1
Изобретение относится к технологическим смазкам для горячей обработки металлов, используемым в машиностроении- в кузнечно-штамповочном производстве.
В настоящее время в машиностроении и авиастроении широкое применение получили высокопрочные труднодеформируемые жаропрочные и титановые сплавы. В целях достижения высокого коэффициента использования дорогостоящих сплавов и наименьших затрат на механическую обработку штампованные заготовки изготавливаются с минимальными припусками на механическую обработку, а чаще и без припуска по несопрягаемым поверхностям, т.е. по размерам и допускам конструктивного чертежа детали. Так как при горячей обработке металлов последние подвергаются окислению под воздействием высоких температур, возникает необходимость защиты поверхности штампованных заготовок (особенно из титановых сплавов) о г окисления в целях получения высоких прочностных и пластических характеристик. Известны различные технологические смазки для горячей обработки металлов давлением, представляющие собой минеральные масла с наполнителями, стеклосмазки и др. 1.
Однако известные смазки не обеспечи вают предъявляемых требований по качеству обрабатываемой поверхности.
Известна смазка для горячей обработки металлов давлением, содержащая, вес. %:
Нитрид бора25-50
Графит5-30
Магний углекислый основной До 100
Однако указанная смазка незначительно защищает поверхность штампуемого сплава от окисления, незначительно способствует повышению стойкости штампов; исключает возможность применения одноразовой обмазки на несколько переходов штамповки.
Цель изобретения - предохранение де,формируемого сплава от окисления, понижение коэффициента трения между деформируемым сплавом и рабочей поверхностью штампа, что обусловливает повышение качества обрабатываемой поверхности и повышение стойкости штамповой оснастки.
Это достигается тем, что смазка для горячей обработки металлов на основе нитрида бора дополнительно содержит алюминиевый порошок в количестве 45-60 вес. %.
Состав смазки, вес. %:
Нитрид бора40-55
Алюминиевый порошок45-60Предлагаемую порошкообразную смазку получают при механическом смешивании указанных компонентов. Смазка наносится неред нагревом заготовок методом припудривания деталей или окунанием их ;; порошкообразную смесь.
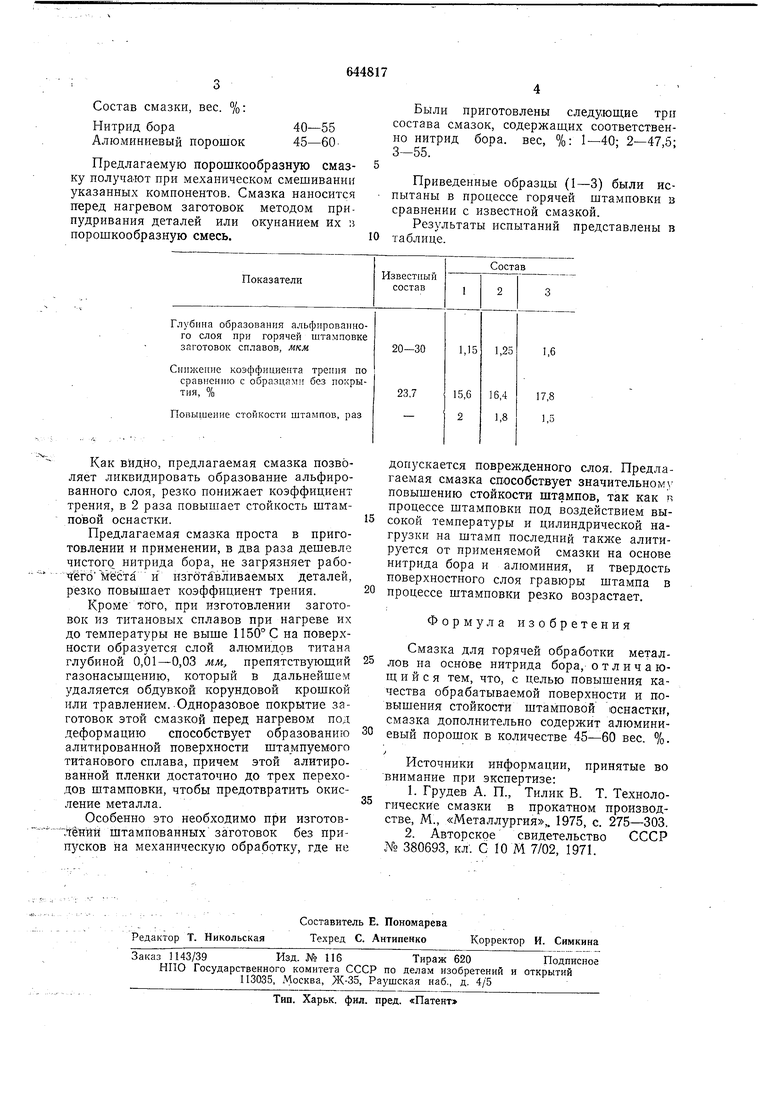
Были приготовлены следуюш;ие три состава смазок, содержаших соответственно нитрид бора, вес, %: 1-40; 2-47,5; 3-55.
Приведенные образцы (1-3) были испытаны в процессе горячей штамповки н сравнении с известной смазкой.
Результаты испытаний представлены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ ЗАГОТОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МЕТАЛЛОВ И СПЛАВОВ | 2021 |
|
RU2785111C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ШИРОКОХОРДНЫХ ПУСТОТЕЛЫХ ЛОПАТОК ВЕНТИЛЯТОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2011 |
|
RU2463125C2 |
| ШТАМП ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2010 |
|
RU2456112C2 |
| СПОСОБ ИОННО-ПЛАЗМЕННОГО НАНЕСЕНИЯ ПОКРЫТИЯ В ВАКУУМЕ НА ПОВЕРХНОСТЬ ГРАВЮРЫ ШТАМПА ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2010 |
|
RU2478139C2 |
| Способ изготовления упрочняющей накладки передней кромки лопатки вентилятора | 2019 |
|
RU2711697C1 |
| Смазка для горячей обработки металлов давлением | 1989 |
|
SU1671677A1 |
| СПОСОБ ФОРМОВАНИЯ ЛИСТА ИЗ ВЫСОКОПЛАСТИЧНОГО АЛЮМИНИЕВОГО ИЛИ ТИТАНОВОГО СПЛАВА | 1998 |
|
RU2169628C1 |
| СПОСОБ НАНЕСЕНИЯ МНОГОСЛОЙНОГО ИОННО-ПЛАЗМЕННОГО ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ГРАВЮРЫ ШТАМПА ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2016 |
|
RU2631573C1 |
| СПОСОБЫ СМАЗКИ ДЛЯ УЛУЧШЕНИЯ СПОСОБНОСТИ ДЕФОРМИРОВАТЬСЯ ПРИ ШТАМПОВКЕ | 2011 |
|
RU2572639C2 |
| СПОСОБ НАНЕСЕНИЯ МНОГОСЛОЙНОГО ИОННО-ПЛАЗМЕННОГО ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ГРАВЮРЫ ШТАМПА ИЗ ЖАРОПРОЧНОЙ СТАЛИ | 2016 |
|
RU2631572C1 |
