Перекрестные ссылки на родственные заявки
Эта заявка испрашивает приоритет международной заявки № PCT/CN2010/080551, поданной 30 декабря 2010 г., которая испрашивает приоритет китайской заявки на патент № CN2010105484845, поданной 18 ноября 2010 г., полное содержание которых включено в этот документ по ссылке.
Область техники, к которой относится изобретение
Настоящее описание относится к устройству взвешивания сыпучего материала и более конкретно относится к высокоточному ленточному устройству для использования на ленточном конвейере.
Предпосылки создания изобретения
С ростом цен на сыпучие материалы, такие как уголь и железная руда, увеличиваются требования к точности взвешивающих ленточных устройств для использования на ленточном конвейере. Между тем, более важными становятся надежность и стабильность точности взвешивания взвешивающих ленточных устройств. Взвешивающие датчики и инструменты управления взвешиванием, используемые в настоящее время для ленточных взвешивающих весов, проводящих измерения посредством ленточного конвейера, могут иметь высокую точность до 0,03% или более. Тем не менее, ленточные взвешивающие весы, выполненные на ленточном конвейере, имеют точность только между 1% и 0,5%, и стабильность точности часто является неудовлетворительной. Это может быть вызвано различными факторами, включающими в себя изменения натяжения ленты и вибрации, в зависимости от количества материалов, передаваемых ленточным конвейером. Причиной этого также может быть невозможность легкого и своевременного осуществления калибровки.
Существующие способы калибровки ленточных взвешивающих весов включают в себя калибровку висящего веса, калибровку цепного кода, калибровку цикличного цепного кода, электронную калибровку и калибровку материала. Среди них калибровка материала может, по существу, истинно отражать состояние материалов на работающем ленточном конвейере, обеспечивая высокий уровень достоверности калибровки. Другие способы калибровки являются аналоговыми калибровками, которые не могут отражать состояния натяжения ленты, когда материалы покрывают всю длину ленточного конвейера, имеют большие ошибки калибровки и, таким образом, не могут соответствовать требованиям на практике. С другой стороны, калибровка материала требует количество материала по меньшей мере около 2% от перемещаемой грузоподъемности ленточного конвейера согласно требованиям государственных стандартов. Когда перемещаемая грузоподъемность ленточного конвейера составляет около 5000 тонн в час, требуемое количество материала для осуществления калибровки материала составляет около 100 тонн в час. В конвейерах с большей грузоподъемностью (10000 тонн в час) количество материалов, требуемых для калибровки материала, увеличивается, и, таким образом, оборудование для взвешивания материала становится более крупным.
Существующие способы калибровки материала используют формы, включающие в себя весы для взвешивания бункера, весы для взвешивания грузовиков и весы для взвешивания железнодорожных вагонов. Следовательно, стоимость оборудования для калибровки высока. Для забора и выпускания материалов на месте осуществляется много этапов, и трудно достичь требуемой точности для калибровки материала. К тому же такая калибровка оказывает неблагоприятное воздействие на нормальный производственный процесс и не может быть осуществлена своевременно. К тому же такая калибровка занимает много времени каждый раз, когда она выполняется, и калибровка не может быть выполнена легко.
Краткое изложение сущности изобретения
Технические проблемы
Задачей настоящего описания является преодоление недостатков в существующих технологиях и разработка высокоточного ленточного взвешивающего устройства, которое имеет простую конструкцию, имеет низкую стоимость и обеспечивает калибровку в реальном времени.
