Изобретение относится к кузнечно-штамповочному производству и может быть использовано для поштучной выдачи деталей типа пластин из магазина.
Известно устройство для поштучной выдачи деталей, содержащее подъемно-опускной от поршневого цилиндра. стол и установленный на нем магазин для деталей 1.
Однако это устройство имеет ограниченную технологическую возможность, так как оно рассчитано на работу с деталями определенной толщины. Кроме того, использование пневматического привода усложняет эксплуатацию устройства и ограничивает высоту подъема деталей в магазине.
Наиболее близким к предлагаемому по технической сущности и получаемому результату является устройство для поштучной выдачи деталей, содержащее магазин для заготовок, установленный на подъемноопускном столе, привод перемещения подъемно-опускного стола 2.
Недостатком этого устройства является ограниченная- возможность подъема стопы деталей из-за размеров винта винтовой пары, в связи с этим и малая емкость магазинов, что влияет на производительность устройства.
Цель изобретения - повышение производительности устройства.
Поставленная цель достигается тем, что в устройстве, содержащем магазин для заготовок, установленный на подъем но-опускном столе, привод перемещения подъемноопускного стола, последний выполнен в виде зубчато-реечной передачи, рейка которой выполнена составной из двух входящих одна в другую частей, и каждая из частей рейки поочередно взаимодействует с щестерней, при этом охватывающая рейка снабжена фиксатором, входящим в отверстие охватываемой рейки.
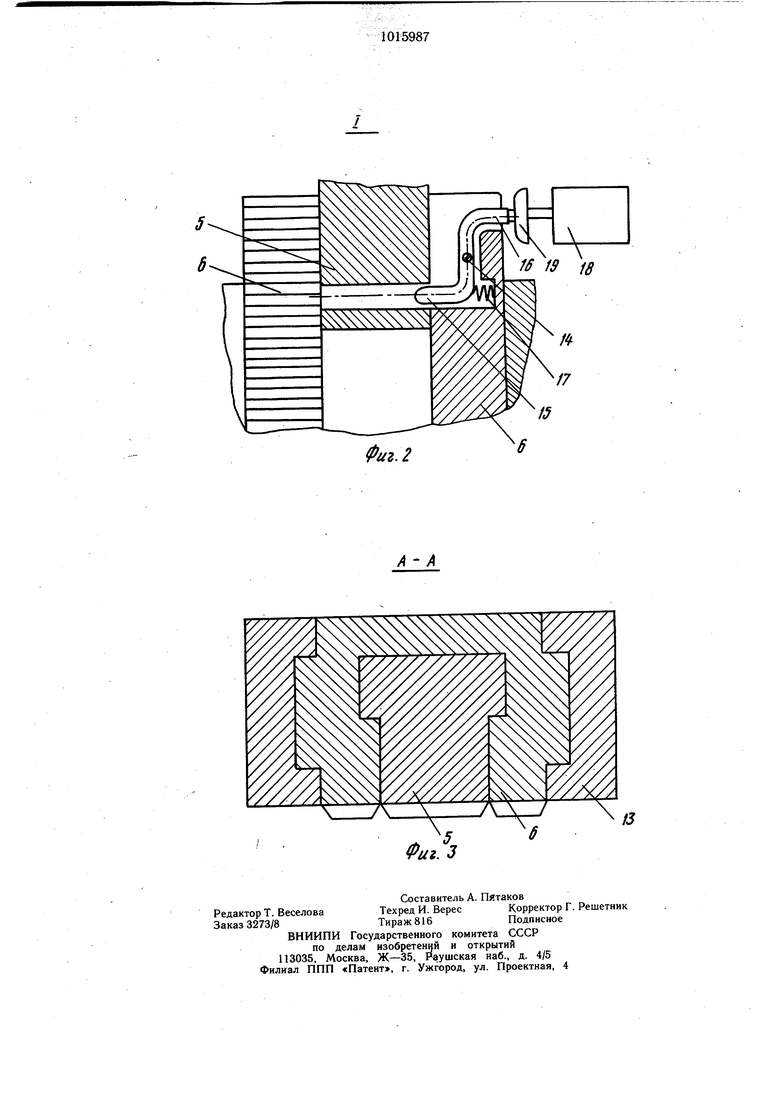
На фиг. 1 показано устройство, общий вид; на фиг. 2 -. узел I на фиг. 1; на фиг. 3 - разрез А-А на фиг. 1.
Устройство содержит площадку 1, на которой размещены магазины 2 с уложенными в них стопками деталями, перемещающуюся по горизонтальным направляющим станины 3, подъемно-опускной стол 4, получающий движение от внутренней зубчатой рейки 5 и наружной зубчатой рейки 6: расположенных подвижно относительно друг друга. Через зубчатое колесо 7, зубчатую передачу 8 рейки 5 и б кинематически связаны с электродвигателем постоянного тока 9 посредством разъединительной муфты 10 и редуктора 11. Зубчатое колесо 7 связано также с электродвигателем переменного тока 12.
