Изобретение относится числового управления ток ками .
Токарьые стар.ки с чис pab/tMHbDvi управлением ;СПУ ся преимуществеН-ю с дну мыми координатами - лро.ц перечным перемещением су позволяет вести обработк тел вращения, ос.ь которы с осью вра1:1ения шпинделя
Наиболее близким техкичсс сим решением к предложенному изосретрни1с
является устройство
для програ№-1ного
управления токарным станком, содержащее последовательно соединенные программоноситель, блок счить вания прог-paNWM и коммутатор, подключенный к
двум электрогидраЕлически-. шаговым
двигателям з1 .
Данное устройство также ВТ вести обработку по д;вутам.
Однако в современног- N;a::;r;HocTpoeнии, особенно в производстве летательных аппаратов, встречает-ся необходимость в обработке г:ор,г;ц.;;;остей вращения с ориентацией их с)си пол, углом к оси шпинделя и инь;х сгложных
DM данного De быстродей г; я - раси:ирение
;к;.ьонс-::ьн;-: возможностей и повыше быстроие -;,: гви,я устройства - дос ается гг:.;, что в стройство допслнмгзльный клектрогидравлк
:м, ПКЙ ..„
к;-: импульсов, .енты задержки, эле- ситы И к ИЛИ н дискретные датчики no.aoKGi.iiH,, лодклю;енные к соответст;зуз01:;км элекгрогидразлическим ша,гоБьа 1 пвигателямI- выходы дискретных датiiiiTB по.