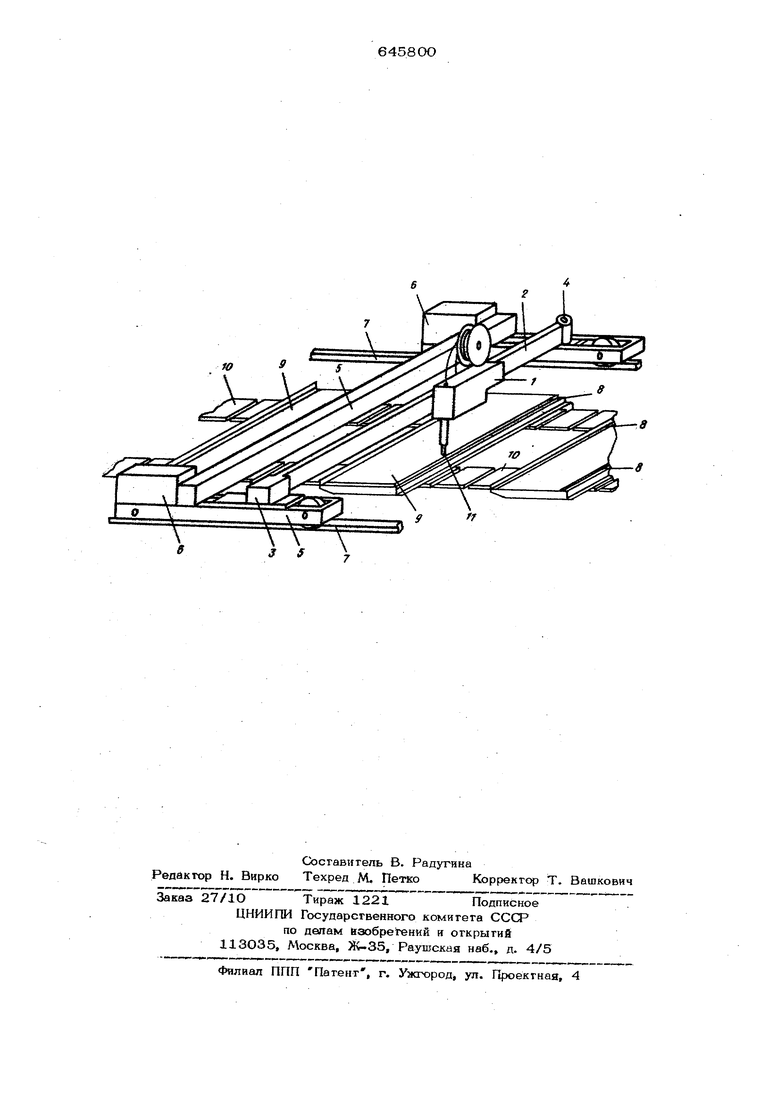
Иаобрегение относи гея к сяварочному производству, конкретно - к автоматическим устройствам для сварки прямолинейных и криволинейных швов, и может быть использовано в различных отраслях народного хозяйства при изготовлении и ремонre изделий, имеющих сварные швы ограниченной длины Известно устройство для автоматической электродуговой сварки 1фивопинейнь1х швов, содержащее сварочный аппарат, неподвижную направляющую для перемещения его тележки и механизм копирования fll Однако отсутствие дистанционной корректировки положения электрода гфиводит к снижению качества шва. Известно и другое устройство дла автоматической электродуговой сварки прямэлинейных и криволинейных шво ограниченной длины, содержащее самоходную портальную тележку, на которой смонтирован рельсовый путь для -самоходной т&- лежки, несущей сварочную головку, и подвижный сварочный стол Т2 . Паяное устройство является наиболее близким к изобретению по технической сущности и достигаемому результату. Недостатком его является отсутствие дистанционной корректировки положения электрода, что приводит к снижению качества оварного соединения. Целью изобретения является повышение качества сварного соединения путем повышения точности положения электрода относительно последовательно свариваек5ых и параллельно расположенных Указанная цель достигается: тем, что рельсовый путь для самоходной гележки, несущей сварочную головку, выполнен в виде консольной направляющей, один конец которой шарнирно закреплен на тележке, а на другом конце установлен привод поворота. На чертеже показано устройство для автоматической сварки изделий, размещенных на конвейере, общий вид. Сварочная головка 1 смонтирована на поворотной направляющей 2, снабженной призводом поворота 3. Поворотная направ-ляюшая в свою очередь, одним концом шарнирво смонгирована на оси 4 на бо ковой балке приводной портальной тележки 5, а другой конец направляющей взаимодействует со второй боковой балкой портальной тележки через привод поворо та 3. .. /Тележка .5 имеет привод 6 длн метения по напра яющим 7 вдоль рЕща швов 8, подлежащих сварке. Сварйваемые-.иэделия 9 размешены на подвижном сварочном столе, выполненном в виде, конвейера Ю таким образом, что их с арные швы расположены один за дру гим и могут быть как криволинейными (вопнисгымй, зигзагообразными ).j так и прямолинейными, параллельньа1и я непараллельными, Ось 4 повороГн направляющей 2 расположена перпендикулярно плоскосги свар ки изделия. Благодаря этому поворотная направляющая 2 ориентирована параллель но плоскости сварки. Поэтому расстояние от мундштука 11 до свариваемого шва сохраняется постоянным. Доступ к сварочному аппарату для не посредственного управления им затруднен Устройство работает сэтедующим образом. .Изделия размещают на конвейере вдоль направляющей 2, контейнер подает их ва (жарку. Включением привода марше вого перемещения сварочной головки 1 огводят ее в исходное положение по направляющей 2, а включением привода 6 п емешают гелех у 5 по направл51южим 7. По достижении мундштуком 11 началь ной точки одного t.3 швов 8 тележку останавливают, зак-.