Наружная зубчатая рейка 6 установлена
5 в направляющих 13 и на ней расположена рычажная система 14 с фиксатором 15, кулачком 16 и пружиной 17. Для воздействия на кулачок 16 на станине 3 установлен электромагнит 18, имеющий толкатель 19.
Q Устройство работает следующим образом.
В магазин 2 загружают детали и в зависимости от толщины одной детали устанавливают определенную скорость вращения электродвигателя постоянного тока 9.
5 От вала двигателя 9 вращение передается через редуктор 11, разъединительную муфту 1, зубчатую передачу 8 на зубчатое колесо 7, передающее движение внутренней зубчатой рейке 5, которая перемещается
вверх по внутренней поверхности наружной
рейки 6 и поднимает подъемно-опускной стол 4. Захватный орган (не показан) берет деталь из магазина 2 и за время ее перемещения на позицию обработки следующая деталь, находящаяся в магазине 2, занимает ее место. При подъеме внутренней зубчатой рейки 5 до совпадения отверстия в ней с фиксатором 15 рычажной системы 14 под действием пружины 17 (фиг. 2) происходит жесткая фиксация внутренней рейки 5 с наружной зубчатой рейкой 6. После
0 фиксации наружная зубчатая рейка 6 поднимается по направляющим 13 и приходит в зацепление с зубчатым колесом 7, которое перемещается вверх, и через внутреннюю зубчатую рейку 5 происходит подъем подъемно-опускного стола 4.
По достижению подъемно-опускным столом 4 верхнего крайнего положения отключается электродвигатель 9 и разъединительная муфта 10. Посредством электродвигателя переменного тока 12 подъемно-опуск0 ной стол 4 возвращается в нижнее крайнее положение. При этом происходит расфиксация внутренней зубчатой рейки 5 с наружной зубчатой рейкой 6 за счет воздействия толкателя 19 электромагнита 18 на кулачок 16 рычажной системы 14.
