Уже известно применение прибора для испытания сверлением твердости металла, выполненного в виде сверлильного станка с постоянной силой давления на сверло. Настоящее изобретение совершенствует указанные приборы те.м, что шпиндель станка соединен с ограничителем его абсолютного числа оборотов, с целью производства испытаний путем определения твердое гк металла по величине диаметра лунки засверления после совершения сверлом определенного числа оборотов. Ограничитель этот выполнен в виде кулачка, связанного с приводом станка и приподнимающего рычагом шпиндель станка после каждого своего обо.рота.
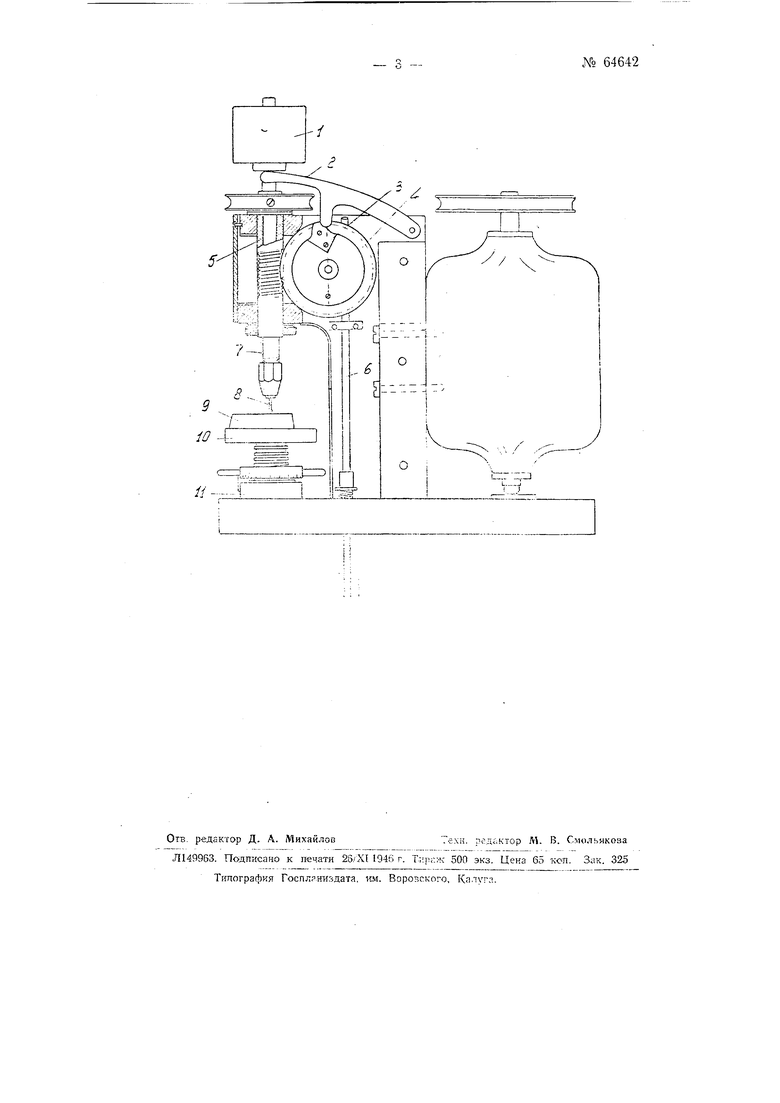
На чертеже представлен предлагаемый прибор для испытания твердости металла сверлением.
Вращение шпинделю 7 со сверлом 8 передается непосредственчо or двигателя, смонгированного на общей станине.
Ведущая трубка 5 шпинделя соединена с ломопхью червячной передачи 4 с кулачком 3, действующим на рычаг 2, периодическилоднимаюпдий нагруженный грузом / шпиндель 7.
Шпиндель 7 может выключиться в нерабочее положение с помощью педальной тяги 6, действующей на рычаг 2.
Подъе.мный стол 10, несуш,ий испытуемый металл 9, может устанавливаться на любую высоту с помощью маховичка. Высота подъема стола 10 может контролироваться с точностью до 0,1 мм винтовым индикатором //, находящимся под маховиком.