Решения
В различных вариантах осуществления разработано высокоточное ленточное взвешивающее устройство, включающее в себя первую ленточную взвешивающую весовую раму, вторую ленточную взвешивающую весовую раму и выдачное устройство, которые выполнены на ленточном конвейере. Комплект буферных несущих роликов предусмотрен между первой ленточной взвешивающей весовой рамой и второй ленточной взвешивающей весовой рамой. Объемный весовой бункер предусмотрен над комплектом буферных несущих роликов. Перемещающий конвейер, который присоединен к выдачному устройству, предусмотрен над объемным весовым бункером. Измеритель скорости предусмотрен на ленточном конвейере. Определитель исходной точки для ленточной весовой калибровки выполнен на ленточном конвейере в направлении вперед комплекта буферных несущих роликов. Первая ленточная взвешивающая весовая рама, вторая ленточная взвешивающая весовая рама, объемный весовой бункер, определитель исходной точки и измеритель скорости соответственно присоединены к инструменту управления взвешиванием посредством кабелей. Совокупный вес материалов, передаваемых первой ленточной взвешивающей весовой рамой, совокупный вес материалов, передаваемых второй ленточной взвешивающей весовой рамой, вес материалов для калибровки в объемном весовом бункере и нулевая точка конвейерной ленты в длине ленты, измеренная определителем исходной точки, отображаются на инструменте управления взвешиванием.
Каждая из первой ленточной взвешивающей весовой рамы и второй ленточной взвешивающей весовой рамы включает в себя взвешивающую весовую раму с единственным несущим роликом, взвешивающую весовую раму с двойным несущим роликом или взвешивающую весовую раму с множеством несущих роликов. Определитель исходной точки включает в себя определитель бесконтактного типа или определитель контактного типа. Выдачное устройство предусмотрено у средней части или головной части ленточного конвейера.
Применимость в промышленности и преимущественные эффекты
Настоящее описание включает в себя ленточное взвешивающее устройство, которое объединяет процесс взвешивания с процессом калибровки материала. Иллюстративное ленточное взвешивающее устройство включает в себя определитель исходной точки, две ленточные взвешивающие весовые рамы, объемный весовой бункер и инструмент управления взвешиванием для достижения автоматического собирания в реальном времени малого количества материалов, вместо большого количества материалов, для осуществления сравнения и калибровки точности весов для взвешивания ленты для достижения высокоточного взвешивания. Перед тем как ленточный конвейер начнет перемещать материалы, инструмент управления взвешиванием использует определитель исходной точки для установки исходной точки для ленточной весовой калибровки. На основании исходной точки осуществляется автоматическая настройка нуля относительно веса ленты длины конвейерной ленты, перемещаемой в период времени перемещения материалов, имеющих количество, превышающее стандарт вмещения объемного весового бункера. Это делается для того, чтобы гарантировать, что вес конвейерной ленты в секции этой длины конвейерной ленты равен нулю, когда инструмент управления взвешиванием калибрует количество перемещаемых материалов. Поскольку калибровка малого количества материала используется для замены калибровки большого количества материала, может быть легко достигнута осуществляемая в реальном времени, мгновенная и удобная калибровка точности взвешивания ленточных взвешивающих весов. Стоимость калибровочного оборудования низкая. Калибровка не оказывает влияния на нормальный производственный процесс и не прерывает его. Обеспечивается высокая точность ленточных взвешивающих весов. Ленточные взвешивающие весы имеют простую конструкцию с низкой стоимостью, обеспечивают своевременную и удобную калибровку, обеспечивают надежную точность, экономят рабочую силу и ресурсы и, таким образом, имеют широкий диапазон практической применимости.
Следует понимать, что как предшествующее общее описание, так и последующее подробное описание являются только иллюстративными и пояснительными и не являются ограничивающими описание, заявленное в формуле изобретения. Другие особенности настоящего описания могут быть понятны специалистам в данной области техники из описания, формулы изобретения и чертежей настоящего документа.
