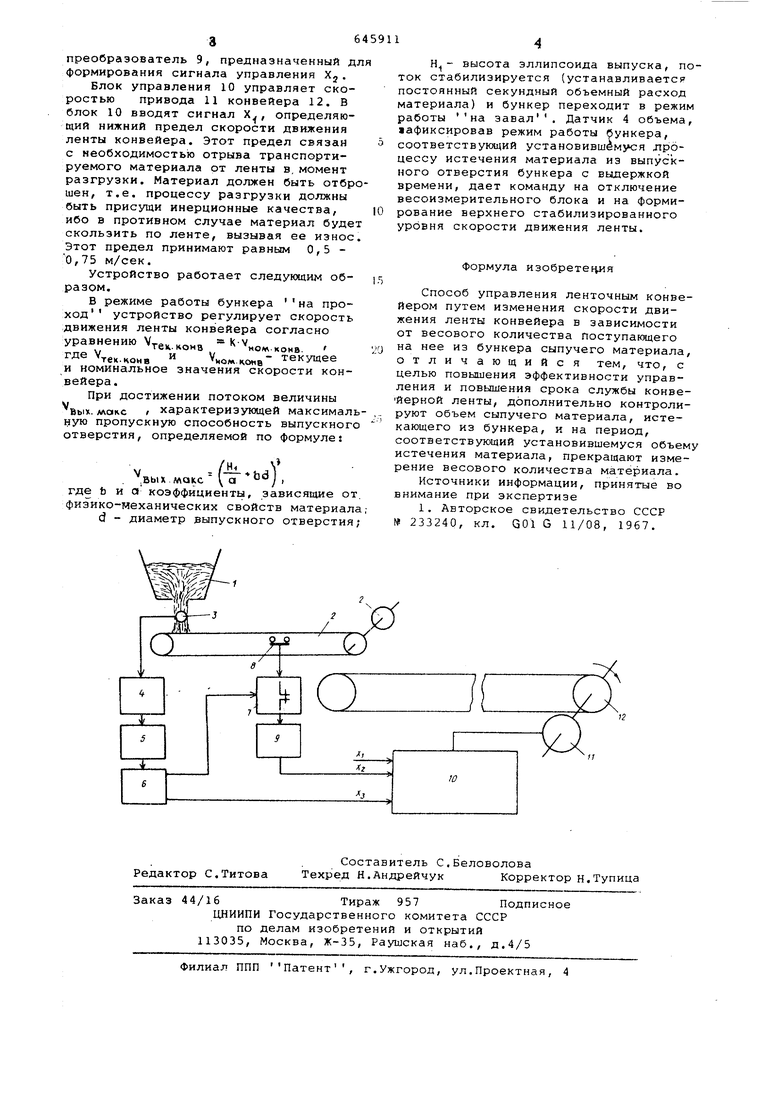
Изобретение относится к управлению подъемно-транспортньлии устройствами, преимущественно конвейерами, с регулированием скорости движения их тягового органа.в зависимости от весового или объемного количества поступающего на него сыпучего материала. Известны способы управления ленточным конвейером путем изменения скорости движения ленты конвейера в зависимости от весового количества поступающего на нее из бункера сыпучего материала l . Недостатком способа является повышенный износ ленты конвейера. С целью повышения эффективности управления и повышения срока службы конвейерной- ленты дополнительно контролируют объем сыпучего материала, истекающего из бункера, и на период, соответствующий установившемуся объему истечения материала, прекращают измерение весового количества материала. На чертеже представлена блок-схема устройства, реализующего способ управ ления ленточным конвейером. Выходной грузопоток поступает в бункер 1 с выпускным отверстием, расположенным в его днище. Из бу гкера грузопоток поступает на промежуточный конвейер 2. Величина истекающего объема из этого отверстия 3 контролируется датчиком 4 истекающего объема. Выходной сигнал датчика преобразуется с непрерывного в дискретный дискретным преобразователем 5. Преобразованный сигнал С вьщержкой времени, задающей блоком задержки 6 и равной: Tj - Т где Т - чистое транспортное запаздывание потока материала, связанное с расстоянием места загрузки с бункера до места перегрузки на конвейер и со скоростью движения промежуточного конвейера (питателя); Тпер время перегрузки материала с промежуточного конвейера на рабочий (время движения по наклонному желобу или направляющим), подают на контактный блок 7, включенный в выходные цепи весоизмерительного блока 8 и через преобразователь 9 - в блок 10 управления приводом 11 конвейера 12 (сигналы Х и Х). Весоизмерительное устройство устанавливается на промежуточном конвейере 2 с приводом. Между контактным блоком 7 и блок-хзм управления 10 включен
преобразователь 9, предназначенный дл формирования сигнала управления Xj.
