1
Изобретение относится к обработке металлов давлением и может быть использовано при производстве изделий типа ступенчатых валов.
Известен стан для поперечной прокатки изделий плоскими клиньями, содержащий установленные в параллельных направляющих станины два инструментодержателя, выполненных в виде отдельных блоков, приводы их перемещения, накопители блоков и механизмы для передачи блоков из накопителей в зону обработки и из зоны обработки в накопители.
Недостаток известного стана заключается в ограниченных технологических возможностях стана, т. к. количество блоков каждой рабочей ветви стана, а также их длина должны быть строго определенными, что не позволяет обрабатывать значительную номенклатуру деталей. Применение эллиптических звездочек, соединенных между собой бесконечной цепью, приводит к низкой надежности работы стана ввиду растяжения цепи в процессе ее длительной эксплуатации, что не позволяет гарантировать попадание фиксаторов в глухие отверстия блоков и уверенный захват и перемещение блоков.
Целью настоящего изобретения является повышение надежности стана и расщирение его технологических возможностей за счет изменения количества блоков и их длины, в зависимости от профиля детали.
В предлагаемом стане указанная цель достигнута за счет того, что каждый механизм для передачи блоков выполнен, в виде двух соосно установленных дисков, обращенных один к другому своими рабочими поверхностями, привода вращения дисков вокруг оси и механизмов захвата блоков, смонтированных на рабочих поверхностях дисков, причем ось дисков параллельна направляющим станинам.
Каждый механизм захвата блоков выполнен в виде силового цилиндра со штоком, ось которого параллельна оси дисков, и магнитной площадки, закрепленной на щтоке силового цилиндра.
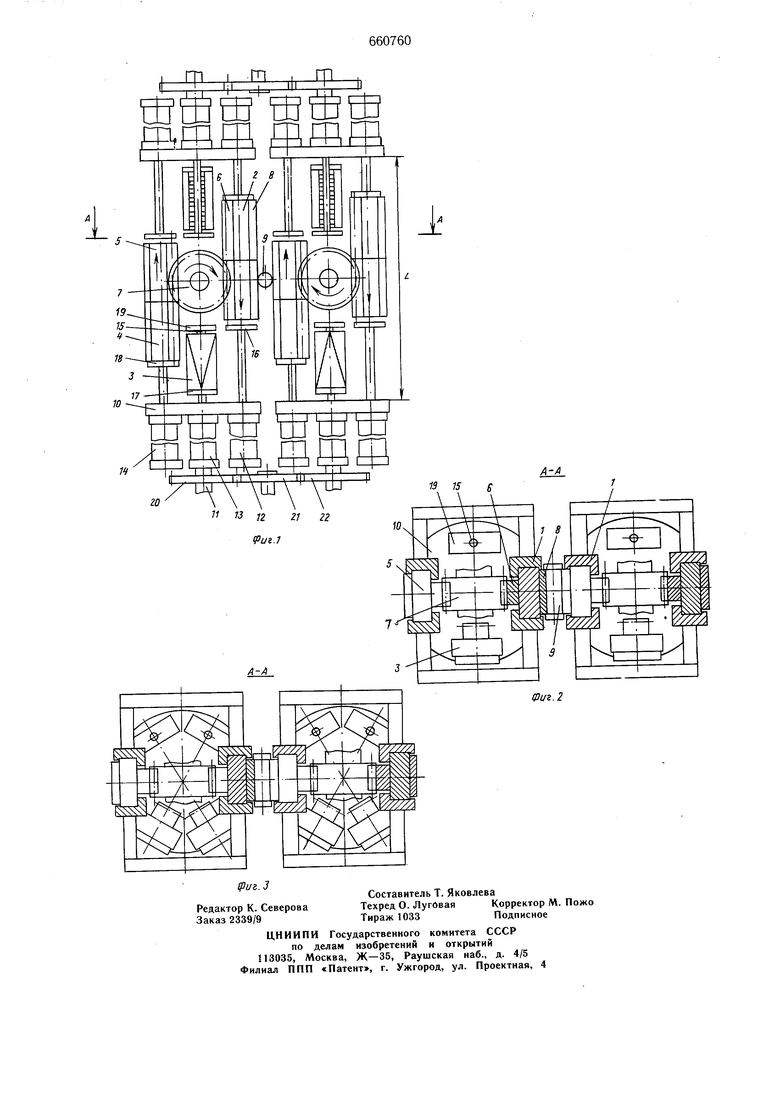
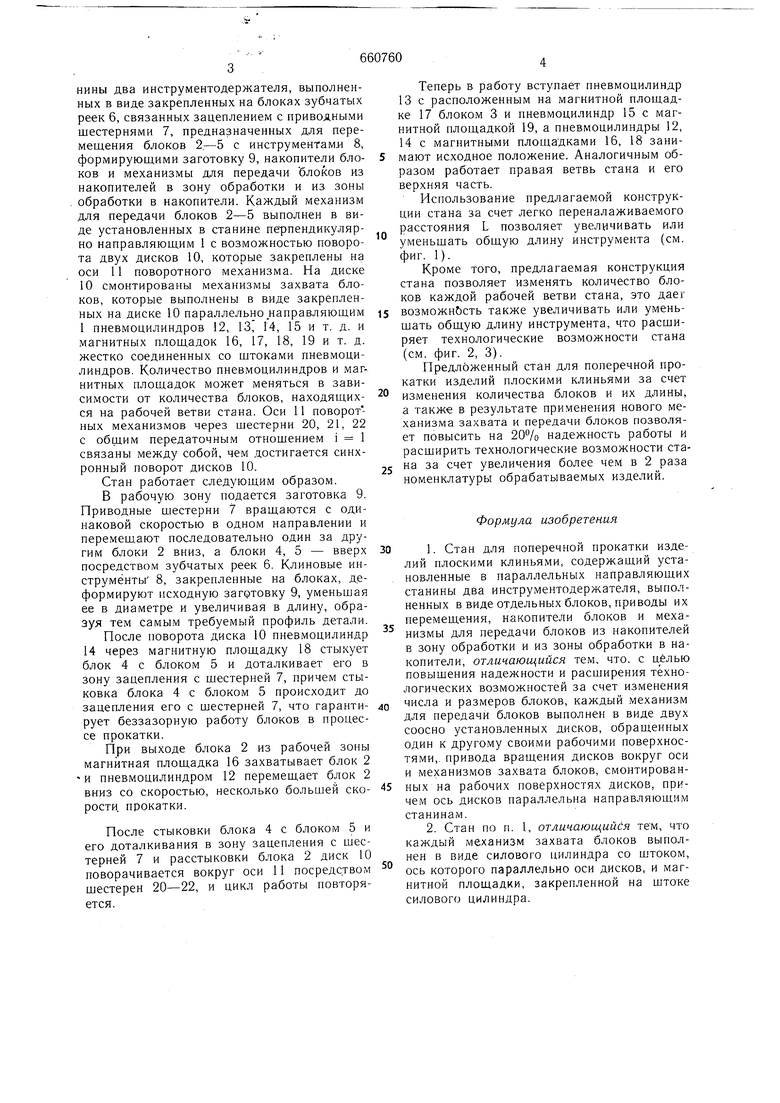
На фиг. 1 показано предлагаемое устройство, вид спереди; на фиг. 2 - то же, сечение А-А на фиг. 1 (первый вариант исполнения); на фиг. 3 - то же (второй вариант исполнения).
Предлагаемый стан содержит установленные в параллельных направляющих 1 стаНИНЫ два инструментодержателя, выполненных в виде закренленных на блоках зубчатых реек 6, связанных зацеплением с приводными шестернями 7, предназначенных для перемещения блоков 2.-5 с инструментами 8, формирующими заготовку 9, накопители блоков и механизмы для передачи блоков из накопителей в зону обработки и из зоны обработки в накопители. Каждый механизм для передачи блоков 2-5 выполнен в виде установленных в станине перпендикулярно направляющим 1 с возможностью поворота двух дисков 10, которые закреплены на оси 11 поворотного механизма. На диске 10 смонтированы механизмы захвата блоков, которые выполнены в виде закрепленных на диске 10 параллельно .