Прибор производит насверливание ряда небольших конических лунок на поверхности испытуемого металла при обеспечении одинаковых условий проведения серий испытаний. Это обеспечение осуществляется практически постоянной скоростью резания при сверлении (около 15 м/мин ), постоянным нажимом на шпиндель 7 станка от груза / и постоянным передаточным числом червячной передачи 4, которое должно быть порядка 100: 1.
Встедствие наличия периодических подъемов шпинделя 7 при работе станка, образец испытуемого металла 9 легко можно передвигать для получения целого ряда лунок сверления, что позволяет произвести оценку обрабатываемости по средним данным, если эта обрабатываемость не вполне однородна в отдельны участках для данного материала.
Установка подъемного стола вместе с образцами должна быть произведена с таким расчетом, чтобы, с одной стороны, палец рь;чага 2 отнюдь не мог садиться гфи работе прибора на цилиндричес; ую часть кулачка, а с другой стороны, чтобы кулачок мог давать шпинделю 7 подъем, достаточный для легкого передвижения образца после каждого цикла иасверливан15к.
Нужная установка прор зводится с отсчетом высоты подъема с помощью винтового индикатора // после приведения образца и соприкосновение со сверло.м. При этом палец рычага 2 не должен лежать на выступе кулачка, чго контролируется положением стрелки, насаженной с внешней стороны корпуса станка на вал кулачка.
В качестве образца лшгут быть использованы незначительные по весу (до 1 г) образцы металл; ороизвольной формы. Нормальное испы1ание прок.ьоду/гся с ьасвсрл;вание.ч 3-5 лунок, причем применяемый груз не должен вызв;;;. образование лунок на образцах с погружением сверла ниже ег., конической части. Тогда, ояредс.;;,ние глубины погру;Еени -; сзор.;--или замер объема сми аеысг; стружки легко заменить про тоннем под мерительной кроскопом) Диаметра лункк.
В то время как диаметр лунки говорит о степени легкости обработки в части усилий резания и ожидаемой стойкости инструмента, расс.:отрение конической поверхност: лунки и очертани границ поверхности сверления с плоскостью образца дает представление о достил имой чистоте при обработке данного металла резанием к склонности к получению на опрабатывае.мых изделиях заусенцев ири фигурной обточке и фре:;(-ровк р.
П р е д мет изобретения
;. Прибор для испытания твер,|,ости металла сверление.1 при определенных давлениях на сверло и его скорости вращения, выполнек.чьи в зидс сверлильного станка, о ; л н чающийся тем, что, г .ьк) производства испытаг-ия ограниченным определенным количеством оборотов сверла и определения т,ч1пд;)сти металла по величине дн;:ыетра лунки засвсрлов::и, шнийдель станка соединен; с ограничителем его вращения лля совершения ог-ределенного количрствй оборотов.
2. Форма зыполнения прибора ло п. 1, о т л и ч а и щ а яс i тем, что ограничитель Bpauietin;; шпиндел;1 выполнен в внде кулачка , BviSaHHoro с приЕодом стаика к |;рк:олнимающего рычагом 2 шпиндель станка после каждого своега :бопо1;;.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многошпиндельный станок | 1981 |
|
SU1000169A1 |
| Сверлильный станок | 1989 |
|
SU1764855A1 |
| Станок для сверления четырех отверстий в пуговице | 1960 |
|
SU137321A1 |
| Сверлильный станок | 1980 |
|
SU889294A1 |
| МНОГОШПИНДЕЛЬНЫЙ СВЕРЛИЛЬНЫЙ СТАНОК ДЛЯ ОДНОВРЕМЕННОГО СВЕРЛЕНИЯ ДЫР В СТЕНКАХ СТОЙКИ ПЛУГА | 1926 |
|
SU6358A1 |
| УСТРОЙСТВО ДЛЯ ИСПЫТАНИЯ СВЕРЛИЛЬНЫХ СТАНКОВ | 1937 |
|
SU53801A1 |
| Чугун | 1984 |
|
SU1294862A1 |
| Верстачный сверлильный станок | 1922 |
|
SU6282A1 |
| Устройство для сверления глубоких отверстий | 1982 |
|
SU1093425A1 |
| Устройство для обработки отверстий | 1980 |
|
SU876326A1 |