4 имеется сверление 15 для подвода рабочей I зквдкости. Части 16 рельсового пути 17 с обоях сторон пресса вьшолйены отдельно от близлежащих участков и подпруз тнены элементами 18. /
Гидравлический пресс для штамповки ппасягЕЯнОй средой работает сяедуюншы образом. .
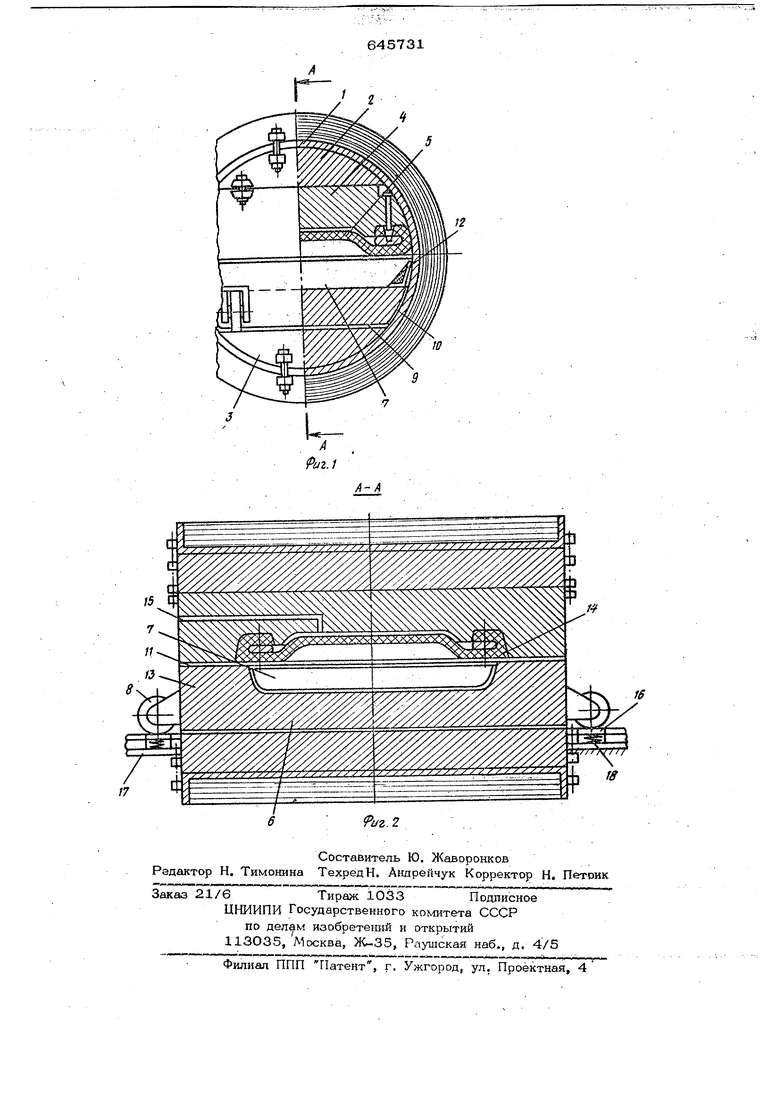
При вьщвиН5ггом столе 6 прошводй-гсяэагрузка его выемки 7 фррмблоками сййго -овкамй и технолбгачеекимй ншс лодками. Затем стол 6 вдвигается в пресс и зшшмаёт рабочее положение: П лость 7 распояоженй под диафрагмой 5, акдйеса 8 бтойт- йа подпружийехшых участках 16 рельсового пути 17, Через подвод 15 в контейнер 4. подается рабочая жидкость, и диафрагма 5 начинает
прогибаться. После сойрикосньвеМй с
формблок.ами она начинает давить черед них на планки 14, и стол 6, который сжимая в свою очередь пружины 18, опускается вниз на величи1ау зазора 9, Bi конце концов выбирая его н одновременно замыкая своими боковыми поверхностями зазоры 10. Одновременно jke происходит и перекрытие зазоров 11 планками 14. Размеры всех зйзоров назначаются при проектировавши каждого конкрётярго пресса талсйм образом, что выборка ipc происходит при небольшом давлеши раёочей jidirfjcdcTli, йоспе последнее начинает интенсивно расти, и осуществляется штамповка деталей эластичной диафрагмой 5 на жестких формблоках. При этом внутренйнй диаметр трубы станины 1 под действием внуреннего давлений увеличивается, но так
Kaic плашса 14 и стол 6 отходят вниз, как бы следя за деформацией станины, зазора между ними не возникает, и диа4 рагма 5 остается в процессе работы постоянно уплотненной. После достижеш1я максимального давления рабочей жидкости последняя сливается из контейнера 4, диафрагма 5, стол 6 и планки 14 возвращаются в исходное положение (показанное на чертежах). После этого стрл с отштампованныш деталями выдвигается из пресса, и детали выгру.жаются из полости 7 стола 6.