Краткое описание чертежей
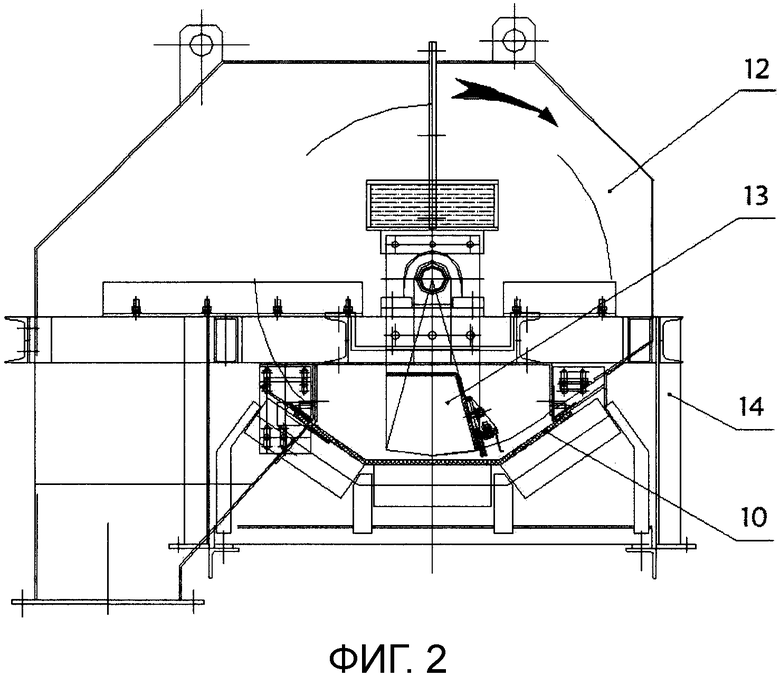
Фиг.1 представляет собой структурную схему иллюстративного устройства взвешивания ремня согласно различным описанным вариантам осуществления.
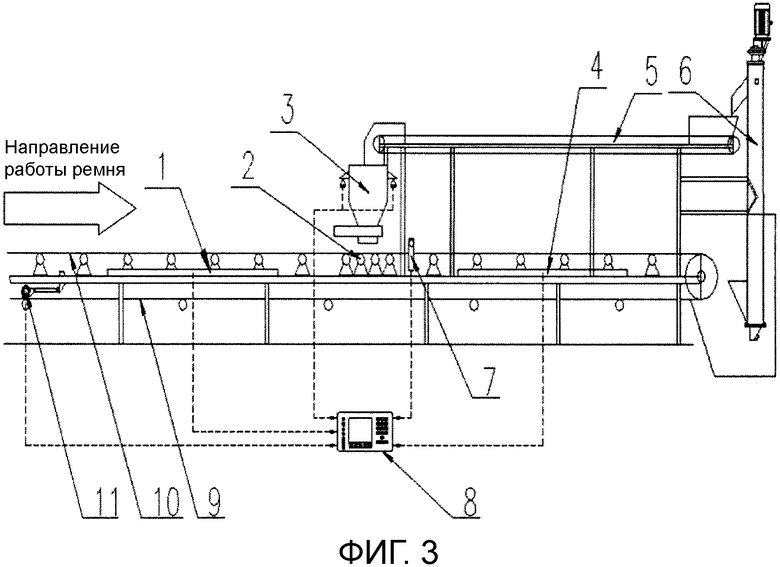
Фиг.2 представляет собой структурную диаграмму иллюстративного выдачного устройства согласно различным описанным вариантам осуществления; и
фиг.3 представляет собой схему установки иллюстративной головной части выдачного устройства согласно различным описанным вариантам осуществления.
Список обозначений
Первая ленточная взвешивающая весовая рама 1;
Комплект 2 буферных несущих роликов;
Объемный весовой бункер 3;
Вторая ленточная взвешивающая весовая рама 4;
Перемещающий конвейер 5;
Выдачное устройство 6;
Определитель 7 исходной точки;
Инструмент 8 управления взвешиванием;
Нижняя лента 9 ленточного конвейера;
Верхняя лента 10 ленточного конвейера;
Измеритель скорости 11;
Экран 12 выдачного устройства;
Ложка 13 выдачного устройства; и
Опорная рама 14 выдачного устройства.