5 Использование предлагаемого устройства по сравнению с базовым объектом обеспечивает возможность, не увеличивая габариты устройства по высоте, увеличить высоту подъема загружаемых деталей в 1,6- 1,7 раза, тем самым обеспечить большую емкость магазинов, устанавливаемых на устройстве.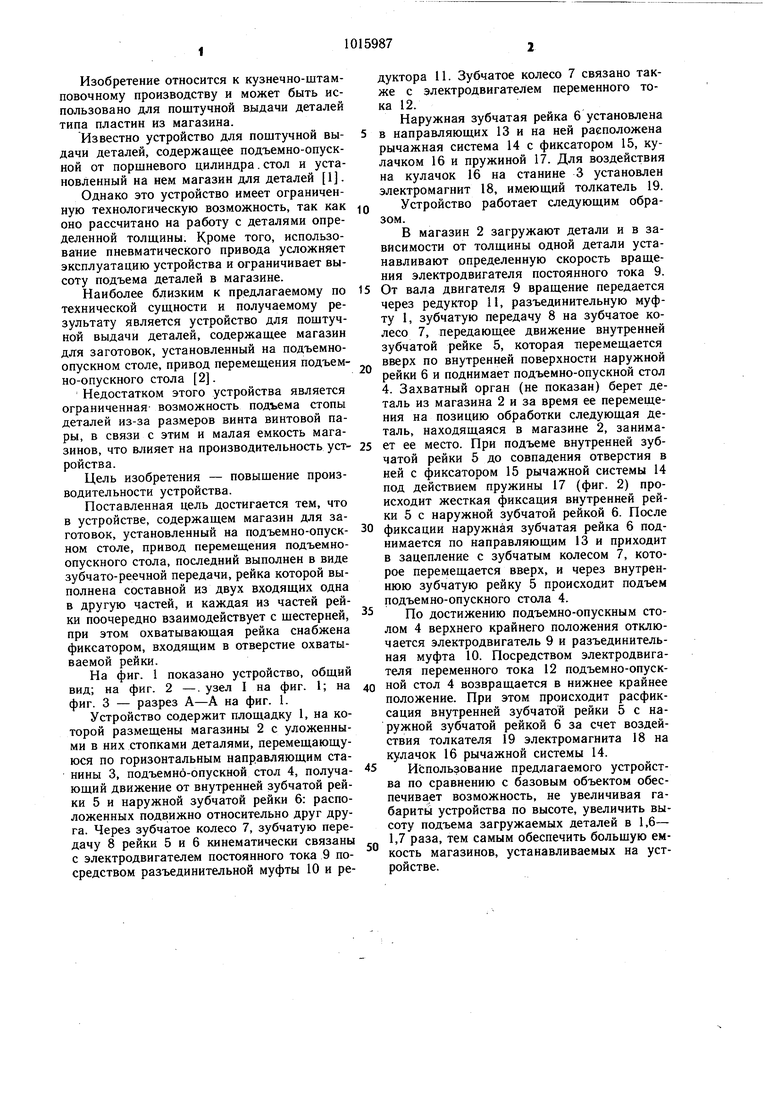
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи штучных заготовок | 1981 |
|
SU1015988A1 |
| УСТРОЙСТВО ДЛЯ ШАГОВОГО ПЕРЕМЕЩЕНИЯ ДЕТАЛЕЙ | 1992 |
|
RU2042490C1 |
| Устройство для поштучной выдачи деталей | 1980 |
|
SU912355A1 |
| Устройство для сборки и разборки пакетов плоских листовых материалов | 1977 |
|
SU644700A1 |
| Устройство для поштучной подачи листовых заготовок в рабочую зону пресса | 1990 |
|
SU1727946A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Устройство для формирования пакетов изделий | 1983 |
|
SU1133200A1 |
| УСТАНОВКА ДЛЯ УКЛАДКИ ШТУЧНЫХ ИЗДЕЛИЙ В КАРТОННЫЕ ЯЩИКИ | 1991 |
|
RU2005678C1 |
| Машина для упаковывания в ящик штучных изделий | 1979 |
|
SU956355A1 |
| Устройство для поштучной выдачи плоских заготовок | 1983 |
|
SU1098630A1 |
УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ВЫДАЧИ ДЕТАЛЕЙ, содержащее магазин для заготовок, установленный ца подъемно-опускном столе, привод перемещения подъемно-опускного стола, отличающееся тем, что, с целью повышения производительности, привод перемещения подъемно-опускного стола выполнен в виде зубчато-реечной передачи, рейка которой выполнена составной из двух входящих одна в другую частей, и каждая из частей рейки поочередно взаимодействует с шестерней, при этом охватывающая рейка снабжена фиксатором, входящим в отверстие охватываемой рейки. § СЛ Х) 00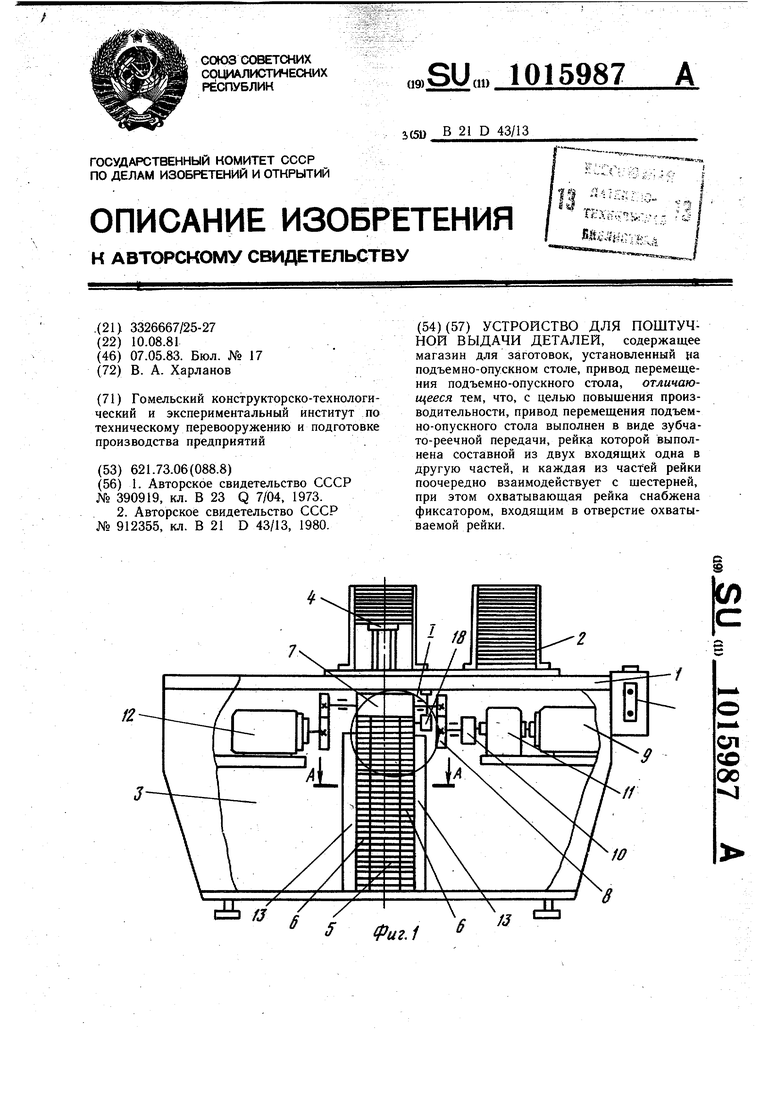
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 0 |
|
SU390919A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для поштучной выдачи деталей | 1980 |
|
SU912355A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
