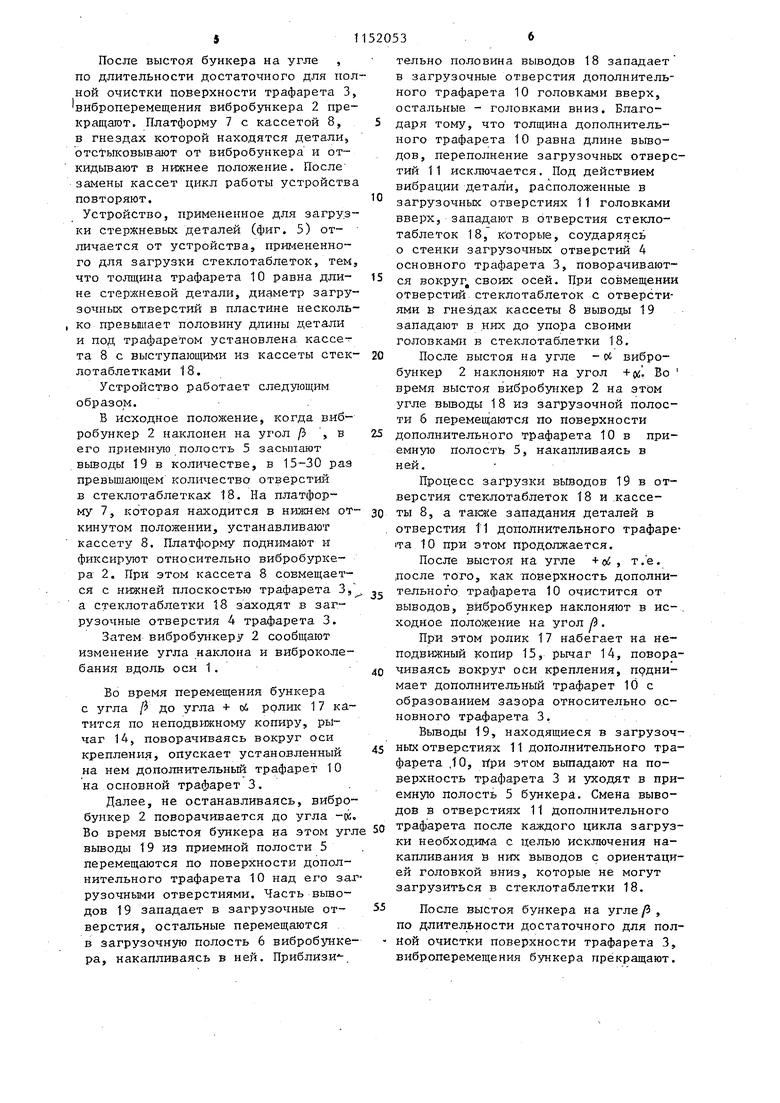
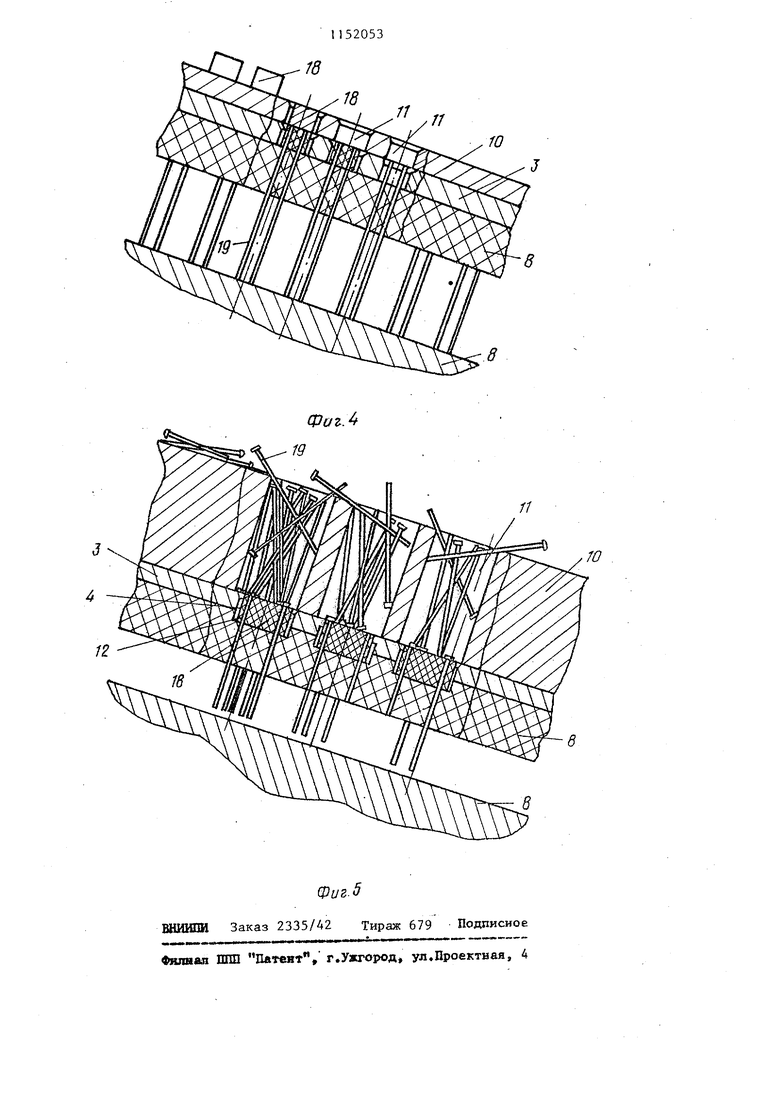
Изобретение относится к области производства электронных приборов и может быть использовано, например для групповой загрузки стеклотаблеток металлостеклянных корпусов полу проводниковых приборов в кассету на установленные в ней вьюоды, а также в приборостроительной и машиностроительной отраслях, Известно устройство для загрузки деталей в кассеты, содержащее основание с виброприводом, на котором размещены кассета и бункер с трафаретом, выполненньм в виде пластины с отверстиями для деталей и размещенным в донной части бункера, при этом бункер установлен на основании над кассетой шарнирно J1 . Недостатками устройства являются низкая производительность, так как в нем не обеспечивается равномерное распределение деталей по поверхности трафарета и необходимы большие затраты времени для загрузки большинства гнезд кассеты и невысокая надежность в работе при выполнении групповой сборки деталей в кассетах так как в этом случае кассета для деталей размещается на основании подвижно, и возможно заклинивание деталей между кассетой и трафаретом FIaибoлee близким по технической сущности к изобретению является уст ройство для загрузки деталей в кассеты, содержащее качающийся вибробункер с трафаретом, выполненным в виде пластины с отверстиями для деталей и размещенным в донной части вибробункера Zj . Недостаток устройства при выполнении групповой загрузки деталей в процессе групповой сборки - низкая производительность в работе вследст вие недостаточного заполнения гнезд кассеты по причине интенсивной вибр ции и большого зазора между деталям и стоками загрузочных отверстий тра фарета, при которых наиболее эффективно осуществляется автопоиск, необходимый для сопряжения загружаемы деталей с деталями, предварительно размещенными в кассетах, из-за чего наблюдается выпадание деталей из от верстий трафарета при наклоне вибро бункера. Цель изобретения - повьшение про изводительности в работе. Цель достигается тем, что устройство для групповой загрузки деталей в кассеты, содержащее качающийся вибробункер с основным трафаретом, выполненным в виде пластины с отверстиями для деталей и размещенным в донной части вибробункера, снабжено дополнительным трафаретом, установленным в вибробункере над основным трафаретом с возможностью возвратновращательного перемещения. . При этом устройство снабженонеподвижным копиром и рьиагом, шарнирно закрепленным на вибробункере с возможностью взаимодействия с неподвижным копиром и дополнительньй трафарет закреплен на рычаге, На фиг. 1 показано устройство в исходном положении, общий вид; на фиг. 2 - устройство в положении загрузки на фиг. 3 - вибробункер, продольньй разрез, на фиг. 4 - трафареты в положении загрузки стеклотаблёток; на фиг. 5 - то же, при загрузке