г::о;ке:-;ия полключенЕЛ ко входам тервогО Т-: в орого формирователей им0г-ульсоБ г выход первого формирователя л.1пульсо53 через последовательно со:;:;:.;-;iiGHiibie первый элемент задержки, гпетий формирователь импульсов, элеvtiHT ИЛИ; первый элемент И и второй
5 ,--4ei.iaHT задеожки подключен к прог аммокоситепю,- выход второго формиоозателя 11.-п л1зСов через последоваг-злько соединенные третий элемент задержки и четвертый формирователь iMnvp.bcOb подклочен к одному из вхо
дов элемента ИЛИ, выход третьего элемента за,цержки через посттедовательно соединенные второй элемент И и четвертый элемент эадвржки подключен к одному из входов первого з ;:емегнта И, выход первого элемента задержки подсоединен к одному из входов второго элемента И, а один из выходов коммутатора - к дополнительному электрогидравлическому ujaroBOM двигателю.
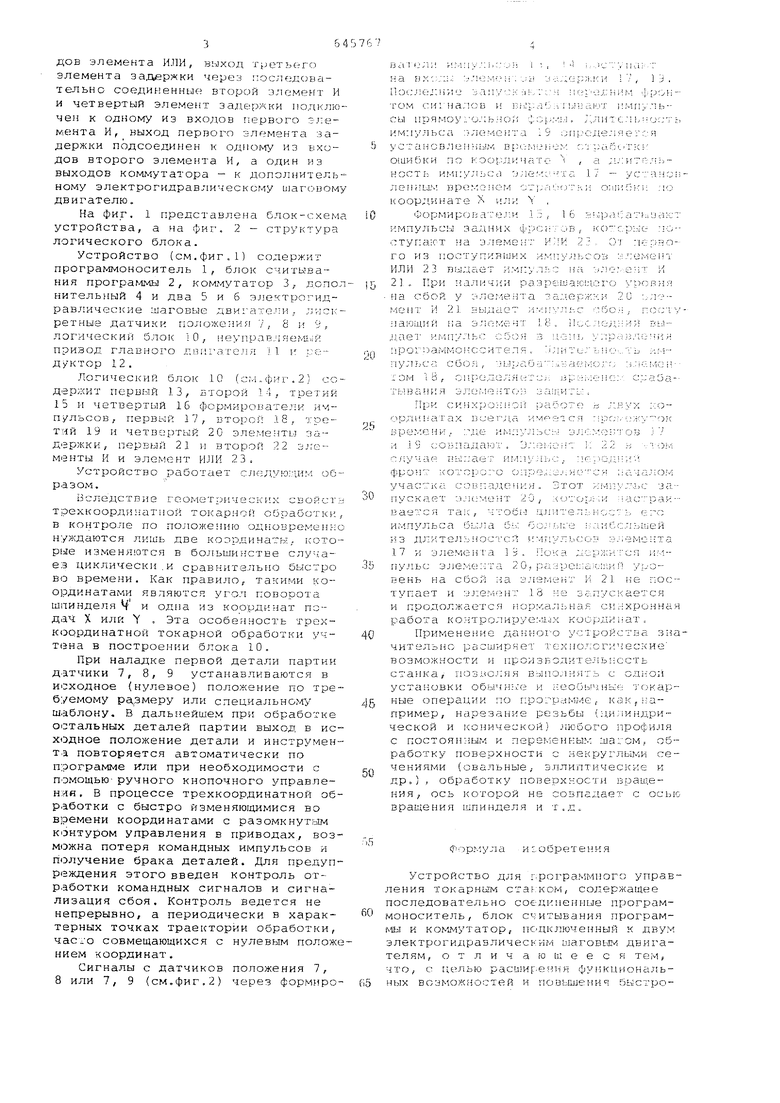
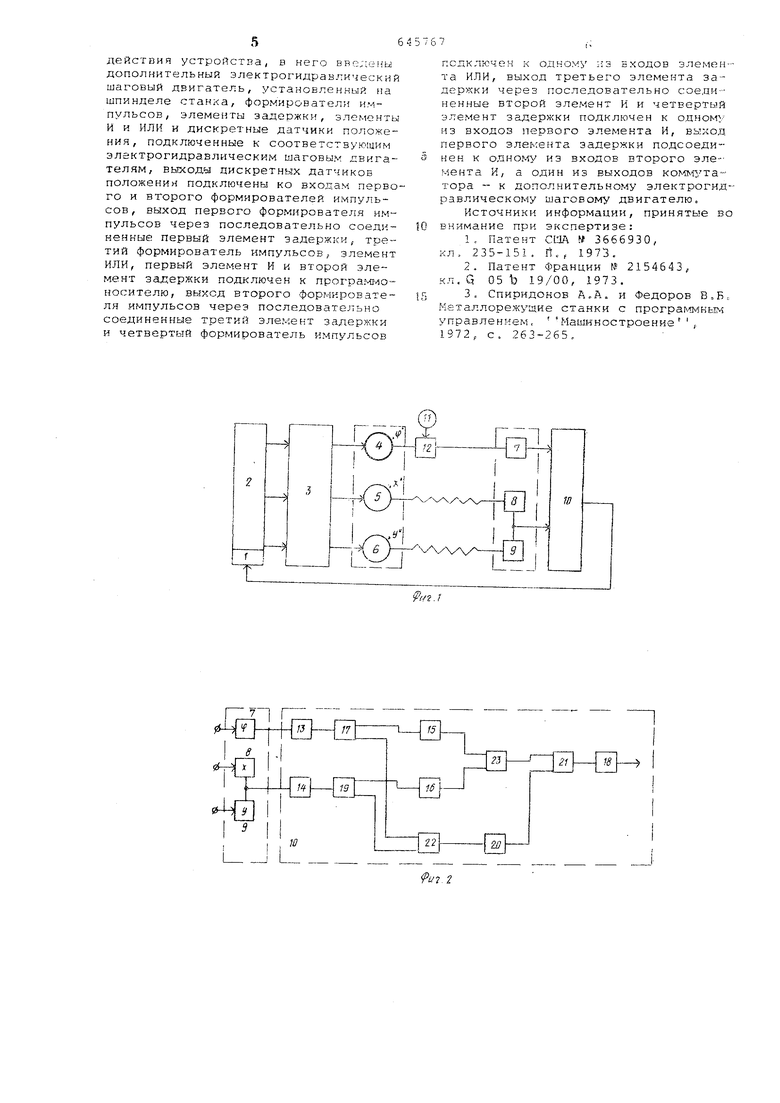
На фиг. 1 представлена блок-схем устройства, а на фиг. 2 - структура логического блока.
Устройство (см.фиг.1) содержит программоноситель 1, блок считывания программы 2, ком 4утатор 3, допонительный 4 и два 5 и 6 3J eKTporHjTравлические шаговые двигате-пи, лис -;ретные датчики по1:ожеиия /, с и 9, логический блок 10, неуправляема-; ; привод главного дпнгате.мл 1 f :.;едуктор 12.
