а одном из концов рычага, взаимодействующего другим концом с кулачком, установлеы Один из упоров и ловители, а на одном з концов другого двуплечего рычага, свяанного с электромагнитным приводом, усановлен другой упор.
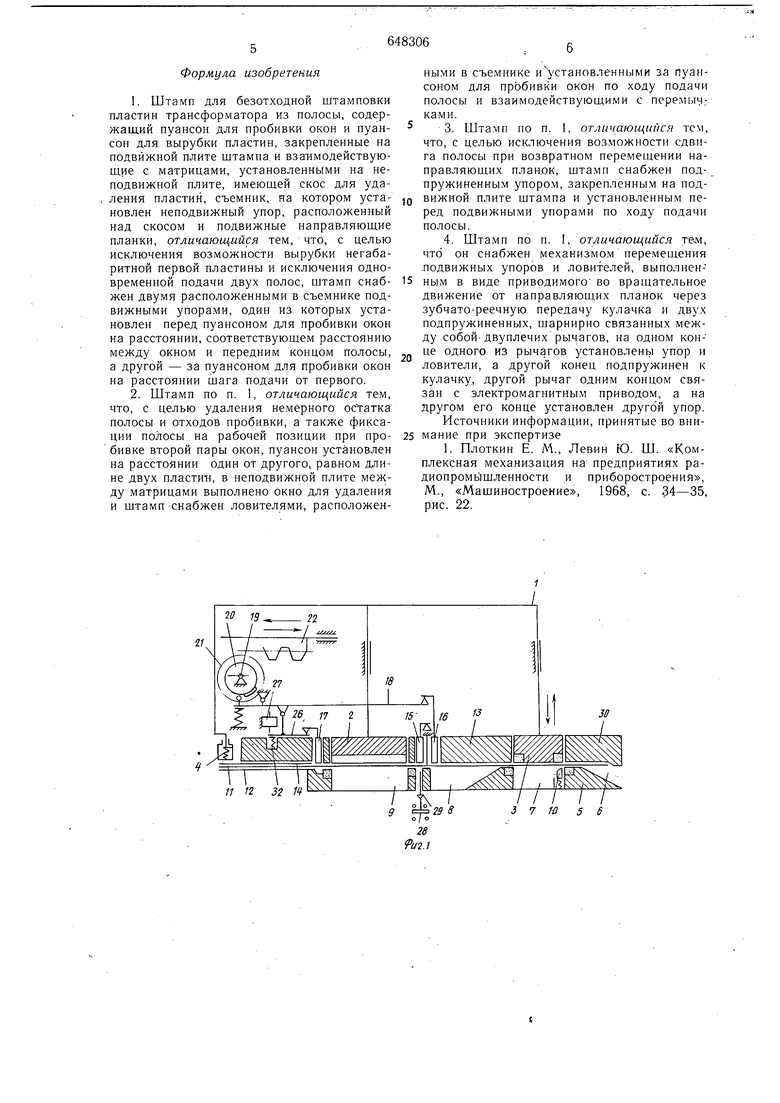
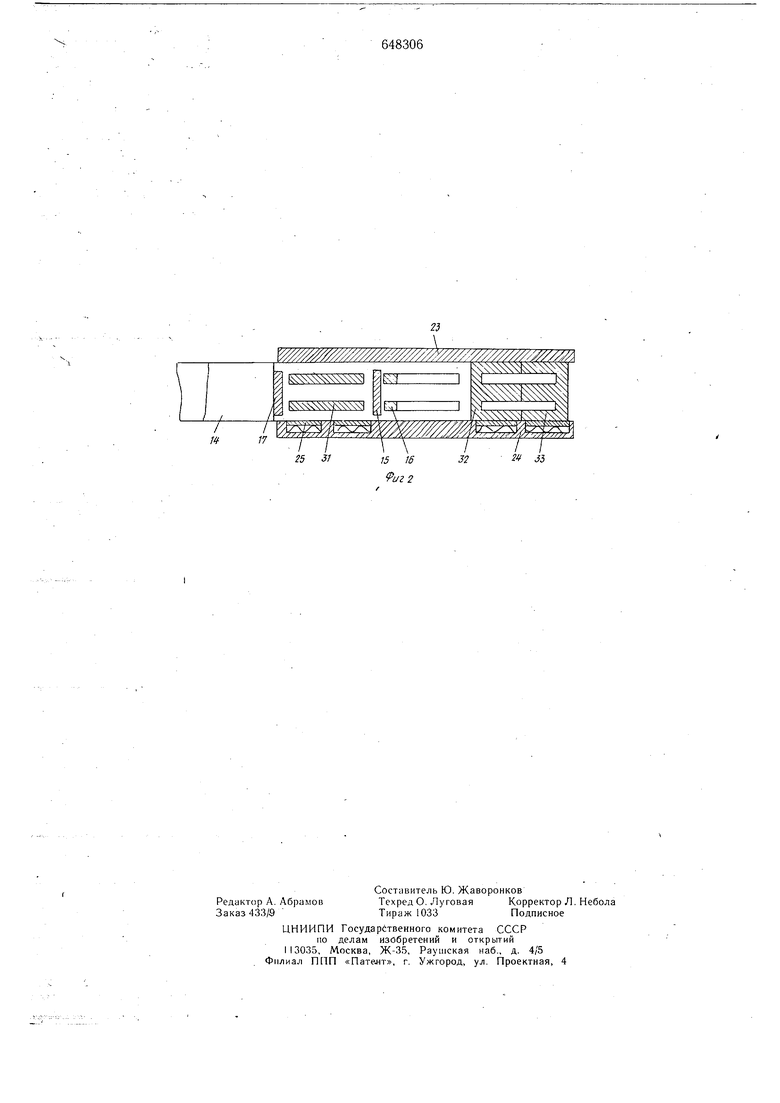
Сущность изобретения поясняется чертеом, где на фиг. 1 изображена общая схеа штампа-автомата; на фиг. 2 - схема ырубки трансформаторных пластин из поосы.
Штамп-автрмат содержит подвижную плиу 1, на которой закреплены пуансон 2 для вырубки перемычек, пуансон 3 для вырубки пластин, подпружиненный, прижим 4. На неподвижной плите закреплена матрица 5, в которой выполнены окна 7. 8, 9 и скос 6 для удаления пластин.
В матрице 5 закреплен подпружиненный упор 10, служащий для облегчения удаления пластин.
В щель 11, образованную лотком 12, закрепленного на матрице 5 и съемником 13, подается полоса 14.
В съемнике 13 установлены подвижный упор 15, фиксирующий полосу относительно пуансона 3, ловители 16 и подвижный упор 17. Подвижный упор 15 и ловители 16 закреплены на рычаге 18, который приводится в движение установленным на валу 19 кулачком 20. Кулачок 20 приводится в движение через шестерню 21 и зубчатую рейку 22 от направляющих планок 23 и 24.
Планки 23 и 24 перемещаются в пазах съемника 13. В одной из планок установлены подпружиненные вставки 25.
Подвижный упор 17 закреплен на рычаге 26, связанным с рычагами 18.
Рычаг 26 снабжен пружиной, прижимающей упор 17 к зеркалу матрицы. Подъем упора 17 осуществляется электромагнитом 27, связанным с микропереключателем 28, контакт которого замыкается штоком 29.
