Изобретение, относится к подаче р|адиодетштайJ в частности к устройствам для групповой загрузки плоских: деталей преимущественно в виде флан- ца с буртиком.
Цель изобретения - повышение производительности в работе за счет повышения степени заполнения трафарета деталям11.
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - вид А на-фиг. 1; на фиг. 3 - узел I на фиг.. 2|.на фиг. 4 - сечение Б-Б на фиг. 3. .
Устройство содержит установленный на основании 1 с возможностью качания вокруг оси 2, параллельной плоскости основания, бункер 3 с трафаретом 4, установленным на дне бункера. Трафарет 4 вьтолнен с.гнездами. 5 для размещения деталей, каждое из выполнено с заходными фасками 6. Бункер 3 выполнен с.полостями 7 для деталей, которые разделены вертикаль- ными перегородками 8. Бункер 3 соединен . с виброприводом для обеспечения возвратно вращательных.его колебаний выполненным в виде центробежного вибратора 9, Бункер 3 установлен на цилиндрических стержнях 10, закрепленных на основании (платформе) 11, с возможностью колебаний вокруг оси, перпендикулярной оси 2 его качания. Платформа 11 соединена с приводом 12 качания.
Устройство предназначено для загрузки плоских деталей преимущественно в виде фланца 13 с буртиком 14.
Устройство работает следуницим об
разом.
Детали 13 засыпают в бункер 3, после чего включают привод 12 качания бункера и центробежный вибратор 9. За счет качания бункера вокруг оси 2 детали перемещаются по поверхности трафарета 4 и западают в гнезда 5 для размещения деталей, при этом буртик 14 деталей.располагается в углублении заходных фасок 6. Правильно ориентированные детали, расположенные буртиком 14 вверх, удерживаются в гнездах 5, а противоположно ориентированные детали за счет колебаний бункера, воз- б ждаемых центробежным вибратором 9, обкатываясь по поверхностям заходных фасок 6j удаляются из гнезд 5 трафарета. За счет кача5шя бункера на поверхность трафарета 4 вновь поступают детали из полостей 7. После заполнения трафарета деталями процесс загрузки заканчивается.
Формула изобрете н и я Устройство для групповой загрузки плоских деталей преимущественно в виде фланцев с буртиком, содержащее установлегпльй на основании с возможностью качания вокруг оси, параллель- ,ной плоскости основания, соединенный с виброприводом бункер с трафаретом, 3 котором выполнены гнезда для раз- мещания деталей, отличающее- с я тем, что, с целью повышения, производительности за счет повышения степени заполнения трафарета, вибро- гфивод бункера вьшолнен в виде привода возвратно-вращательных колебаний, бункер установлен с возможностью колебаний вокруг оси, перпендикулярной оси его качания, а гнезда, трафарета выполнены с заходными фасками.
Bu8l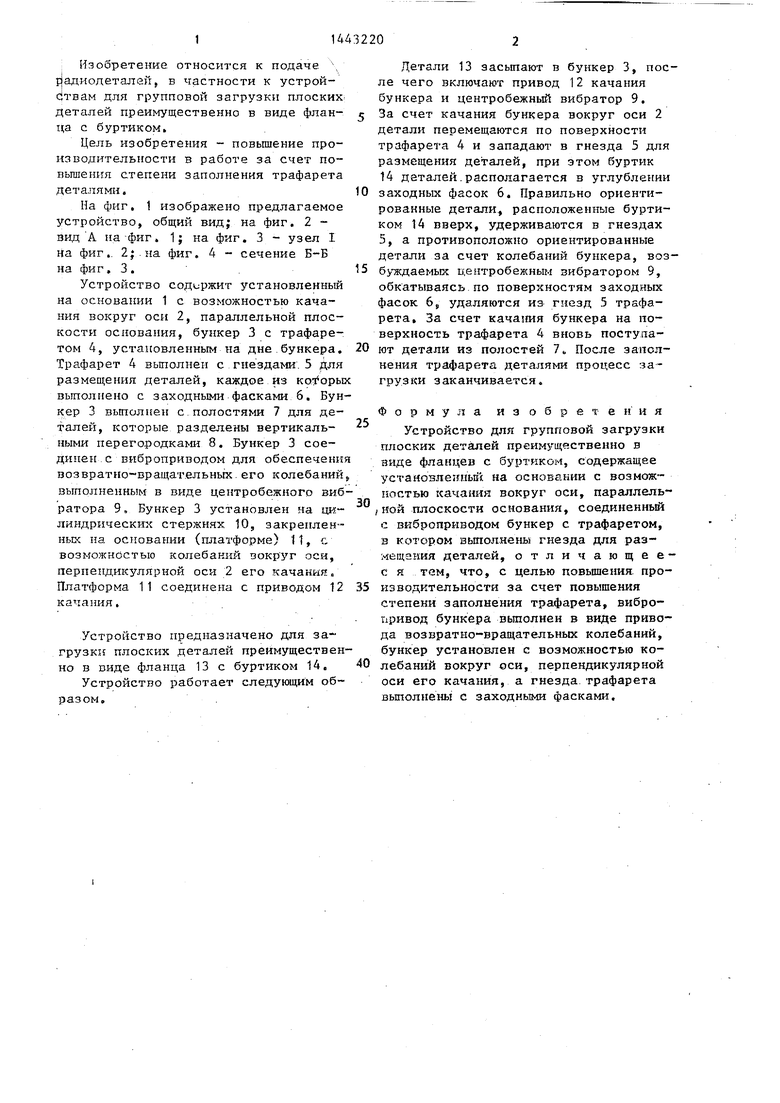
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для загрузки деталей,преимущественно в виде стержней,в кассеты | 1983 |
|
SU1162001A1 |
| Устройство групповой загрузки плоских деталей в гнезде трафарета или кассет | 1973 |
|
SU521621A1 |
| Устройство для групповой загрузки плоских деталей | 1977 |
|
SU675486A1 |
| Устройство для групповой загрузки деталей в кассеты | 1983 |
|
SU1152053A1 |
| Устройство для загрузки стержневых деталей в кассеты | 1974 |
|
SU559302A1 |
| Устройство для групповой загрузки плоских деталей | 1990 |
|
SU1780133A1 |
| Устройство для групповой сборки деталей | 1983 |
|
SU1190428A1 |
| Устройство для загрузки в кассеты стержневых выводов | 1976 |
|
SU572863A2 |
| Устройство группового ориентирования деталей | 1977 |
|
SU765907A1 |
| Устройство для ориентации цилиндрических деталей | 1984 |
|
SU1259525A1 |
Изобретение относится к устройствам для групповой загрузки плоских деталей преимущественно в виде фланцев с буртиком, может быть использовано в оборудовании для изготовления полупроводниковых приборов. Цель изобретения - повьшение производиМ УЗ 4-Г-4 тельности. Для этого детали, помещенные в соединяемый с виброприводом 9 бункер 3, установленный с возможностью качания вокруг оси 2, параллельной плоскости основания 1, удерживаются в ориентированном положении в гнездах для размещения деталей трафарета при небольших углах наклона бункера. Это повышает степень заполнения гнезд трафарета деталями за. счет выполнения вибропривода 9 бункера 3 в виде привода возвратно- вращательных перемещений, установки бункера с возможностью колебаний вокруг оси, перпендикулярной его оси качения, и выполнения трафарета с заходными фасками. 4 ил. р (Л 42 00 ьэ ts О
9 иг. г
-8 В
9и,г.д