выводов. Устройство для загрузки деталей в кассеты содержит качающийся вокруг оси 1 вибробункер 2, в донной части которого размещен основной трафарет 3, выполненный в виде пластины с отверстиями 4 для деталей, с противоположных сторон от трафарета 3 вибробункер выполнен с приемной 5 и загрузочной 6 полостями для деталей. Под вибробункером 2 установлена откидьшающаяся платформа 7, предназначенная для размещения под трафаретом 3 кассеты 8. Вибробункер 2 уравновешен относительно оси 1 противовесом 9. В вибробзшкере над основным трафаретом 3 с возможностью возвратновращательного перемещения установлен дополнительный трафарет 10, в котором также выполнены отверстия 11 для деталей, при этом отверстия 11 дополнительного трафарета 10 расположены соосно отверстиям 4 основного трафарета 3 и гнездам t2 кассеты 8.Устройство также содержит неподвижный копир 13, предназначенный для перемещения дополнительного трафарета 10 относительно основного трафарета 3. . Дополнительньй трафарет 10 закреплен на рычаге 14,, шарнирно закрепленном на вибробункере 2. Рычаг 14 установлен с возможностью взаимодействия с неподвижным копиром 13. Дополнительный трафарет 10 закреплен на ры3чаге 14 при помощи цилиндрическ1гх стоек 15, стороны дополнительного трафарета 10 параллельны оси 1 кача ния вибробункера 2 и выполнены с заходными наклонными поверхностями 16 для обеспечения плавного захо да деталей 7 на дополнительный трафарет 10. На рычаге 14 закреплен ролик 17, посредством которого рычаг 14 взаимодействует с неподвижны копиром 13. . Устройство обеспечивает загрузку в кассеты различных деталей, например стеклотаблеток 18,- и надевание их на предварительно размещенные в кассете 8 вьгооды 19 или загрузку выводов 19 и установку их в отверстия стеклотаблеток 18, предваритель но размещенных в кассете 8. При загрузке стеклотаблеток 18 основной 3 и дополнительный 10 трафареты выполняются толщиной, равной толщине стеклотаблеток 18, а при загрузке выводов 19 дополнительный трафарет 10 выполняется толщиной, равной длине выводов 19. Устройство работает следующим образом. В исходном положении, когда вибробункер наклонен на угол , в ег приемную полость 5 засыпают детали стеклотаблетки 18 в количестве, в 10-20 раз превышающей количество загрузочных каналов. На платформу 7 которая находится в нижнем откинутом положении, устанавливают кассеТ 8. Платфорку поднимают и фиксиру ют относительно вибробункера.. При этом кассета совмещается с нижней плоскостью трафарета 3, а концы выВ9ДОВ 19 заходят в загрузочные отве стия 4 трафарета 3. Затем включают вибропривод (не показан) и наклоняют вибробункер. Во время перемещени бункера с угла / до угла + оС ролик 17 катится по упору и неподвижному копиру 13, рычаг 14, поворачиваясь вокруг оси крепления,-опускает установленный на нем дополнитель ный трафарет 10 на оЬновной трафа рет 3. I Далее, не останавливаясь, вибробункер 2 поворачивается до угла -W. Во время ВЫСТО.