Блок управления 10 управляет скоростью привода 11 конвейера 12. В блок 10 вводят сигнал Х, определяющий нижний предел скорости движения ленты конвейера. Этот предел связан с необходимостью отрыва транспортируемого материала от ленты в, момент разгрузки. Материал должен быть отброшен, т.е. процессу разгрузки должны быть присущи инерционные качества, ибо в противном случае материал будет скользить по ленте, вызывая ее износ. Этот предел принимают равным 0,5 0,75 м/сек.
Устройство работает следующим образом.
В режиме работы бункера на проход устройство регулирует скорость движения ленты конвейера согласно
.
уравнению Уте.конв . - «о.конв.
где V. VMOM.KO«B -текущее
И
тек.конв
и номинальное значения скорости конвейера.
При достижении потоком величины вых. Алаис I характеризующей максимальную пропускную способность выпускного отверстия, определяемой по формуле:
(-ьа)
,ВЬ1Х.макс
где b и а коэффициенты, зависящие от. физико-механических свойств материала,d - диаметр выпускного отверстия;
высота эллипсоида выпуска, поток стабилизируется (устанавливается постоянный секундный объемный расход материала) и бункер переходит в режим работы на завал . Датчик 4 объема, афиксировав режим работы бункера, соответствующий установившемуся лроцессу истечения материала из выпускного отверстия бункера с вьщержкой времени, дает команду на отключение весоизмерительного блока и на формирование верхнего стабилизированного уровня скорости движения ленты.
Формула изобретения
Способ управления ленточным конвейером путем изменения скорости движения ленты конвейера в зависимости от весового количества поступающего на нее из бункера сыпучего материала, отличающийся тем, что, с целью повышения эффективности управления и повышения срока службы конвейерной ленты, дополнительно контролируют объем сыпучего материала, истекающего из бункера, и на период, соответствующий установившемуся объем истечения материала, прекращают измерение весового количества материала.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 233240, кл. Q01 G 11/08, 1967.
Z -0
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления загрузкой ленточного конвейера | 1980 |
|
SU908701A1 |
| Способ управления ленточным конвейером | 1984 |
|
SU1154173A1 |
| ДОЗАТОР ВЕСОВОЙ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 2003 |
|
RU2260775C2 |
| Устройство для управления ленточным конвейером | 1980 |
|
SU910508A1 |
| СИСТЕМА, ОБЕСПЕЧИВАЮЩАЯ ПРОВЕДЕНИЕ ИСПЫТАНИЙ И ПОВЕРКУ УСТРОЙСТВА ИЗМЕРЕНИЯ ВЕСА, СПОСОБ ПРОВЕДЕНИЯ ИСПЫТАНИЯ И ПОВЕРКИ УСТРОЙСТВА ДЛЯ ИЗМЕРЕНИЯ ВЕСА | 2020 |
|
RU2763123C1 |
| Устройство управления весовым дозатором непрерывного действия | 1982 |
|
SU1016685A1 |
| Весовой дозатор непрерывного действия | 1980 |
|
SU901837A1 |
| Устройство для управления приводом конвейерной установки | 1984 |
|
SU1191391A1 |
| Загрузочное устройство конвейера | 1990 |
|
SU1773821A1 |
| ВЫСОКОТОЧНОЕ ЛЕНТОЧНОЕ ВЗВЕШИВАЮЩЕЕ УСТРОЙСТВО | 2010 |
|
RU2549208C2 |