Логический блок 10 (сгл . . 2 ) содержит первый 13, второй 14, третий 15 и четвертый 1G формирователи импульсов, первый 17, второй 18, тий 19 и четвертый 20 элементы 3 держки, первый 21 и второй 22 эло менты И и элемент ИЛИ 23.
Устройство работает след,ую;;5им разом,
Вследствие геометрических свойс г; трехкоорди а1ной то арнси обработки в контроле по пoJчoжeниlo одновре.мен.но нуждаются лишь две коэодинатк,. которые изменяются в большинстве случаев циклически,и сравнительно быстро во времени. Как правило, та-сими координатами являются угол поворота шпинделя Ч и одна из координат подач X ИЛИ Y , Эта особенность трехкоординатной токарной обработки учтена в построении блока 10.
При наладке первой детали партии Д-атчики 7, 8, 9 устанавливаются в исходное (нулевое) положение по требуемому ра змеру или специальному шаблону. В дальнейшем при обработке остальных деталей партии выход в исходное положение детали и инструмента повторяется автоматически по программе кли при необходимости с помощью- ручного кнопочного управленян, В процессе трехкоординатной обработки с быстро йзменяю1димися во времени координатами с разомкнутом контуром управления в приводах, возможна потеря командных импульсов и получение брака деталей. Для предупреждения этого введен контроль отработки командных сигналов и сигнализация сбоя. Контроль ведется не непрерывно, а периодически в характерных точках траектории обработки, часго совмещающихся с нулевым положением координат.
Сигналы с датчиков положения 7, 8 или 7, 9 (см.фиг.2) через формироFjaiijJi; .:iy,;,:;:,;: I ;. ; - i,..icv;, iiui ; на EiX:;;;,: :;;; j;vH/; ; ,; j ::„;(.;:;;,кi-s 1., j . IlocJitijiHiie .;;: :ib, ::.M игпчг.гним ,j;poHTOM (:n:ua:ioB и 5к;: л:;.i i ьчз uirr пмп чзь-сы прямоу ::О-:ьчо;; ,:-лл , т сч ь ист ь имчульса : 7;еме1 та 19 о 1роде; яе ;;; я установленHijM Bpof-ii iio - :/; ошибки по коорличато ( , а ;1-:ит;ччьность импульса чяе/-ч та 17 - ycraiiciiле 1; 1а/. 0--j.iOcj;- -,H o:iiHf;i i: :ю коор;и1нате ил;-: ,
ФсзрмирО1 атели :: , 16 ;ра ;а;г;:иа; ::iiMnyjibc;:i задних фрс;;;-; ,::.в , кс) срысг чо-(:туг:а;ет на э.чемеи-г ИаИ 2 Q-j мерного из поступив1иих имчульсоз ;:ччемент ИЛ}
21 , При -наличии разр ;ша;С1;1О1Ч) чролия на сбой у алсгле;п-а а;держки 20 :ч -глепт И 21 выдаст ;;. --6o;i , roc-iv
чающий на ЭЛПКеЧТ i. 8 . ИоСЧГ;Д;:ЧН St; лает импу-ibi:; сбоя з :,-;;чь ччих/излс чия : рогоаммо1-;сситечя . чцчтич ьчо ./v ь :;:пульса сбоя, -ju:.;aua4 а;ае. :i.:iai.4C; ir lOM i В , сироло.г:«ет;,:;, i3pa;. сраба-гывания элог.ючтсч зашить:,
П1;и Сйнхр-эчно; раб(5те ;;нух :-.оорлииагах всегл.а vMpeica чргч.чч-:(ч- О;:
-i 19 сОБпадаю;:-, Э:ач-;сч -ь 1; 21: а -чvji.T :-:/;уча(- i-ычае-г SH/Kiy :i:;j-:.: :(,ч :ч--: фрогг:- к о-г о Р сх: о cxK:p,::pjpiP:CH ::а--1алом участка с::: 13;1а.ден;1Я. Этот :-;i-.iny::.ьг: заi-iycKaRT ;:и(;меи-т 20, );-opi::- ас-: раивается Taic , ujxi-e пь мое: :., ;.гп импульса бь:ла бь: 0::;:ч;1;;е ;:аиС(::,г:Ы).1ей :;з д;:итель:(ос:.-сй 1г.1Г1ульс:оч эхемечта 17 :,; элемента з. Гюка ;.:рр; :и:-ся л:-.;нульс; элеме:хга 2 О, pn:ipc ::a:o:u; п у:.-онень на сбой элег.1ент И 21 не поступает и :jJ:eMrM-ir 18 :-;е 3anyci-;aeTc i и продолжае-гся нор:-:альная си1-;хронная работа ко тролируе:-:ачх координат.