Я вибробункера 2 на этом угле стеклотаблетки 18 из прие ной полости 5 перемещаются по повер ности дополнительного трафарета 10 над его загрузочными отверстиями. 34 Часть деталей западает в загрузочные отверстия, остальные перемещаются в загрузочную полость 6 вибробункера, накапливаясь в ней. Благодаря тому, что толщина трафаретов 3 и 10 выполнена равной толщине стеклотаблетки 18, а концы вьшодов введены в основной трафарет 3 на величину его толщгшы, запавшие в загрузочные отверстия детали не создают препятствия для прохождения потока деталей по поверхности дополнительного трафарета 10. Попадая в загрузочные отверстия трафаретов 3 и 10, стеклотаблетки 18 опираются на торцы выводов 19. Под действием вибрации стеклотаблетки соударяются о стенки загрузочных отверстий, поворачиваясь при этом вокруг собственных осей. При совмещении их отверстий с выводами 19 стеклотаблетки нанизьгоаются на концы вьшодов 19, опускаясь на поверхность кассеты 8. Восвободившуюся полость загрузочных отверстий пластины западают вторые стеклотаблетки 18. 1 После выстоя на угле - о(. вибробункер 2 наклоняют на угол + . Во время выстоя вибробункера 2 на этом угле детали из загрузочной полости 6. перемещаются по поверхности дополнительного трафарета 10 в приемную полость 5 и накапливаются в ней. Процесс загрузки стеклотаблеток 18 на вьгеоды 19 и западания вторых стеклотаблеток в отверстия трафаретов 3 и 10 при этом продолжается. После выстоя на угле об , т.е. после того, ка поверхность пластины очистится от стеклотаблеток, вибробункер наклоняют в исходное положение на угол р , При этом ролик 17 набегает на неподвижньй копир 13, рычаг 14, поворачиваясь вокруг .оси крепления, поднимает дополнительный трафарет 10 с образованием зазора относительно сновного трафарета 3. Вторые стеклотаблетки 18, находившиеся в отверстиях дополнительного трафарета 10, при этом выпадают на поверхность основного трафарета 3 и уходят в приемную полость 5 вибробункера. С целью предотвращения выбивания деталей из OTBepcTHii 4 трафарета 3 в момент подъема с него дополнительного трафарета 10 снижают уровень вибрации вибробункера. После выстоя бункера на угле , по длительности достаточного для по ной очистки поверхности трафарета 3 виброперемещения вибробункера 2 пре кращают. Платформу 7 с кассетой 8, в гнездах которой находятся детали, отстыковывают от вибробункера и откидывают в нижнее положение. После замены кассет цикл работы устройств повторяют. Устройство, примененное для загруз ки стержневых деталей (фиг, 5) отличается от устройства, примененного для загрузки стеклотаблеток, тем что толщина трафарета 10 равна длине стержневой детали, загру зочных отверстий в пластине несколь ко превышает половину длины детали