; .,. - I. .
Изобретение отйсюится к машиностроению, а именно к устройствам ппя штамповки
Известно устройство дпя штамповки, содержащее станину со смонтированными сооснб на е;е нижней траверсе силовым цилиндром с плунжером и («гультипликатором с поршнем, полость высокого давления которого соединена с полостью силового цилиндра каналом, выполненным в днище последнего, а также инструмент одна часть которого закреплена на плунжере силового цилиндра, а другая - на верхней траверсе станины ij.
В известном устройстве штамповка деталей осушествляется при движении пцунжера силового цилиндра, высокое давление в котором создается мультипликатором.
Недостатком известного устройства является большое время контакта инструмента с заготовкой, что не позволяет штамповать нд нем изделия эластичной средой.
Цель изобретения - расширение технологических возможностей устройства, путем уменьшения времени контакта инструмента с заготовкой.
В предложенном устройстве указанная цель достигается за счет того, что оно снабжено стержнем и регулируемым дросселем, а плунжер выполнен ступенчатым и его торец уплотнен в днище си- нового цилиндра, образуя в нем управляющую полость, при этом в днише цилиндра выполнен доп6лнителы1ый канал для соединения управляющей полости с регулируемым дросселем, а ст- ржень установлен между торнами ступенчатого плунжера и поршня мультипликатора.
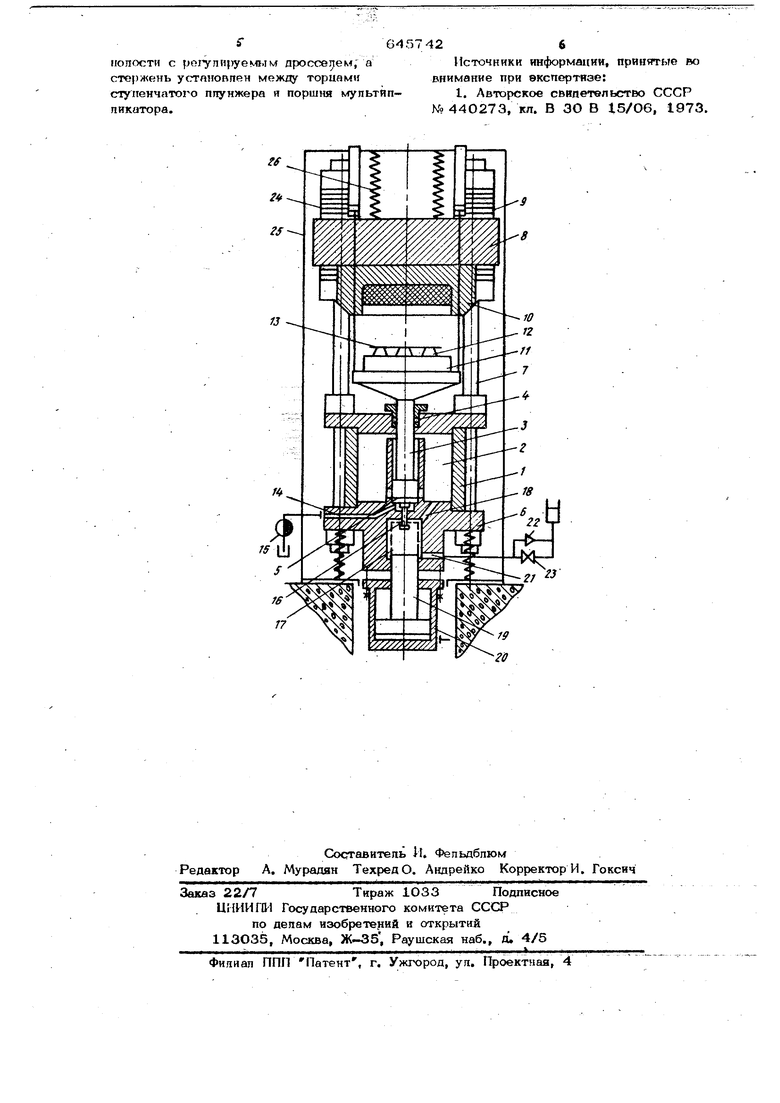
Конструкция устройства представлена на чертеже.
Устройство содержит силовой цилиндр 1, во внутренней полости 2 которого {эазмещен ступенчатЕый плунжер 3, уплотненный на выходе из цилшщра сальником 4 и йа.торце- уплотнением 5, Силовой цкниндр 1 установлен на дннше
6, соединенном копоннами 7 с верхней траверсой 8 через амортизаторы 9. На верхней траверсе 8 установлен контейнер 10 с эпастичной средой.
На ступенчатом плунжере 3 закреппен стоп 11 с paaivfememibiMH на нем формами 12 и заготовкой 13.
