I
Изобретение относится к области о6 работки металлов давлением, в частности к конструкции гидравлических прессов для штамповки листовых деталей эластич ной средой.
Известные конструкции гидравлических прессов для штамповки листовых деталей обычно выполняются в рамном, колонном, тоннельном (трубном) исполнении. Прессы в рамном и колонном исполнениях имеют относительно небольшое рабочее пространство, поэтому не могут быть использованы для изготовления фасонных деталей из листа достаточно больших габаритных размеров. Увеличение размеров рабочего пространства у прессов подобной конструкции влечет за собой существенное увеличение массы пресса.
Наиболее близким к изобретению является бесплунжерный пресс для штамповки эластичной средой в трубном исполнении. Станина этого пресса, состоящая из ригелей и боковых стоек, пред-
ставляющих собой четыре продольных крупногабаритных бруска сегментного сечения, скрепленных силовым бандажом из высокопрочной ленты.
Однако при создании прессов с большими размерами рабочего пространства для штамповки крупногабаритных изделий размеры станин и рабочего npoci ранства ограничены технологическими возможностями производства в связи с необходимостью использования слитков и поковок из высоколегированных сталей, масса которых превышает предельно возможные даже для наиболее крупных машиностроительных заводов. Кроме того, расточка с необходимой точностью больших диаметров на большой длине затруднена,
иелью изобретения является увеличение рабочего пространства и улучшение технологичности изготовления.
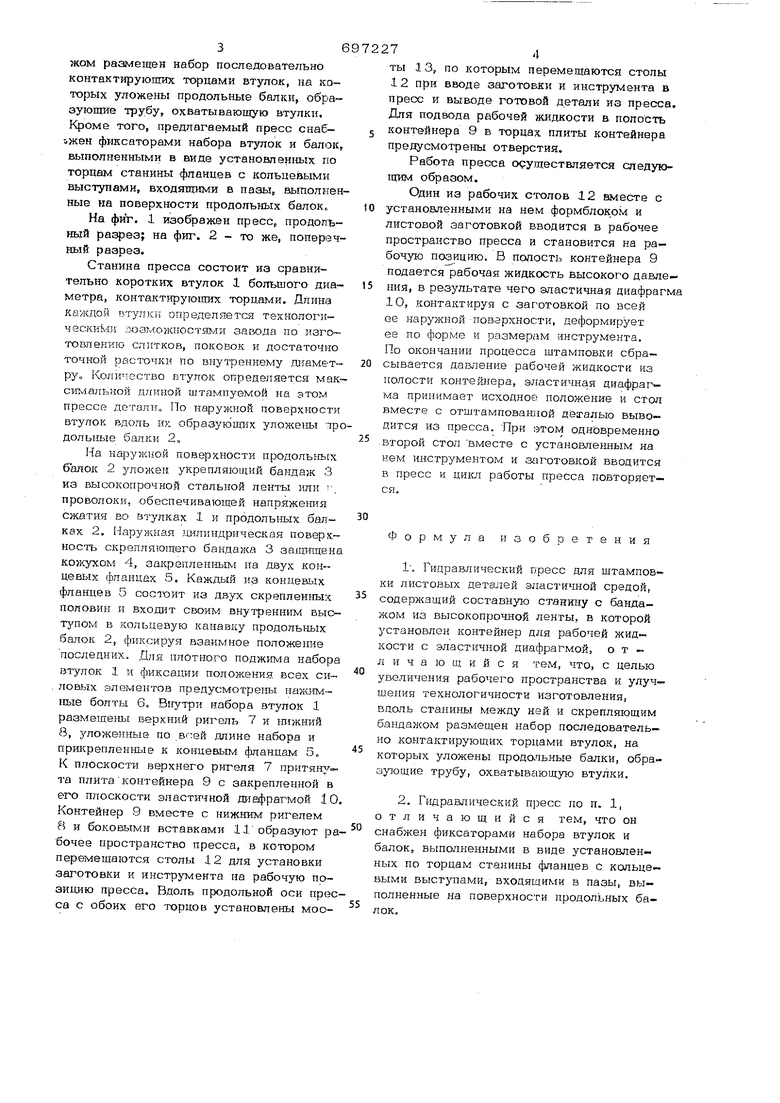
Цель достигается тем, что вдоль станины между ней и скрепляю1Ш М банда6жом размещен набор последовательно контактирующих торцами втулок, на которых уложегаы продольньш балки, o6pia зующие трубу, охватывающую втулки. Кроме того, предлагаемый пресс снаб- тгжен фиксаторами набора втулок и балок, выполненными в виде установленных по торцам станины фланцев с кольцевыми выступами, входящими в пазы, выполненные на поверхности продольных балок,, На фиг. 1 изображен пресс, продольный разрез; на фиг. 2 - то же, поперечный разрез. Станина пресса состоит из сравнительно коротких втулок 1 большого дка метра, контактирующих торцами. Длина каждой гггу.п.кп определяется технологическими аозможиостжли завода по изго- товпекию слитков, поковок и достаточно точной расгочки по внутреннему диамбТруо Количество втулок определяется мак- cjnvianbHoii дяиной штампуемой на этом прессе леталт-ь По наружной поверхности втулок вдоль иг. образующих уложены пр дольные балки 2, На нарулсной поверхности продольных балок 2 уложен укрепляющий бандаж 3 из высокопрочной стальной ленты или , проволоки, обеспечивающей напряже -шя сжатия во втулках 1 и продольных балках 2. Наружная шлиндрическая поверхность скрепляющего бандажа 3 заярпцена кожухом 4, закрепленным на двух концевых фланцах 5, Каждый из концевых фланцев 5 COCTOVIT из двух скрепленных половин и входит своим внутренним выступом Б кольцевую канавку продолььш1х балок 2, фиксируя взаимное положение последних. Для плотного поджима набора втулок 1 и фиксации положения всех си. ловых элементов предусмотрены нажимпые болты 6« Внутри набора втулок 1 размещеюз верхний ригель 7 и Ш17кний 8, уложенные по вг:ей длине набора и прикрепленные к концевым фланцам 5„ К плоскости верхнего ригеля 7 притян} та плитаконтейнера 9 с закрепленной в его плоскости эластичной диафрагмой 10 Контейнер 9 вместе с нижним ригелем 8 и боковыми вставками 11образуют ра