и под трафаретом установлена кассета 8 с выступающими из кассеты стек лотаблетками 18. Устройство работает следующим образом. В исходное положение, когда виб- робункер 2 наклонен на угол , в его приемную полость 5 засыпают выводы 19 в количестве, в 15-30 раз превьш ающем количество отверстий в стеклотаблеткаХ 18. На платформу 7, которая находится в низшем от кинутом положении, устанавливают кассету 8. Платформу поднимают и фиксируют относительно вибробуркера 2, При этом кассета 8 совмещается с нижней плоскостью трафарета 3, а стеклотаблетки 18 заходят в загрузочные отверстия 4 трафарета 3. Затем вибробункеру 2 сообщают изменение угла наклона и виброколебання вдоль оси 1. Во время перемещения бункера с угла / до угла + oi ролик 17 катится по неподвижному копиру, рычаг 14, поворачиваясь вокруг оси крепления, опускает установленный на нем дополнительный трафарет 10 на основной трафарет 3. . Далее, не останавливаясь, вибро бункер 2 поворачивается до угла -к Во время выстоя бункера на этом уг выводы 19 из приемной полости 5 перемещаются по поверхности дополнительного трафарета 10 над его за рузочными отверстиями. Часть выводов 19 западает в загрузочные отверстия, остальные перемещаются в загрузочную полость 6 вибробунке ра, накапливаясь в ней. Приблизи -. тельно половина выводов 18 западает в загрузочные отверстия дополнительного трафарета 10 головками вверх, остальные - головками вниз. Благодаря тому, что толщина дополнительного трафарета 10 равна длине выводов, переполнение загрузочных отверстий 11 исключается. Под действием вибрации детали, расположенные в загрузочных отверстиях 11 головками вверх, западают в отверстия стеклотаблеток 18, которые, соударяясь о стенки загрузочных отверстий 4 основного трафарета 3, поворачиваются вокруг, своих осей. При совмещении отверстий стеклотаблеток с отверстиями в гнездах кассеты 8 выводы 19 западают в них до упора своими головками в стеклотаблетки 18. После выстоя на угле - с вибробункер 2 наклоняют на угол . Во время выстоя вибробункер 2 на зтом угле вьшоды 18 из загрузочной полости б перемещаются по поверхности дополнительного трафарета 10 в приемную полость 5, накапливаясь в ней. Процесс загрузки выводов 19 в отверстия стеклотаблеток 18 и кассеты 8, а также западания деталей в отверстия 11 дополнительного трафаре1та 10 при этом продолжается. После выстоя на угле +о5 , т.е. после того, как поверхность дополнительного трафарета 10 очистится от выводов, ьйбробункер наклоняют в ис-, ходное положение на угол /Э. При этом ролик 17 набегает на неподвижный копир 15, рычаг 14, поворачиваясь вокруг оси крепления, поднимает дополнительный трафарет 10 с образованием зазора относительно основного трафарета 3. Выводы 19, находящиеся в загрузочных отверстиях 11 дополнительного трафарета ,10, йри этом выпадают на поверхность