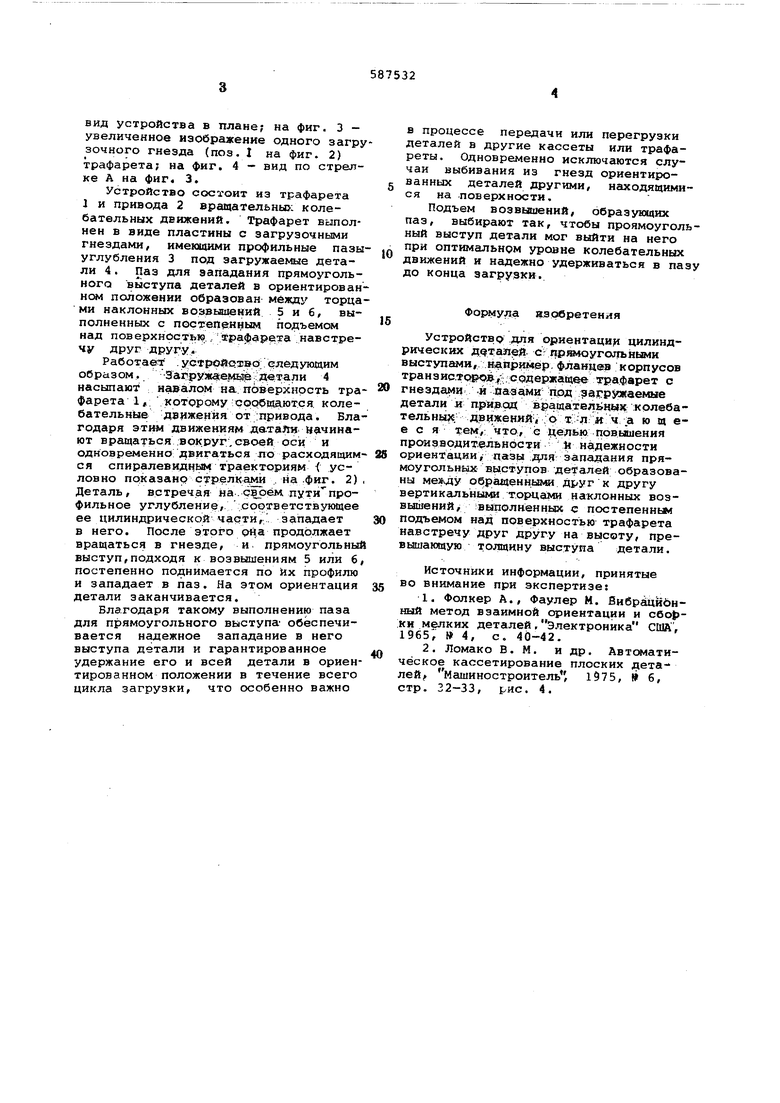
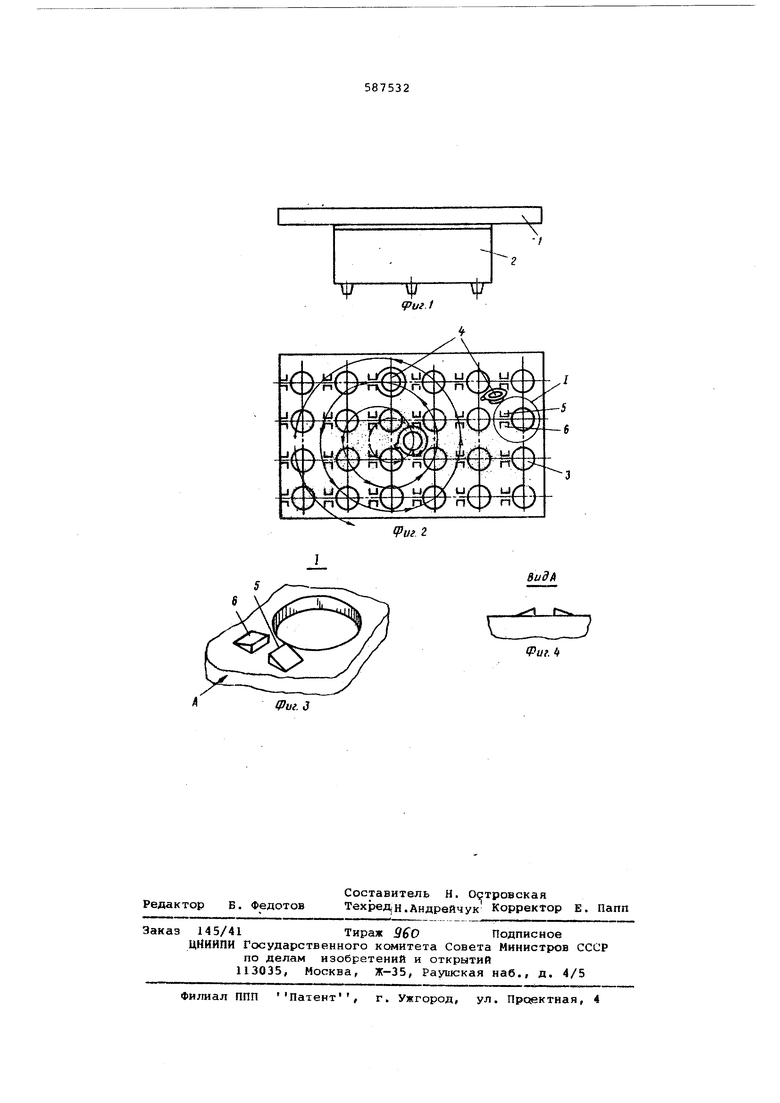
вид устройства в плаке; на фиг. 3 увеличенное изображение одного загрузочного гнезда (поз. 1 на фиг. 2) трафарета; на фиг. 4 - вид по стрелке А на фиг. 3.