Выполнение выемки в столе в виде
cKB03iJorp паза, то есть без боковых стенок, позволяет уменьшить габариты круглой craHHiESi, а, следовательно, и всеРо пресса, что имеет особр большое зяйчение при штамповке с давлениями
порядка 10ОО кг/см .
Формулаизобретения
Гидравлический пресс для штамповки эластичной средой, содержащий установленные в станине контейнер с рабочей диафрагмой и вьщвиж1ной стол .с выемкой для установки формбпокрв с заготовками,,. о т л и ч а, к щ и и с я тем, что, с целью уме1аыиения габаритов пресса, вые№а выпЬлНена в. виде сквозного в направлеш1и поперечной оси пресса паза, огршшченнЬго: в рабочем положении внутренней поверхностью станины. Источшкн информации, принятые во внимание при экспертизе:
1. Патент Швеции № 214711, кл. 7С 14,1967.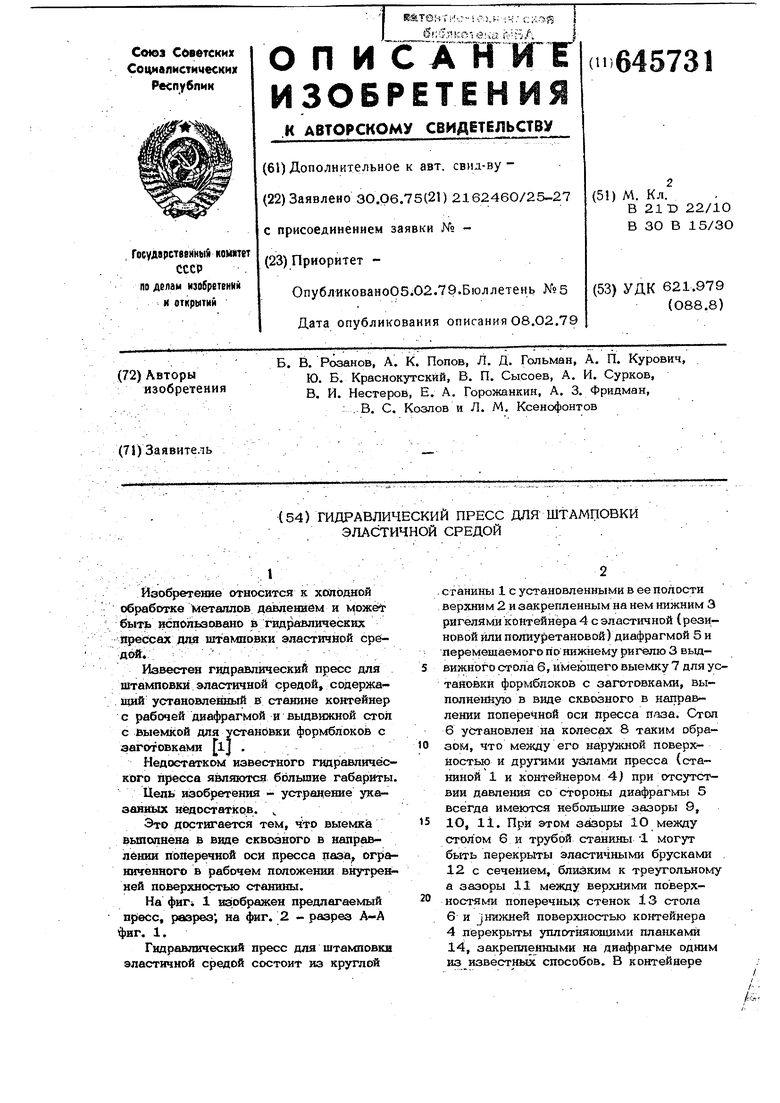
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидравлический пресс для штамповки листовых деталей эластичной средой | 1978 |
|
SU697227A1 |
| Контейнер гидравлического пресса для штамповки эластичной средой | 1975 |
|
SU664719A1 |
| Гидравлический пресс для штамповки эластичной средой | 1979 |
|
SU780308A1 |
| Гидравлический пресс для штамповки эластичной средой | 1975 |
|
SU568486A1 |
| Инструментальный блок для штамповки эластичной средой | 1979 |
|
SU948490A1 |
| Пресс для штамповки эластичной средой | 1984 |
|
SU1207564A1 |
| Гидравлический пресс для штамповки эластичной средой | 1976 |
|
SU676151A3 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1973 |
|
SU363538A1 |
| ШТАМПОВОЧНО-ЭКСТРУЗИОННЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2012 |
|
RU2506164C1 |
| Гидравлический листоштамповочный пресс | 1990 |
|
SU1750963A1 |