-нчив тем самым установку аппарата на сварку. Таким образом, конструкция устройства позволяет обсопечить требуемое исходное положеьш сварочной головки и мундштука 11 перемещениями в направлени51Х, близкие к взаимно перпендику- ларным. В гфоцессс сварки при рабочем перемещении .рочной головки с мундштуко 11 по направляющей 2 мундштук может ОТКЛОНИ, ься от свариваемого шва из-за неровности кромок листов. В этом случае ..отючают привод 3, в результате чего направляющая 2 поворачивается на некоторый угол вокруг оси 4, что позволяет ориентировать мундштук по линии сварки. При электродуговой сварке допускается визуальное слежение за мундштуком 11, положение которого по мере необходимости корректируется поворотом направляющей 2 при помощи привода 3 (например, винтового, реечного и т.д.). В тех случаях, когда требуется соблюдение траектории движения более точное, применяют соответствующую следящую систему, содержащую командоаппарат, управляющий работой привода поворота направляющей. Устройство может быть использовано на поточноконвейерной линии ремонта и изготовления торцовых дверей железнодорожных четырехосных nonjmaroHOB, что позволит -увеличить производительность сварки в 2,2 раза, улучшить качество сварных соединений. Ожидаемый годовой экономический эффект на одну установку 4,5 тыс, руб. Формула изобретения Усгройство для автоматической электродуговой сварки пр51молинейных и криволинейных швов ограниченной длины, содержащее самоходную портальную тележкуэ на которой смонтирован рельсовый путь для самоходной тележки, несущей варочную головку, и подвижный сварочвый стол, отличающееся тем, что, с целью повышения качества соарного соединения путем повышения точности положения электрода относительно последовательно свариваемых и параллельно расположенных швов, рельсовый путь для самоходной тележки, несущей сварочную головку, выполнен в виде консольной направляющей, один конец которой шарнирно закреплен на тележке, а на другом конце установлен при.вод поворота. Источники информации, принятые во внимание при экспертиза. 1.Гитлевич А. П., Животинский Л. А., Клейвер А. И Альбом механического оборудования сварочного производства, М., Высшая школа, 1974, с. 95. 2.Каталог-Справочник Сварочное обо- ч. 1, Наукова думка, 1968, рудование, с. 138.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической электродуговой сварки | 1978 |
|
SU738807A1 |
| СВАРОЧНЫЙ ТРАКТОР И СПОСОБ СВАРКИ КОЛЬЦЕВЫХ ШВОВ ИЗДЕЛИЙ СВАРОЧНЫМ ТРАКТОРОМ | 2002 |
|
RU2224629C1 |
| СТЕНД ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2008 |
|
RU2392101C2 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ | 2005 |
|
RU2294274C1 |
| УСТРОЙСТВО для ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 1967 |
|
SU201565A1 |
| Устройство для автоматической сварки внутренних продольных швов | 1973 |
|
SU458409A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1988 |
|
SU1775253A1 |
| Устройство для электродуговой сварки вертикальных стыков | 1986 |
|
SU1411115A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1988 |
|
SU1759579A1 |