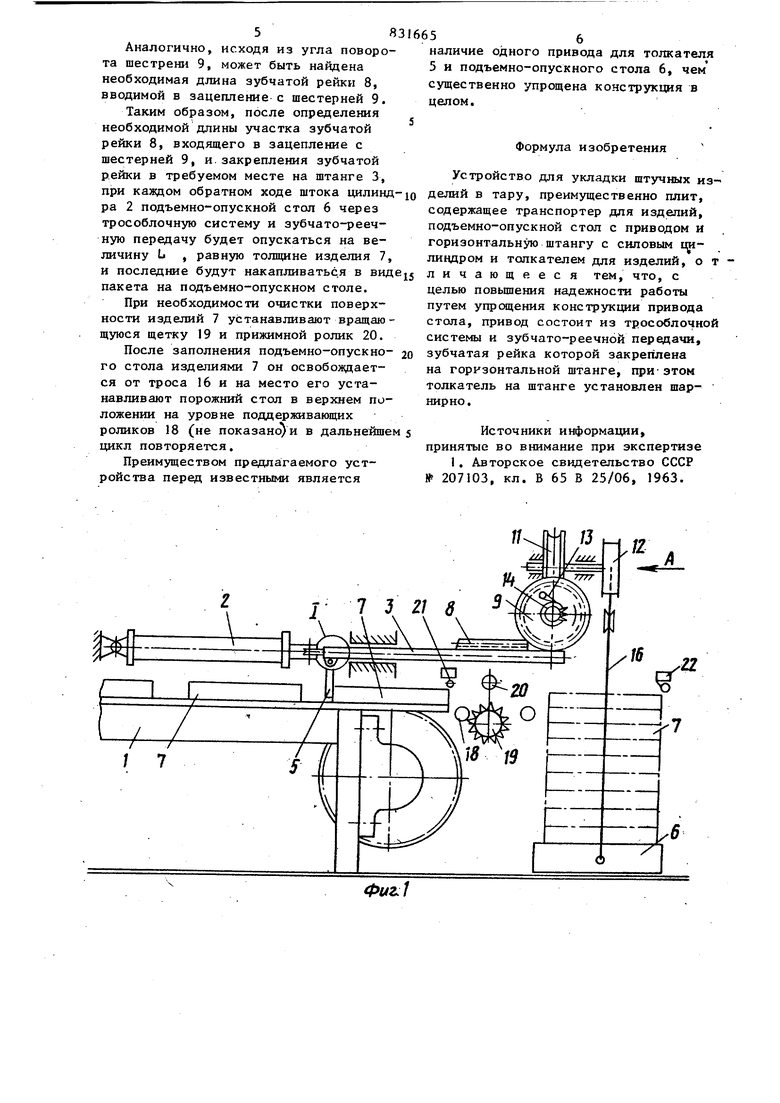
Изобретение относится к устройств складирования изделий и может быть использовано в промьшшенности строительных материалов для укладки штучных изделий, например мраморных плит в тару, а также в других отраслях на родного хозяйства для тех же целей. Извество устройсщ-во для укладки штучных изделий в тару, содержащее транспотер для подачи изделий, подъемно-опускной стол для изделий с при водом и горизонтальную штангу с сило вым цилиндром и толкателем для изделий D. Недостатком этого устройства является сложность конструкции, обусловленная наличием раздельных приводов для подъемно-опускного стола и для толкателя,электрически связанных между собой, что ведет к ненадежной работе всего устройства. Целью изобретения - повышение надежности устройства путем упрощени конструкции привода стола. Поставленная цель достигается тем, что в устройстве для укладки штучных изделий в тару, содержащем транспортер для подачи изделий, подъемноопускной стол с приводом и горизонтальную штангу с силовым цилиндромм толкателем для изделий, привод состоит из трособлочной системы и зубчато-реечной передачи, зубчатая рейка которой закреплена на горизонтальной штанге, при этом толкатель на штанге установлен шарнирно. На фиг. 1 показано предлагаемое устройство, общий вид; на фиг. 2 - вид А на фиг. Ij на фиг..З - узел I на фиг. 1. Устройство состоит из конвейера I, над которым установлен силовой цилиндр 2, шток которого шарнирно связан с горизонтальной штангой 3. На штанге 3 шарнирно при помощи пальца 4 закреплен толкатель 5, который имеет возможность одностороннего поворота. Для передачи движения от штока циливдра 2 к подъемно-опускному столу 6 с изделиями 7 на штанге 3 с возможностью фиксированного перемещения установлена зубчатая рейка 8, которая входит в зацепление с шестерней 9, свободно посаженной на вал червяка 10. Червяк 10 находится постоянно в зацеплении с червячным колесом 11, на валу которого закреплен жесткой барабан 12. На шестерне 9 шарнирно закреп лена собачка 13, которая взаимодействует с храповиком 14, жестко закрепле ным на валу 15 червяка 10.Подъемноопускной стол 6 подвешен к барабану при помощи гибкой связи, например тро са 16, один конец которого закреплен жестко на барабане 12, а поугой связан со столом 6 для возможности , его замены. Для придания вертикального положения тросу 16 предусмотрен от клоняющий блок 17. Для поддержания изделий 7 при стал кивании их с конвейера 1 в штабель на стол 6 предусмотрена опора,например, в виде поддерживающих роликов 18, При необходимости для очистки изде лий 7 на пути их движения могут быть установлены щетка 19 и прижимной ролик 20.Для подачи команды на сталкивание изделий 7 с конвейера I на пути их движения установлен концевой выключатель 21, а для подачи команды н возврат штока цилиндра 2 в исходное положение (перемещение влево, фиг.1) имеется концевой выключатель 22. Устройство работает следующим образом. Шток цилиндра 2 и связанная с ним штанга 3 с толкателем 5 и зубчатой рейкой 8 до .подачи сигнала концевым выключателем 21 находятся в крайнем левом положении. Толкатель 5, находясь в крайнем левом положении, при движении изделия 7 на конвейере 1 свободно отклоняется вправо на пальце 4 и возвращается в вертикальное положение после того, как изделие 7 выйдет из контакта с ним. Продолжая беспрепятствеяно движение на конвейере 1, изделие 7 достигает концевого выключателя , 21 и нажимает на его ролик, что служит сигналом для движения штока цилиндра 2 2 со штангой 3 с закрепленными на ней толкателем 5 и зубчатой рейкой 8 вправо. При этом, так как скорость движения штока цилиндра подобрана зна84 чительно больше скорости конвейера 1, толкатель 5, будучи в вертикальном положении на пальце 4, как показано на фиг. 3, захватьшает изделие 7 и сталкивает его по поддерживающим роликам 18 на подъемно-опускной стол 6, первоначальное верхнее положение которого находится на уровне подцреживающих роликов 18 (не показано). В этот момент зубчатая рейка 8, находясь в .