трафарета 3 и уходят в приемную полость 5 бункера. Смена выводов в отверстиях 11 дополнительного трафарета после каждого цикла загрузки необходима с целью исключения накапливания в них выводов с ориентацией головкой вниз, которые не могут загрузиться в стеклотаблетки 18. После выстоя бункера на угле/ , по длительности достаточного для полной очистки поверхности трафарета 3, виброперемещения бункера прекращают. Платформу 7 с кассетой 8, в гнездах которой находятся загруженные детали, отстыковывают от вибробункера и откидывают в нижнее положение. После замены кассет цикл работы уст- 5 ройства повторяют. Использование изобретения позволяет повысить производительность устройства для загрузки в работе за О Фи счет повышения вероятности заполнения гнезд кассеты загружаемыми деталями, путем исключения выпадания из гнезд кассеты и отверстий трафаретов при наклоне вибробункера и, обеспечения более надежного сопряжения загружаемых деталей с деталями, предварительно размещенными в гнездах кассеты, при групповой сборке узлов электронных приборов. J tS/ -5 .Ч
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для групповой загрузки плоских деталей | 1977 |
|
SU675486A1 |
| Устройство для групповой сборки деталей преимущественно в виде стержня с фланцем с деталями в виде диска с отверстиями | 1983 |
|
SU1233309A1 |
| Устройство для ориентации цилиндрических деталей | 1984 |
|
SU1259525A1 |
| Устройство для групповой сборки деталей | 1983 |
|
SU1190428A1 |
| Устройство для загрузки деталей,преимущественно в виде стержней,в кассеты | 1983 |
|
SU1162001A1 |
| Устройство групповой загрузки плоских деталей в гнезде трафарета или кассет | 1973 |
|
SU521621A1 |
| Устройство для загрузки стержневых деталей в кассеты | 1974 |
|
SU559302A1 |
| Устройство группового ориентирования деталей | 1977 |
|
SU765907A1 |
| Устройство для групповой загрузки плоских деталей | 1990 |
|
SU1780133A1 |
| Устройство для загрузки в кассеты выводов в виде стержней | 1972 |
|
SU444277A1 |
1. УСТРОЙСТВО ДЛЯ ГРУППОВОЙ ЗАГРУЗКИ ДЕТАЖЙ Б КАССЕТЫ, содержащее качающийся вибробуикер с основным трафаретом, выполненным в виде пластины с отверстиями для деталей и размещенным в донной части вибробункера, отличающееся тем, что, с целью повьппения производительности, .оно снабжено дополнительным трафаретом, .установленным в вибробункеренад основным трафаретом с возможностью возвратно-вращательного перемещения, 2, Устройство по п, 1, о т л и-чающееся тем, что оно снабжено неподвижным копиром и рычагом, шарнирно закрепленным на вибробзгнкере с возможностью взаимодействия с неподвижным копиром, при этом дополнительньй трафарет закреплен на рычаге.
| t | |||
| Патент ША № 3417856, кл | |||
| Пылеочистительное устройство к трепальным машинам | 1923 |
|
SU196A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
