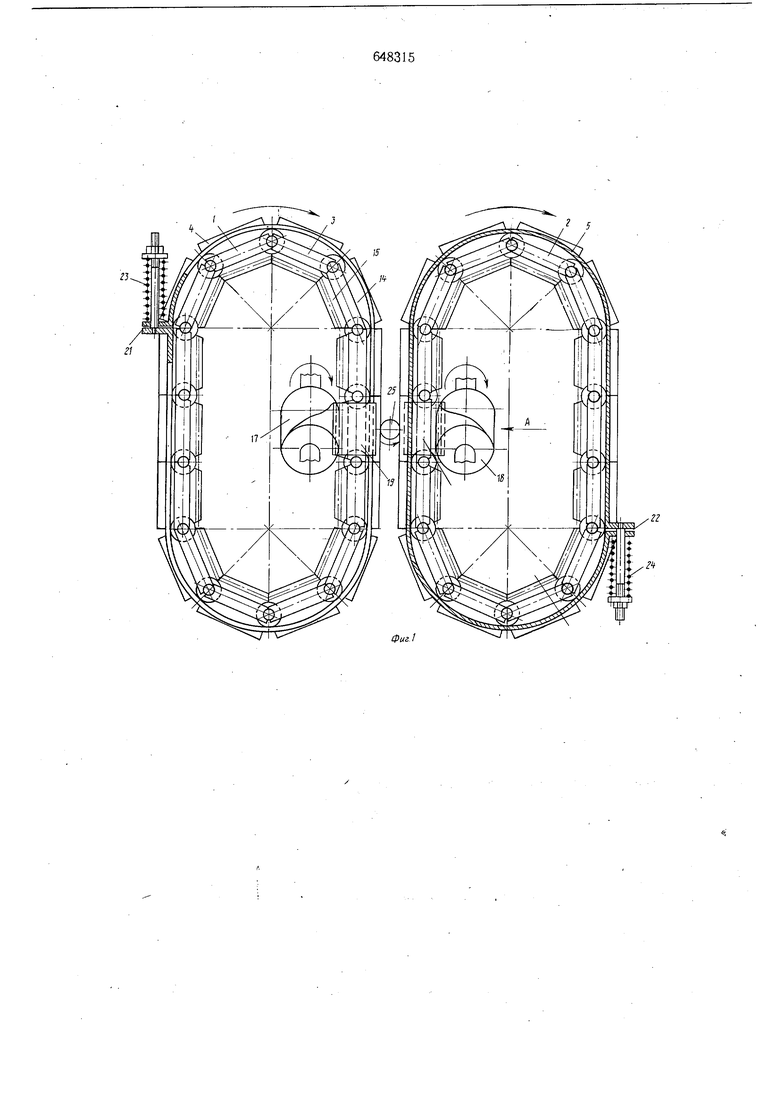
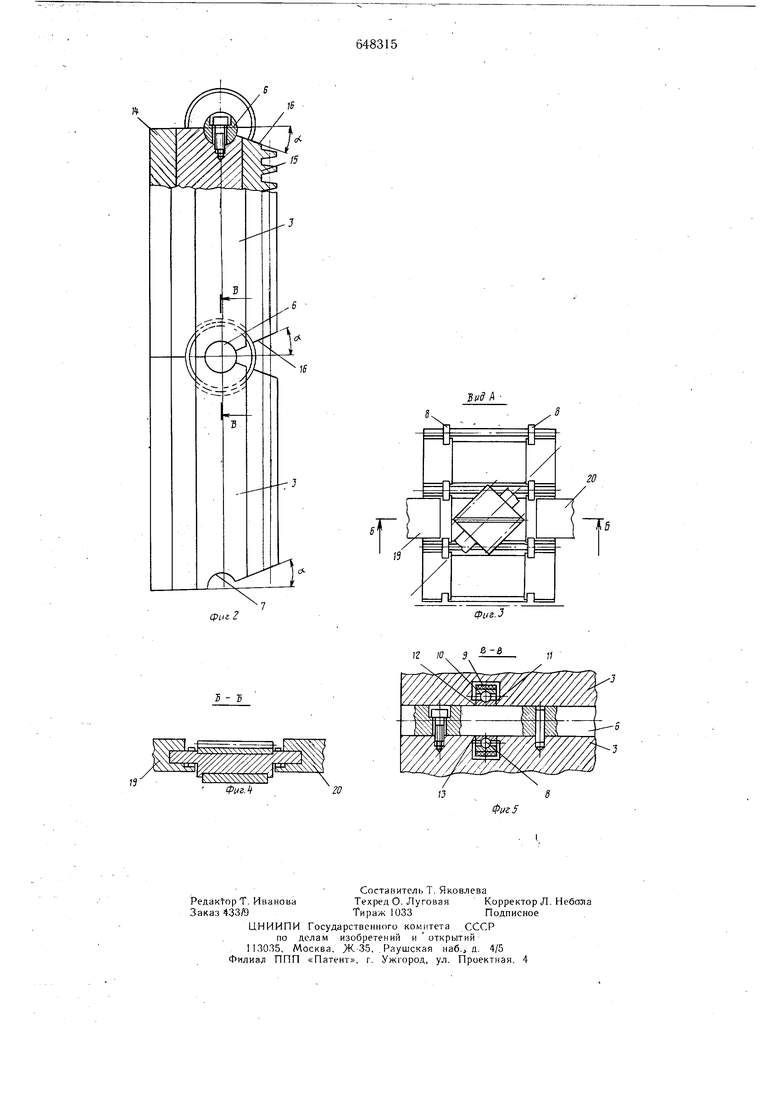
каждую наружную обойму 10 подшипника 8. Внутренняя обойма 11 подшипника .8 входит без зазора в проточки 12 и 13 двух сопряженных блоков 3 и тем самым не дает возможности блокам смещаться относительно друг друга вдоль оси. Наружная обойма 10 с роликом 9 свободно вращается благодаря расширению проточек 12 и 13 и блоков 3 в. месте расположения обоймы 10. Благодаря этрму блоки 3 на роликах 9 могут перекатываться внутри замкнутых контуров 4 и 5. На блоках 3 жестко закреплены составные части 14 клинового инструмента и прямозубых реек 15. Со стороны реек концы блоков имеют срезы 16, направленные от оси шарнира под некоторым углом а, позволяющим необходимый взаимнь1Й поворот блоков вокруг осей 6 на криволинейных участках замкнутых контуров 4 и 5. Составные Части 15 реек находятся в зацеплении с приводными шестернями 17 и 18. Шестерни 17 и 18, расположенные в зоне обработки, имеют косые зубья для обеспечения большего перекрытия в зоне зацепления и, тем самы.м, для обеспечения нераскрытия стыка между блоками. Там же (в зоне обработки) установлены прямолинейные направляющие 19 и 20, фиксирующие положение блоков с инструментом в зоне обработки и воспринимающие возникающие при этом усилия. Благодаря тому, что шестерни 17 и 18 имеют косые зубья, а составляющие части 15 зубчатых реек прямые, шестерни располагаются под углом к блокам. Одна шестерня, например шестерня 17, имеет правое направление зубьев, а другая, например шеетерня 18 левое. Это позволяет направить оси шестерен в одну сторону и сделать зону обработки доступной для обслуживания. Для обеспечения беззазорного транспортирования блоков внутри овальных контуров станины последние имеют поперечные .разрезы 21 и 22, стягиваемые при помощи пружин 23 и 24, что обеспечивает регулирование усилия поджатия блоков друг к дру--гу при прокатке заготовки 25. Стан работает следующим образом. В рабочую зону подается заготовка 25. Приводные косозубые шестерни 17 и 18 вращаются с одинаковой скоростью в одном направлении и перемещают блоки 3 внутри контуров 4 и 5. Заготовка 25 захватывается составными частями 14 клиньев и прокатывается ими. Усилия, возникающие при прокатке, воспринимаются прямолинейными направляющими 19 и 20, находящимися в зоне прокатки. Так как каждый последующий блок толкает предыдущий, а также благодаря тому, что косозубая шестерня перекрывает большую зону, в зоне прокатки происхбдит «запирание зубьями шестерни стыка двух сопряженных блоков, и зазор между составными