зацеплении с шестерней 9, поворачивает ее вместе с закрепленной на ней собачкой 13, которая свободно проскальзьшает по зубьям храповика 14, не передав таким образом вращение на вал 15 червяка 10 и тем самым на барабан 12. При нажатии изделием 7 на ролик конецевого выключателя 22 подается команда на обратный ход штока цилиндра 2 со штангой 3 с закрепленными на ней толкателем 5 и зубчатой рейкой 8. Во время обратного хода штока цилиндра 2 со штангой 3, толкателем 5 и зубчатой рейкой 8, последняя, находясь в крайнем правом положении (не показано) и будучи в зацеплении с шестерней 9, поворачивает ее в обратном направлении (на фиг. 1 обозначено стрелкой). При этом направлении вращения шестерни 9 собачка 13 входит в зацепление с храповиком 14, сидящим жестко на одном валу 15 с червяком 10, и передает ему вращение, а червяк через червячное колесо 11 поворачивает барабан 12, который жестко насажен на один вал с червячным колесом 11, Соедовательно, необходимая величина угла поворота шестерни 9 будет пропорциональна произведению угла поворота барабана 12 на передаточное число червячной пары, а угол поворота самого бзрабана 12 будет определяться длиной отрезка троса 16, необходимой для опускания поддона на толщину изделия за один ход штока цилиндра 2 со штангой 3 и зубчатой рейкой 8. Необходимьй угол поворота барабана 12 может быть легко найден по известной зависимостигде L - длина троса, равная толщине изделия 7; 2)д - диаметр барабана 12; d. - угол поворота барабана.
Аналогично, исходя из угла поворота шестрени 9, может быть найдена необходимая длина зубчатой рейки 8, вводимой в зацепление с шестерней 9.
Таким образом, после определения необходимой длины участка зубчатой рейки 8, входящего в зацепление с шестерней 9, и.закрепления зубчатой рейки в требуемом месте на штанге 3, при каждом обратном ходе штока цилинд ра 2 подъемно-опускной стол 6 через трособлочную систему и зубчато-реечную передачу будет опускаться на величину Ь , равную толщине изделия 7, и последние будут накапливатьс.я в вид пакета на подъемно-опускном столе.
При необходимости очистки поверхности изделий 7 устанавливают вращающуюся щетку 19 и прижимной ролик 20.
После заполнения подъемно-опускного стола изделиями 7 он освобождается от троса 16 и на место его устанавливают порожний стол в верхнем положении на уровне поддерживающих роликов 18 (не показано)и в дальнейше цикл повторяется.
Преимуществом предлагаемого устройства перед известными является
наличие одного привода для толкателя 5 и подъемно-опускного стола 6, чем существенно упрощена конструкция в целом.
Формула изобретения
Устройство для укладки штучных иделий в тару, преимущественно плит, содержащее транспортер для изделий, подъемно-опускной стол с приводом и горизонтальную щтангу с силовым цилиндром и толкателем для изделий, о личающееся тем, что, с целью повышения надежности работы путем упрощения КОНСТРУКЦИИ привода стала, привод состоит из трособлочн системы и зубчато-реечной передачи, зубчатая рейка которой закреплена на горизонтальной штанге, при-этом толкатель на штанге установлен шарнирно.
Источники информации, принятые во внимание при экспертизе
1, Авторское свидетельство СССР № 207103, кл. В 65 В 25/06, 1963.
Фиг.
t7
16
Вид
Фы1.3