На съемнике 13 закреплен неподвижный упор 30. Пуансон 2, вырубающий перемычки 31 и пуансон 3 для вырубки пластин 32 и 33 установлены один от другого на расстоянии, равном длине двух пластин.
Штамп-автомат работает следующим образом.
Полоса 14 подается в щель между съемником 13 и лотком 12, захватывается на-правляющими планками 23 и 24 и подается да соприкосновения ее передней крышки с упором 15....
Если.же при захвате полось 14 направляющими планками 23 и 24 ее передняя кромка находится на расстоянии более 20 мм от подвижного упора 17, то полоса задерживается подвижным упором и не подается в рабочую зону штампа.
После подачи полосы 14 до упора 15, при рабочем ходе пресса вырубаются две перемычки 33, которые удаляются через
окно 9. Одновременно направляющие план,ки 23 и 24 возвращаются в исходное положение. Полоса 14 удерживается от перемещения пуансоном 2.
При возвратном ходе пресса, когда пуансоны 2 и 3 находятся под зеркалом матрицы на расстоянии 3-II мм, происходит рабочее Перемещение направляющих планок 23 и 24, которые п.еремещают пол.осу 14 до
входа ловителей 16 в пробитые отверстия,а упор 15 скользит по полосе 14.
При следующем рабочем ходе пресса вырубаются следующие две перемычки 33, а направляющие планки 23 и 24 возвращаются в исходное положение. Полоса 14 удерживается ОТ перемещения пуансоном 2.
При возвратном ходе пресса происходит рабочее перемещение направляющих планок 23 и 24.
При этом зубчатые рейки 22 под действи- ;
ем направляющих планок 23 и 24 перемещаются и через кулачок 20.приводят в движение рычаг 18. Ловители 16 выходят из пробитых окон. Полоса 14 подается до соприкосновения ее передней кромки до непЪдвижного упора 30.