Подробное описание вариантов осуществления настоящего изобретения
Теперь будут подробно описаны иллюстративные варианты осуществления описания, которые проиллюстрированы на прилагаемых чертежах. Там, где это возможно, одинаковые ссылочные позиции будут использованы на всех чертежах для обозначения одинаковых или подобных частей.
Иллюстративное высокоточное ленточное взвешивающее устройство включает в себя первую ленточную взвешивающую весовую раму 1, комплект 2 буферных несущих роликов, объемный весовой бункер 3, вторую ленточную взвешивающую весовую раму 4, перемещающий конвейер 5, выдачное устройство 6, определитель 7 исходной точки, инструмент 8 управления взвешиванием и измеритель скорости 11. Как первая ленточная взвешивающая весовая рама 1, так и вторая ленточная взвешивающая весовая рама 4 могут включать в себя взвешивающую весовую раму с единственным несущим роликом, взвешивающую весовую раму с двойным несущим роликом и/или взвешивающую весовую раму с множеством несущих роликов. Определитель 7 исходной точки может включать в себя определитель бесконтактного типа или определитель контактного типа. В примере первая ленточная взвешивающая весовая рама 1 и вторая ленточная взвешивающая весовая рама 4 с множеством несущих роликов могут быть выполнены на ленточном конвейере между нижней лентой 9 ленточного конвейера и верхней лентой 10 ленточного конвейера. Комплект 2 буферных несущих роликов выполнен между первой ленточной взвешивающей весовой рамой 1 и второй ленточной взвешивающей весовой рамой 4. Объемный весовой бункер 3 предусмотрен над комплектом 2 буферных несущих роликов. Выдачное устройство 6 может быть выдачным устройством скребкового типа или спирального типа, который выполнен на ленточном конвейере у средней части или головной части в направлении вперед направления работы конвейерной ленты. Выпуск выдачного устройства 6 присоединен к перемещающему конвейеру 5, который включает в себя перемещающий материалы конвейер спирального типа или типа ленточного конвейера, предусмотренный над объемным весовым бункером 3. Измеритель скорости 11 выполнен на ленточном конвейере на наружной стороне первой ленточной взвешивающей весовой рамы 1. Определитель 7 исходной точки выполнен на ленточном конвейере у начального положения в направлении вперед комплекта 2 буферных несущих роликов и передает сигналы ленточной весовой калибровки к инструменту 8 управления взвешиванием. Инструмент 8 управления взвешиванием присоединен, например, через кабели, к первой ленточной взвешивающей весовой раме 1, второй ленточной взвешивающей весовой раме 4, объемному весовому бункеру 3, определителю 7 исходной точки и измерителю скорости 11. Совокупный вес материалов, передаваемых (например, перемещаемых) первой ленточной взвешивающей весовой рамой 1, совокупный вес материалов, передаваемых второй ленточной взвешивающей весовой рамой 4, вес материалов для калибровки в объемном весовом бункере 3 и нулевая точка конвейерной ленты в длине конвейерной ленты, измеренная определителем 7 исходной точки, соответственно отображаются на инструменте 8 управления взвешиванием.
