Изобретение относится к области транспортной техники, а именно к рудничным конвейерным установкам. Известны устройства для управления ленточными конвейерами с постоянной скоростью движения ленты 1. Такие устройства не обеспечивают работу конвейеров с максимально воз можным заполнением ленточного полот на и контроля загрузки на всем протяжении конвейера. Известно также устройство для уп равлекия ленточным конвейером с переменной скоростью движения ленты, которое позволяет регулировать скорость движения ленточного полотна в зависимости от количества поступающего на него груза 2. Известное устройство содержит регулируемый привод с блоком управления загрузоч ными устройствами и блок регулирова ния натяжения. В известном устройстве для управ ления ленточными конвейером регулирование скорости движения ленты осу ществялется в зависимости от грузопотока, проходящего через выпускное отверстие бункера, расположенного в его днище, что снижает надежность его работы из-за отсутствия контроля за фактической загрузкой по всей дпиае конвейера в процессе его работы. Практически грузопоток в процессе работы ленточного конвейера по различным причинам может смещаться на ленте, просыпаться, (например, при порыве ленты). Датчики же, установленные в бункерах и контролирующие загрузку просыпание, порыв и другие процессы устанавливгиотся в определенных местах по длине конвейера и контролируют состояние грузопотока только в определенных точках, что малоэффектно и ненадежно, так как на обнаружение дефекта грузопотока требуется определенное время, за которое предприятию может быть нанесен значительный ущерб. Кроме того, большое количество оборудования также снижает надежность работы конвейерной линии. Целью изобретения является пойышенйе точности управления ленточным конвейером.. Цель достигается тем, что устройство снабжено блоком анализа продольных колебаний ленточного полотна в процессе работы, вход которого подключен к выходу блока регулирования натяжения, а выход блока анализа
продольных колебаний подключен к входу блока управления приводом конвейера.
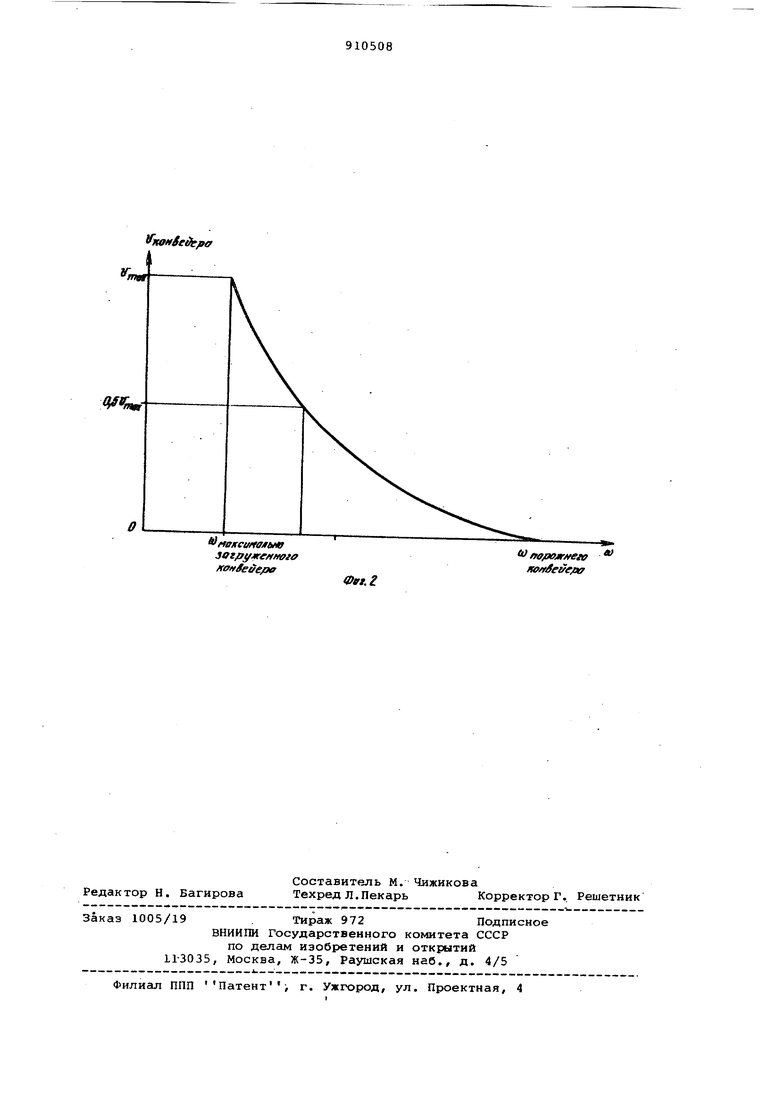
На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - график зависимости скорости движения полотна от частоты продольных колебаний.