Применение дангОГ-о устройства значительно расширяет -гехнолог;:чес; ие возможности и ИроизБОЛИТ ельнесть станка, гюзисляя В:51полия-:-ь с одной установк обычнке и необычные j-сжарные операции по ripo: pai-.JMe , каК|,; апример, нарезание резьбы (ч-иьчиндрической и конической) любого профиля с постоян::1ым и переменным шагом, обработку поверхности с некруглыми сечениями (-:а в а л ь н ые , э лл и п т i-i ч е с к и е и др.), обработку поверхности вращения, ось которой не совпадает с осью вращения шпинделя и -г . ,ц .
Устройство для r.porpa:--iMHoro управления токарным ста;:кс-м, содержащее последовательно соедич1енные программоноситель, блок считывания программы и комл -1утатор( пс.дключенный к двум электрогидравлическг1м ьиаговьЕ-- двих ателям, отличающееся тем, что, с целью раситг-ення фугзкинонгиьных возмо:|;(г- остей и rioBbjiijei-iHR быстродействия устройства, в него вве;:еиы дополнительный электрогидравлический шаговый двигатель, установленный иа шпинделе станка, формирователи импульсов, элементы задержки, элементы И и ИЛИ и дискретные датчики положения, подключенные к соответствующим электрогидравлическим шаговым двигателям, выходы дискретных датчиков положении подключены ко входам первого и второго формирователей импульсов, выход первого формирователя импульсов через последовательно соединенные первый элемент задержки, третий формирователь импульсов, элемент ИЛИ, первый элемент И и второй элемент задержки подключен к nporpa:4i-/soносителю, выход второго формирователя импульсов через последовательно соединенные третий элемент задержки и четвертый формирователь импульсов
подключен к одному мэ входов элемента ИЛИ, выход третьего элемента задер хки через последовательно соединенные второй элемент и и четвертый элемент задержки подключен к одному из входов первого элемента И, выход первого элемента задержки подсоединен к одному из входов второго эле-мента И, а один из выходов ко. ФГ /та-тора -- к дополнительному электрогид-равлическому шаговому двигателю.
Источники информации, принятые во внимание при экспертизе:
1.Патент СИЛ 3666930, кл. 235-151. П., 1973,
2.Патент Франции № 2154643, кл. Q 05 Ъ 19/00, 1973.
3.Спиридонов А,А. и Федоров . Металлорежущие станки с пpoгpa Фшь M управлением, Машиностроение, 1972, с. 263-265,
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство стабилизации скорости резания для токарных станков с ЧПУ | 1983 |
|
SU1136112A1 |
| Система числового программного управления с постоянной скоростью резания для токарно-винторезных станков | 1981 |
|
SU978102A1 |
| Устройство управления многокоординатным механизмом | 1981 |
|
SU1001011A1 |
| Устройство для кинематического дробления стружки на токарных станках с числовым программным управлением | 1981 |
|
SU1004974A1 |
| Шаговый электрогидравлический привод с дискретным управлением | 1979 |
|
SU774322A1 |
| Устройство для программного управления металлорежущим станком | 1981 |
|
SU996996A1 |
| Устройство стабилизации скорости резания для токарно-винтовых станков с числовым программным управлением | 1983 |
|
SU1180845A1 |
| Многоканальное устройство для программного управления | 1978 |
|
SU750438A1 |
| Устройство для управления @ -фазным шаговым двигателем | 1987 |
|
SU1473066A1 |
| Копировальное следящее устройство для станков с программным управлением | 1982 |
|
SU1070508A1 |