Во время работы неравномерная толщина конвейерной ленты ленточного конвейера является основным фактором, который оказывает неблагоприятное воздействие при использовании калибровки малого количества (вместо большого количества) материала. Для того чтобы уменьшить воздействие неравномерной толщины конвейерной ленты на точность калибровки в реальном времени с использованием малого количества материала перед тем, как ленточный конвейер начнет перемещать материалы, инструмент 8 управления взвешиванием используется для установки исходной точки для ленточной весовой калибровки через определитель 7 исходной точки. На основании исходной точки осуществляется автоматическая настройка нуля относительно веса ленты на длину конвейерной ленты, перемещаемую за период времени перемещения материалов, имеющих большее количество, чем стандарт вмещения объемного весового бункера 3, чтобы гарантировать, что вес ленты в секции этой длины конвейерной ленты принят за ноль, когда инструмент 8 управления взвешиванием калибрует количество перемещаемых материалов. Таким образом, обеспечивается точность калибровки малого количества, вместо большого количества, материала. Когда ленточный конвейер перемещает материалы, выдачное устройство 6, которое предусмотрено на ленточном конвейере, автоматически принимает материалы с ленточного конвейера и подает материалы в перемещающий конвейер 5 в заданное время, установленное инструментом 8 управления взвешиванием. Перемещающий конвейер 5 перемещает часть материалов к объемному весовому бункеру 3 для калибровки. Инструмент 8 управления взвешиванием определяет исходную точку ленточной весовой калибровки через определитель 7 исходной точки. Инструмент 8 управления взвешиванием выдает сигнал для управления объемным весовым бункером 3 для открывания выпуска для выпускания материалов, содержащихся в нем. В этот момент первая ленточная взвешивающая весовая рама 1 измеряет совокупный вес передаваемых материалов. Вторая ленточная взвешивающая весовая рама 4 измеряет совокупный вес передаваемых материалов и вес стандартных материалов, выпускаемых из объемного весового бункера 3. На основании факта того, что количество материалов, передаваемых первой ленточной взвешивающей весовой рамой 1, равно или подобно количеству материалов, передаваемых второй ленточной взвешивающей весовой рамой 4, инструмент 8 управления взвешиванием вычитает совокупный вес, измеренный у первой ленточной взвешивающей весовой рамы 1, из совокупного веса, измеренного у второй ленточной взвешивающей весовой рамы 4, для получения веса (например, измеренного веса) стандартных материалов, выпущенных из объемного весового бункера 3. Этот измеренный вес стандартных материалов сравнивается с весом стандартных материалов объемного весового бункера 3, отображаемом на инструменте 8 управления взвешиванием, для получения коэффициента коррекции. Этот коэффициент коррекции используется для коррекции весового коэффициента инструмента 8 управления взвешиванием, чтобы скорректированный вес стандартных материалов отображался на инструменте 8 управления взвешиванием. Такие сравнение и корректировка осуществляются неоднократно и/или регулярно, чтобы достичь высокой точности и высокой стабильности точности взвешивания весов для взвешивания ленты. Между тем, материалы могут покрывать всю длину ленточного конвейера, и условие калибровки является таким же или близким к условию нормальной работы перемещения. Таким образом, калибровка малого количества материала используется в качестве замены калибровки большого количества материала.
Как видно на фиг.2, в одном варианте осуществления может быть предусмотрено выдачное устройство 6 у средней части ленточного конвейера, и оно может быть выдачным устройством скребкового типа. Опорная рама 14 выдачного устройства 6 закреплена на ленточном конвейере. С выдачным устройством 6 предусмотрены экран 12 выдачного устройства и ложка 13 выдачного устройства. Ложка 13 выдачного устройства вращательно соскребает материалы с верхней ленты 10 ленточного конвейера. Затем соскобленные материалы входят в перемещающий конвейер 5 вдоль экрана 12 выдачного устройства.
В одном варианте осуществления, когда выдачное устройство 6 является выдачным устройством скребкового типа и выполнено у средней части ленточного конвейера, перемещающий конвейер 5 может быть конвейером спирального типа. В другом варианте осуществления выдачное устройство 6 представляет собой качающееся выдачное устройство и выполнено у выпускного окна у головной части ленточного конвейера. В то время, когда выдачное устройство 6 не принимает материалы, выдачное устройство 6 может качаться в сторону, чтобы избегать пересечения с потоком материала, например, потоком угля, переносимым на ленточном конвейере. В этом случае перемещающий конвейер 5 может использовать ленточный конвейер, как проиллюстрировано на фиг.3.
Другие применения, преимущества, модификации или эквиваленты описанных вариантов осуществления очевидны специалистам в данной области техники.