Бункер 1 с выпускным отверстием, расположенным в его днище, и ленточный конвейер 2 связаны с регулируемым приводом 3 и с блоком 4 регулирования натяжения через натяжной барабан 5. Блок 6 анализа продольных колебаний ленточного полотна в процессе работы конвейера 2 по входу подключен к блоку 4 регулирования натяжения, а выход его подключен к блоку 7 управления приводом конвейера. Злок 6 может быть выполнен на микросхемах и содержит усилитель 8, синхронный фильтр 9, электронный ключ 10 кольцевой счетчик 11, генератор 12 качающей частоты, генератор 13 пилообразного напряжения, элемент 14 сра нения, элемент 15 уставки, одновибраторы 16, логические элементы И 17, исполнительные элементы 18.
Устройство для управления ленточным конвейером работает следующим образом.
При поступлении через бункер 1 груза ленточное полотно конвейера 2 начинает двигаться со скоростью, соответствующей максимальной фронтальной его загрузке. Скорость движения ленточного полотна устанавливается регулируемым приводом 3 в зависимости от сигнала блока управления 7. В свою очередь, сигнал блока управления 7 зависит от сигнала, вырабатываемого блоком 6 анализа продольных колебаний ленточного полотна в процессе.работы конвейера, В блок б сигнал поступает с блока 4 регулирования натяжения, содержащего датчики, реагирующие на продольные колебания ленточного полотна {например, магнитоупругие, установленные на опорных подшипниках натяжного барабана 5). При поступлении на порожний конвейер транспортируемого материала образуется фронт загрузки, который двигаясь со скоростью ленточного полотна на длине пути между роликоопорами, изменяет свою величину. Изменение массы фронта является источником колебаний, которые с определенной частотой и амплитудой перемещаются по ленточному полотну к головке конвейера. При этом низкая частота колебаний ленты, фиксируемая в головке конвейера, будет соответствовать массе максимально загруженного участка конвейера, а высшая частота дает возможность определить величину фронта загрузки. При известном дискрименте затухания колебаний по степени убыва.ния амплитуди этих
колебаний определяется расстояние д фронта загрузки и скорость движения ленты.
При движении ленточного полотна конвейера датчик блока 4 регулирования натяжения вырабатывает сигналы, жоторые поступают на усилитель 8 блока анализа продольных колебаний Усиленные по напряжению и мощности сигналы поступают на синхронный фильтр 9, который выделяет определенный диапазон частот. Для управления синхронным фильтром применен генератор 12 качающей частоты,, который через кольцевой счетчик 11 и электронный ключ 10 управляетсинхронным фильтром 9. В свою очередь, генератор 12 качающей частоты, управляется генератором 13 пилообразного напряжения.