Устройство состоит из трафарета 1 и привода 2 вращательных колебательных движений. Трафарет выполнен в виде пластины с загрузочными гнездами, имеквдими профильные пазыуглубления 3 под загружаемые детали 4. Паз для эападания прямоугольного выступа деталей в ориентированнсял положении образован мбжду торцами наклонных возвьшений 5 и 6, выполненных с постепенным подъемом над поверхностью., ipa apeia .навстречу друг другу.
Работает . устррййтвог; сзледуквдим образом. Загружасем ф;: детали 4 насыпают на. пбверхнрсть трафарета 1,; которому :сообвцаются. колебательные движения от :привода. Благодаря этим движениям датэЛи начинают вращаться вок.РУг, своей оси и одновременно двигаться ло расходящимся спиралевиднвн траекториям условно показано стрелками на фиг. 2), Деталь, встречая на., пути профильное углубление, сзоответствующее ее цилиндрической части,, западает в него. После этого (йа продолжает вращаться в гнезде, и прямоугольный выступ,подходя к возвышениям 5 или 6, постепенно поднимается по их профилю и западает в паз. На этом ориентация детали заканчивается.
Благодаря такому выполнению паза для прямоугольного выступа обеспечивается надежное западание в него выступа детали и гарантированное удержание его и всей детали в ориентированном положении в течение всего цикла загрузки, что особенно важно
в процессе передачи или перегрузки деталей в другие кассеты или трафареты. Одновременно исключаются случаи выбивания из гнезд ориентированных деталей другими, находящимися на поверхности.
Подъем возвшоений, образующих паз, выбирают так, чтобы проямоугольный выступ детали мог выйти на него при оптимальном уровне колебательных движений и надежно удерживаться в пазу до конца загрузки.
Формула азс ретания
Устройство для ориентации цилиндрических с- прдаюугольньвли выступами, например.фланцев корпусов транзис.,;. содержащее трафарет с гнездами .и .йазами под загружаемые детёши и прир-оя вра1яател1 нух колебательных. д.вижений-| о и ч а ю щ ее с я что, с Целью, пов ьаиения производительности и надежности ориентации ,na3fcj западания прямоугольных выступов деталей образованы между обращенньает друг к другу вертикальными торцами наклонных возвышений, выполненных с постепеннь1М подъемом над поверхностью трафарета навстречу друг другу на высоту, превышающую толщину выступа детали.
Источники информации, принятые во внимание при экспертизе;
1.Фолкер А., Фаулер М. Вибрйцйбнный метод взаимной ориентации и сбор;ки мелких деталей , Электроника США , 1965; 4, с. 40-42.
2.Ломако В. М. и др. Автоматическое кассетирование плоских дета- лей Машиностроитель , 1975, № 6, стр. 32-33, рис. 4.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ориентации цилиндрических деталей | 1984 |
|
SU1259525A1 |
| Устройство для групповой загрузки деталей в кассеты | 1983 |
|
SU1152053A1 |
| Устройство для загрузки стержневых деталей в кассеты | 1974 |
|
SU559302A1 |
| Устройство для групповой загрузки деталей с фланцем | 1977 |
|
SU646387A1 |
| Устройство для групповой загрузки плоских деталей | 1977 |
|
SU675486A1 |
| Устройство для загрузки деталей,преимущественно в виде стержней,в кассеты | 1983 |
|
SU1162001A1 |
| Устройство группового ориентирования деталей | 1977 |
|
SU765907A1 |
| Бункерное загрузочное устройство для цилиндрических заготовок с конической формой одной из концевых частей | 2019 |
|
RU2720017C1 |
| Способ групповой загрузки мелких деталей | 1984 |
|
SU1228325A1 |
| Устройство для групповой загрузки стержневых деталей | 1977 |
|
SU669429A1 |
Фш.з
ВидА
г
:j
:
(Put.it