Изобретения относятся к области весоизмерительной техники, в частности к весоизмерительному устройству для использования в ленточном конвейере и способу взвешивания. Устройство включает в себя комплект буферных несущих роликов, предусмотренный между первой и второй весовыми рамами взвешивания ленты. Объемный весовой бункер предусмотрен над комплектом буферных несущих роликов. Перемещающий конвейер выполнен над объемным весовым бункером. Первая и вторая весовые рамы взвешивания ленты, объемный весовой бункер, определитель исходной точки и измеритель скорости соединены с инструментом управления взвешиванием посредством кабелей. Совокупные веса сыпучих материалов, передаваемых каждой из первой и второй весовых рам взвешивания ленты, скорректированный вес сыпучих материалов в объемном весовом бункере и нулевая точка в длине конвейерной ленты, определенная определителем исходной точки, отображаются на инструменте управления взвешиванием. Технический результат заключается в повышении точности измерений за проведения калибровки устройства в реальном времени. 2 н. и 10 з.п. ф-лы, 3 ил. 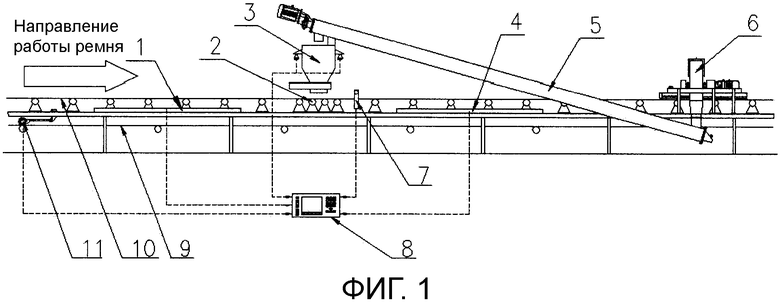
1. Высокоточное ленточное взвешивающее устройство, содержащее:
первую ленточную взвешивающую весовую раму, вторую ленточную взвешивающую весовую раму и выдачное устройство, которые выполнены на ленточном конвейере;
комплект буферных несущих роликов, выполненный между первой ленточной взвешивающей весовой рамой и второй ленточной взвешивающей весовой рамой;
объемный весовой бункер, выполненный над комплектом буферных несущих роликов;
перемещающий конвейер, присоединенный к выдачному устройству, причем перемещающий конвейер выполнен над объемным весовым бункером;
измеритель скорости, выполненный на ленточном конвейере; и
определитель исходной точки для ленточной весовой калибровки, выполненный на ленточном конвейере в направлении вперед комплекта буферных несущих роликов, причем:
первая ленточная взвешивающая весовая рама, вторая ленточная взвешивающая весовая рама, объемный весовой бункер, определитель исходной точки и измеритель скорости соответственно присоединены к инструменту управления взвешиванием посредством кабелей, и
совокупный вес материалов, передаваемых первой ленточной взвешивающей весовой рамой, совокупный вес материалов, передаваемых второй ленточной взвешивающей весовой рамой, вес материалов для калибровки в объемном весовом бункере и нулевая точка конвейерной ленты на секции длины конвейерной ленты, измеренная определителем исходной точки, отображаются на инструменте управления взвешиванием.
2. Устройство по п.1, в котором каждая из первой ленточной взвешивающей весовой рамы и второй ленточной взвешивающей весовой рамы содержит взвешивающую весовую раму с единственным несущим роликом, взвешивающую весовую раму с двойным несущим роликом или взвешивающую весовую раму с множеством несущих роликов.
3. Устройство по п.1, в котором определитель исходной точки представляет собой определитель бесконтактного типа или определитель контактного типа.
4. Устройство по п.1, в котором выдачное устройство предусмотрено у средней части или головной части ленточного конвейера в направлении вперед направления работы конвейерной ленты.