бочее пространство пресса, в котором перемещаются столы 12 для установки заготовки и инструмента на рабочую позицию пресса. Вдоль прюдольной оси пресса с обоих его торцов установлены мообалок, выполненными в виде установленных по торцам станины фланцев с кольцевыми выст)Ч7ами, входящими в пазы, выполненные на поверхности продольных балок. 74 ты 13, по которым перемещаются столы 12 при вводе заготовки и инструмента в пресс и выводе готовой детали из пресса. Для подвода рабочей жидкости в полость контейнера 9 в торцах ппиты контейнера предусмотрены отверстия. Работа пресса осуществляется следующим образом. Один из рабочих столов 12 вместе с установленными на нем формблокрм и листовой заготовкой вводится в рабочее пространство пресса и становится на рабочую позицию. В подсеть контейнера 9 подается рабочая жидкость высокого давления, в результате чего эластичная диафрагма 1О, контактируя с заготовкой по всей ее наружной повархности, деформирует ее по форме и размерам инструмента. По окончании процесса штамповки сбра- сывается давление рабочей жидкости из полости контейнера, эласти шая диафрагма принимает исходное положение и стол вместе с отштампованной деталью выво дится из пресса. При этом одновременно второй стол вместе с установленным на нем инструментом и зг готовкой вводится в пресс и цикл работы пресса повторяется. зобрегения О р м у л а 1. Гидравлический пресс для штамповки листовых деталей эластичной средой, содери ащий составную станину с бандажом из высокопрочной ленты, в которой установлен контейнер для рабочей жид кости с эластичной диафрагмой, отличающийся тем, что, с целью увеличения рабочего пространства и улучшения технологичности изготовления, вдоль станины между ней и скрепляющим бандажом размещен набор последовательно контактирующих торцами втулок, на которых уложены нродааьные балки, образующие трубу, охватывс1ющую втулки. 2. Гидравлический пресс но п. 1, отличающийся тем, что он снабжен фиксаторами набора втулок и
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидравлический пресс для штамповки эластичной средой | 1979 |
|
SU780308A1 |
| ШТАМПОВОЧНО-ЭКСТРУЗИОННЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2012 |
|
RU2506164C1 |
| ИЗОСТАТ | 2007 |
|
RU2366538C2 |
| Контейнер гидравлического пресса для штамповки эластичной средой | 1975 |
|
SU664719A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2010 |
|
RU2443560C1 |
| Гидравлический пресс для штамповки эластичной средой | 1983 |
|
SU1162619A1 |
| ШТАМПОВОЧНО-ЭКСТРУЗИОННЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2010 |
|
RU2448835C1 |
| Гидравлический пресс для штамповки эластичной средой | 1980 |
|
SU978979A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1973 |
|
SU363538A1 |
| Устройство для штамповки эластичной средой | 1985 |
|
SU1291244A1 |

iS