частями клиньев отсутствует. После того, как все блоки пройдут через зону обработки, прокатка закончится, и обработанная заготовка 25 удаляется из рабочей зоны. Если клинья расположить под углом к направлению движ,ения, то возможна прокатка от прутковой заготовки. Предлагаемый стан по сравнению с прототипом имеет более высокую производительность. Кроме того, в нем уменьшена возможность брака при прокатке, благодаря отсутствию смещения блоков инструментодержателя относительно друг друга вдоль оси соединительных шарниров, что обеспечивает точное вхождение блоков с инструментом в направляющие станины без ударов и заклинивания. формула изобретения 1. Стан для поперечно-клиновой прокатки изделий плоскими клиньями, содержащий станину с направляющими, два инструментодержателя, выполненных в виде призматических блоков, контактирующих между собой торцами, механизм для перемещения блоков в направляющих станины, выполненный в виде зубчатых реек, закрепленных на нерабочей поверхности каждого блока, и приводных шестерен, связанных зацеплением с рейками, отличающийся тем, что, с повышения производительности и надежности, стан снабжен механизмом для взаимной относительной фиксации блоков, выполненным в виде пальцев, каждый из которых закреплен на одном из торцов соответствующего блока, и смонтированных на пальцах радиальных подшипников, причем на торцах блоков выполнены глухие пазы под подшипники, направляющие выполнены замкнутыми, состоящими из прямолинейных и, сопряженных с ними криволинейных участков, блоки установлены внутри направляющих, а приводные шестерни выполнены косозубыми. 2. Стан по п. I, отличающийся тем, что направляющие выполнены регулируемыми по длине прямолинейных участков. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство № 416140, кл. В 21 Н 1/18, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан поперечно-клиновой прокатки | 1978 |
|
SU759187A1 |
| Стан для поперечной прокатки изделий плоскими клиньями | 1977 |
|
SU660760A1 |
| Стан для поперечной прокатки изделий | 1975 |
|
SU573240A1 |
| Предварительно напряженная прокатная клеть | 1987 |
|
SU1440570A1 |
| РАБОЧАЯ КЛЕТЬ ДВУХНИТОЧНОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1992 |
|
RU2094140C1 |
| Стан для накатки зубчатых колес | 1989 |
|
SU1613232A1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ. | 2013 |
|
RU2532214C1 |
| Устройство для поперечно-клиновойпРОКАТКи | 1979 |
|
SU806215A1 |
| Устройство для обработки несимметричных профилей | 1978 |
|
SU770631A1 |
Ъид t
фиг 2
5-5
Фиг. if20
20
cptta.J
fi-e
г да, 5