5. Устройство по п.1, в котором выдачное устройство представляет собой выдачное устройство скребкового типа, выполненное у средней части ленточного конвейера, и причем перемещающий конвейер представляет собой конвейер спирального типа.
6. Устройство по п.1, в котором выдачное устройство представляет собой качающееся выдачное устройство, выполненное у выпускного окна у головной части ленточного конвейера, и причем перемещающий конвейер представляет собой ленточный конвейер.
7. Способ высокоточного ленточного взвешивания, содержащий этапы, на которых: устанавливают посредством инструмента управления взвешиванием исходную точку для ленточной весовой калибровки с помощью определителя исходной точки, перед перемещением материалов на ленточном конвейере;
передают часть материалов от ленточного конвейера к объемному весовому бункеру так, чтобы упомянутая часть материалов была использована в качестве стандартных материалов в объемном весовом бункере для ленточной весовой калибровки;
определяют исходную точку ленточной весовой калибровки посредством определителя исходной точки;
выдают сигнал инструментом управления взвешиванием для управления объемным весовым бункером для выпускания из него стандартных материалов;
получают измеренный вес стандартных материалов, выпущенных из объемного весового бункера;
сравнивают измеренный вес стандартных материалов с весом стандартных материалов, отображаемым на инструменте управления взвешиванием, для получения коэффициента коррекции;
корректируют весовой коэффициент посредством инструмента управления взвешиванием с использованием коэффициента коррекции так, чтобы скорректированный вес стандартных материалов отображался на инструменте управления взвешиванием; и
повторяют этапы сравнения и корректировки до тех пор, пока не будет достигнута точность взвешивания.
8. Способ по п.7, в котором определение исходной точки для ленточной весовой калибровки содержит этапы, на которых:
осуществляют настройку нуля относительно веса ленты длины конвейерной ленты, перемещающейся в период времени перемещения материалов, имеющих количество, превышающее стандартные материалы объемного весового бункера, так, чтобы вес ленты в секции длины конвейерной ленты был равен нулю.
9. Способ по п.7, в котором перемещение части материалов с ленточного конвейера содержит этапы, на которых:
подают материалы, посредством выдачного устройства, от ленточного конвейера в перемещающий конвейер в заданное время, установленное инструментом управления взвешиванием, при перемещении материалов на ленточном конвейере; и
перемещают часть материалов от перемещающего конвейера к объемному весовому бункеру в качестве стандартных материалов.
10. Способ по п.7, в котором достижение измеренного веса стандартных материалов содержит этапы, на которых:
измеряют, у первой весовой ленточной взвешивающей рамы, совокупный вес материалов, переносимых первой ленточной взвешивающей весовой рамой;
измеряют, у второй ленточной взвешивающей весовой рамы, совокупный вес материалов, переносимых второй ленточной взвешивающей весовой рамой, и вес стандартных материалов, выпускаемых из объемного весового бункера, причем количество совокупного веса материалов, переносимых первой ленточной взвешивающей весовой рамой, равно количеству совокупного веса материалов, переносимых второй ленточной взвешивающей весовой рамой; и
вычитают, посредством инструмента управления взвешиванием, совокупный вес, измеренный у первой ленточной взвешивающей весовой рамы, из совокупного веса, измеренного у второй ленточной взвешивающей весовой рамы, для получения измеренного веса.
11. Способ по п.7, в котором ленточная весовая калибровка осуществляется в реальном времени при осуществлении взвешивания ленты.
12. Способ по п.7, в котором материалы покрывают всю длину ленточного конвейера для ленточной весовой калибровки.
| CN 1243574 A 02.02.2000; | |||
| CN 200958967 Y 10.10.2007 | |||
| CN 2924494 Y 18.07.2007 | |||
| Способ определения производительности ленточного конвейера и устройство для его осуществления | 1982 |
|
SU1167439A1 |
| Конвейерные весы | 1987 |
|
SU1569574A1 |