Затем осуществляется рабочий од прес- са, при котором осуществляется вырубка перемычек и вырубка пластин. Одна вырубленная п.ластина удаляется через окно 7, а другая пластина удаляется по скосу 6 матрицы 5.При прохождении -конца щтампуемой по-; лосы под упором 15, он опускается и нажимает на неподвижный упор 30, который замыKaef ко.нтакты микропереключателя 28, подающего сигнал в электромагнит 27, якорь, которого прижимает конец рычага 26 к пластине 32.
При движении рычага 18 вверх перемещается и рычаг 26, конец которого поднимает подвижный упор 17 над зеркалом матрицы 5, давая возможность следующую полосу 14 подать в рабочую зону штампа. Электромагнит остается включенным в течение 5-6 рабочих ходов пресса, -после чего отключается через реле времени.
Если полосы перед подвижным упором 17 нет, то электромагнит включается вновь. При отключенном положении электромагнита 27, конец рычага 26 постоянно прижат пластиQ ной 32 к съемнику 13, а упор 17
скользит по штампуемой полосе и препятствует попаданию в рабочую зону штампа второй полосы. При возвратном перемещении направляющих планок 23 и 24, полоса удерживается от перемещения подпружинен5 ным прижимом 4.,
При штамповке конца полосы, если остаток будет меньше длины пластины, он удаляется через окно 8.
Формула изобретения
1.Штамп для безотходной штамповки пластин трансформатора из полосы, содержащий пуансон для пробивки окон и пуансон для вырубки пластин, закрепленные на подвижной плите штампа, и взаимодействующие с матрицами, установленными на неподвижной плите, имеющей скос для удаления пластин, съемник, на котором установлен неподвижный упор, расположенный над скосом и подвижные направляющие планки, отличающийся тем, что, с целью исключения возможности вырубки негабаритной первой пластины и исключения одновременной подачи двух полос, щтамп снабжен двумя расположенными в съемнике подвижными упорами, один из которых установлен перед пуансоном для пробивки окон на расстоянии, соответствующем расстоянию между окном и передним концом полосы, а другой - за пуансоном для пробивки окон на расстоянии шага подачи от первого.
2.Штамп по п. 1, отличающийся тем, что, с целью удаления немерного остатка полосы и отходов пробивки, а также фиксации полосы на рабочей позиции при пробивке второй пары окон, пуансон установлен на расстоянии один от другого, равном длине двух пластии, в неподвижной плите между матрицами выполнено окно для удаления и штамп снабжен ловителями, расположенными в съемнике иЧстановленными за пуан соном для пробивки окон по ходу подачи полосы и взаимодействующими с перемычками.
3. Штамп по п. I, отличающийся тем, что, с целью исключения возможности сдвига полосы при возвратном перемещении направляющих планок, штамп снабжен подпружиненным упором, закрепленным на подвижной плите штампа и установленным перед подвижными упорами по ходу подачи полосы.
4. Штамп по п. I, отличающийся те-м, что он снабжен механизмом перемещения .подвижных упоров и ловителей, выполненным в виде приводимого во вращательное движение от направляющих планок через зубчато-реечную передачу кулачка и двух подпружиненных, шарнирно связанных между собой-двуплечих рычагов, на одном конце одного из рычагов установлень упор и ловители, а другой конец подпружинен к кулачку, другой рычаг одним концом связан с электромагнитным приводом, а на другом его конце установлен другой упор. Источники информации, принятые во внимание при экспертизе
1. Плоткин Е. М., Левин Ю. Ш. «Комплексная механизация на предприятиях радиопромь1шленности и приборостроения, М., «Мащиностроение, 1968, с. 34-35, рис. 22.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| Штамп для пробивки или вырубки с устройством для подачи полосового и ленточного материала | 1981 |
|
SU967616A1 |
| Способ последовательной штамповки | 1990 |
|
SU1801678A1 |
| Штамп для вырубки деталей из поло-СОВОгО МАТЕРиАлА | 1979 |
|
SU829263A1 |
| ВЫРУБНОЙ ШТАМП | 1972 |
|
SU332894A1 |
| Штамп для получения из ленты пластин | 1968 |
|
SU468675A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ НАСАДОЧНЫХ ЭЛЕМЕНТОВ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1995 |
|
RU2085320C1 |
| Штамп для обработки листового материала | 1974 |
|
SU540692A1 |
| Устройство для штамповки деталей из листового материала В.И.Васильева | 1989 |
|
SU1660805A1 |
| Штамп последовательного действия | 1990 |
|
SU1808444A1 |
13
17 2
S1