Поиость од торцом плунжера 3, отделенвая отполости 2 уплотнением 5, соединена каналом 14 через регулируемый дроссель 15 со сливом в ней размешен стержень 16, выходящий в по-; пость 17, связанную с полостью 2 канлами 18, В полости 17 размещен поршень 19 муяьтиппикатора 2О. Полости 2 и 17 имеют канал 21, соединенный С гидролинией, на которой установл1вны обратный клапан 22 и отсечной клапан 23.
Для возврата плунжера 3 в исходное положение установлены возвратные ци-: пиндры 24, Устройство для штамповки размещено в неподвижной раме 25 на амортизаторах 26.
Устройство работает следующим образом В исходном положении ступенчатый плунжер 3 находится внизу и опирае-гся на уплотнение 5. На столе 11 уложны формы 12 и заготовка 13, Канал 14 через дроссель 15 постоянно соединен со сливом. Клапан 23 перекрыт, поршень 19 мультипликатора 2О находится внизу. При включении управления мультипликатора 20 поршень 19 движется ввёр:;, вытесняя жидкость по каналам 18 в полость 2, и повышает в ней давление. При этом ступенчатый плунжер 3 прижимается к днищу 6 за счет того, что диаметр у ппотнения 5 больше диаметра сальника 4. В конце хода поршень 19 через стержень 16 взаимодействует с торцом ступенчатого плунжера 3, отрывая его от уплотнения 5, Под действием сжатой жидкости в полости 2 стчэл 11 с формами 1.2 и заготовкой 13 вверх, входит в контейнер 1О и сжимает элас тичное тело, осуществляя формовку заготовки 13. При этом силовой ,цилиндр 1 вместе с колоннами 7 и верхней траверсой 8 движется внутри рамы 25 вниз, сжимаа амортизаторы 26,
Объем жидкости, подаваемый в полость 2 цилиндра 1 при неподвижном ступенчатом плунжере 3, равен объему вытесняемому поршнем 19 при его полном Ходе, что обеспечивает снижение
дайления в полости 2 до атмосферного в момент, когда заготовка 13 Приблизится к эластичноцу телу, и в дальнейшем движение ступенчатого плунжера 3 происходит по инерции.
Под действием энергии, накопленной при ударе в эластичное тело, подвижные части возвращаются в исходное положение, при этом силовой цилиндр 1 с закрепленными по нем деталями совершает затухающие колебания на аморти, заторах 26, а ступенчатый плунжер 3, воздействуя на жидкость в полости 2, вытесняет ее через канал 18 в прпость 17, опуская при этом поршень 19, Под действием собственного веса.и возврат ных цилиндров 24 ступенчат1ый плунжер 3 возвращается в исходное положение,
Посколы часть жидкости при рабочем и возвратном ходах через канал 14 и дроссеп-ь 15 уходит на слив, поршень 19 продолжает опускаться вниз до упора, подсасывая при необходимости жидкость по каналу 21 через обратный клапан 22,
Регулировка энергии удара осушест вляется :3а счет изменения объема жидкости, вытесняемого поршнем 19 в полость 2, что обеспечивается за счет открытия на части его хода клапана 23 и последующего его перекрытия.
Формула изобретения
Устройство для штамповки, содержащее станину со смонтированными соосно на ее нижней траверсе силовым цилиндром с плунжером и мультипликатором с поршнем, попреть высокого Да&ления которого соединена с полостью силового цилиндра каналом, выполненным в днище последнего, а также инструмент, одна часть которого закреплена на плунжере силового цилиндра, а другая - на верхней траверсе станины, отличающееся тем, что, с целыо расширения технологических возможностей устройства уменьшения времени контакта инструмента с заготовкой, оно снабжено стержнем и регулируемым дросселем, а плунжер выполнен ступенчатым и его торец уплотнен в днище силового цилишфа, образуя в нем управляющую полость, при этом в днище цилиндра выполнен дополнительный канал для соединения управляющей
5 645742б
полости с .1м дроссег1ек4, аИсточники информации, принятые во
стержень устшговпен между торцамивнимание при экспертизе:
егупенчатого плунжера я поршня мупьтйп-I. Авторское свипетельство СССР
пикатора.N 440273, кл. В ЗО В 15/О6, 1973.
f
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ВЫСОКОГО ДАВЛЕНИЯ | 1991 |
|
RU2035311C1 |
| Гидравлический пресс | 1990 |
|
SU1761549A1 |
| Устройство для штамповки полых деталей с отводами | 1975 |
|
SU549199A1 |
| УСТРОЙСТВО ДЛЯ ГИДРОФОРМОВКИ ТРУБНЫХ ЗАГОТОВОК | 2002 |
|
RU2222399C1 |
| Пресс для сферодвижной штамповки | 1987 |
|
SU1500417A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1993 |
|
RU2049672C1 |
| Устройство для гидромеханического формообразования изделий | 1989 |
|
SU1639863A1 |
| Электровысадочный автомат | 1979 |
|
SU829294A1 |
| Устройство для штамповки полых деталей с отводами | 1976 |
|
SU626856A1 |
| Устройство для штамповки деталей | 1990 |
|
SU1738458A1 |