Таким образом, генератор 13 пилообразного напряжения запускает генератор 12 качающейся частоты, а он управляет синхронным фильтром 9 через кольцевой счетчик 11 и электронный ключ 10. Фиксация результатов анализа продольных колебаний ленточного полотна и выработка сигналов управления осуществляется с помощью элементов 15 уставки, элементов 14 сравнения, одновибраторов 16, логических элементов И 17 и исполнительных элементов 18, воздействующих на блок 7 управления привода конвейера. Сигналы на указанные блоки подаются с выхода синхронного фильтра 9 и с генератора 13 пилообразного напряжения. Элементы 15 уставки задают начальные частоты анализируемых продольных колебаний ленточного полотна с целью их выявления. Ка только пилообразное напряжение сравнивается с напряжением уставки, срабатывает соответствующий одновибратор, который на определенное время (согласованное со скоростью нарастания пилообразного напряжения, а следовательно, и частотой генератора 12) открывает логический элемент И, пропускающий определеннуШ частоту на соответствующий исполнительный элемент. Исполнительные элементы 18 измеряют амплитуду поступившей на их вход частоты ив соответствии с ее величиной воздействуют н соответствующие элементы регулируемого привода 3 ленточного конвейера 2 через блок 7 управления. Так, например, если продольные колебания ленточного полотна содержат низкую частоту, которая вьщеляется синхронным фильтром и фиксируется соответствующим, только для этой частоты предназначенным, исполнительным элементом 18, то это говорит о том, что ленточное полотно загружается максимально и необходимо увеличить скорость его движения. Появление в
спектре колебаний ленточного полотна более высоких частот говорит о. том, что скорость движения ленты необходимо замедлить, так как фронт загрузки его не полный, что осуществляется соответствующим исполнительным элементом 18. При порыве ленточного полотна или перекосе его (брос груза) частота резко изменяется, что фиксируется соответствующим исполнительным элементом 18, и привод останавливается.
Таким образом, анализ амплитудных частотных характеристик волновых процессов, осуществляемый блоком 6 анализа продольных колебаний ленточного полотна в процессе работы конвейера, позволяет получить исчерпывающую картину состояния конвейера и выдать соответствующие команды его управляющему блоку 7, а это значительно повышает надежность уст.ройства управления ленточным конвейером за счет устранения большого числа датчиков коммутационных каналов, преобразующих и разделительных элементов.
Формула изобретения Устройство для управления ленточным конвейером, содержащее регулируемый привод, блок управления приводом конвейера и блок регулирования натяжения, отл.ичающее с я тем, что, с целью повышения точности, оно снабжено блоком аналиOза продольных колебаний ленточного полотна в процессе работы, вход которого подключен к выходу блока регулирования натяжения, а выход блока анализа продольных колебаний подключен к входу блока управления приво5дом конвейера.
источники информации, принятые во внимание при экспертизе
1.Евневич Л.В. Транспортные машины и комплексы М., Недра,1975.
0
2.Авторское свидетельство СССР № 394271, кл. В 65 G 15/28, 1970 (прототип).
л
..
KOHfedcfo

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления ленточным конвейером | 1988 |
|
SU1666413A1 |
| СПОСОБ И СИСТЕМА АВТОМАТИЗИРОВАННОГО ОПРЕДЕЛЕНИЯ ВОЗНИКНОВЕНИЯ АНОМАЛЬНОГО ИСТОЧНИКА СОСРЕДОТОЧЕННОГО СОПРОТИВЛЕНИЯ ДВИЖЕНИЮ КОНВЕЙЕРНОЙ ЛЕНТЫ ПО НАТЯЖЕНИЮ | 2024 |
|
RU2840303C1 |
| Ленточный конвейер | 1979 |
|
SU806556A1 |
| Способ управления ленточным конвейером | 1984 |
|
SU1154173A1 |
| СПОСОБ И СИСТЕМА АВТОМАТИЗИРОВАННОГО ОПРЕДЕЛЕНИЯ ВОЗНИКНОВЕНИЯ АНОМАЛЬНОГО ИСТОЧНИКА СОСРЕДОТОЧЕННОГО СОПРОТИВЛЕНИЯ ДВИЖЕНИЮ КОНВЕЙЕРНОЙ ЛЕНТЫ ПО СМЕЩЕНИЮ | 2024 |
|
RU2834646C1 |
| РУДОСЕПАРАЦИОННЫЙ МОДУЛЬ | 2010 |
|
RU2422210C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ СКОРОСТИ ЛЕНТЫ КОНВЕЙЕРА | 2015 |
|
RU2600404C1 |
| Способ автоматического управления загрузкой конвейера | 1986 |
|
SU1433883A1 |
| Ленточный конвейер | 1989 |
|
SU1699872A1 |
| Крутонаклонный ленточный конвейер | 1986 |
|
SU1738726A1 |
funrcoffa/iMe зогрулгемгюга frffftfeoepo
aoflojr/feto rmffSeiffflo
0vi.Z