направляющим 1 пневмоцилиндров 12, 13 14, 15 и т. д. и магнитных площадок 16, 17, 18, 19 и т. д. жестко соединенных со щтоками пневмоцилиндров. Количество пневмоцилиндров и магнитных площадок может меняться в зависимости от количества блоков, находящихся на рабочей ветви стана. Оси 11 поворотных механизмов через шестерни 20, 21, 22 с общим передаточным отношением i 1 связаны между собой, чем достигается синхронный поворот дисков 10. Стан работает следующим образом. В рабочую зону подается заготовка 9. Приводные шестерни 7 вращаются с одинаковой скоростью в одном направлении и перемещают последовательно один за другим блоки 2 вниз, а блоки 4, 5 - вверх посредством зубчатых реек 6. Клиновые инструменты 8, закрепленные на блоках, деформируют исходную загфтовку 9, уменьшая ее в диаметре и увеличивая в длину, образуя тем самым требуемый профиль детали. После поворота диска 10 пневмоцилиндр 14 через магнитную площадку 18 стыкует блок 4 с блоком 5 и доталкивает его в зону зацепления с щестерней 7, причем стыковка блока 4 с блоком 5 происходит до зацепления его с шестерней 7, что гарантирует беззазорную работу блоков в процессе прокатки. При выходе блока 2 из рабочей зоны магнитная площадка 16 захватывает блок 2 и пневмоцилиндро.м 12 перемешает блок 2 вниз со скоростью, несколько большей скорости. прокатки. После стыковки блока 4 с блоком 5 и его доталкивания в зону зацепления с шестерней 7 и расстыковки блока 2 диск 10 поворачивается вокруг оси 11 посредством шестерен 20-22, и цикл работы повторяется. Теперь в работу вступает пневмоцилиндр 13с расположенным на магнитной площадке 17 блоком 3 и пневмоцилиндр 15 с магнитной площадкой 19, а пневмоцилиндры 12, 14с магнитными площадками 16, 18 занимают исходное положение. Аналогичным образом работает правая ветвь стана и его верхняя часть. Использование предлагаемой конструкции стана за счет легко переналаживаемого расстояния L позволяет увеличивать или уменьшать общую длину инструмента (см. фиг. 1). Кроме того, предлагаемая конструкция стана позволяет изменять количество блоков каждой рабочей ветви стана, это дает возможность также увеличивать или уменьшать общую длину инструмента, что расширяет технологические возможности стана (см. фиг. 2, 3). Предложенный стан для поперечной прокатки изделий плоскими клиньями за счет изменения количества блоков и их длины, а также в результате применения нового механизма захвата и передачи блоков позволяет повысить на 20% надежность работы и расширить технологические возможности стана за счет увеличения более чем в 2 раза номенклатуры обрабатываемых изделий. Формула изобретения 1. Стан для поперечной прокатки изделий плоскими клиньями, содержащий установленные в параллельных направляющих станины два инструментодержателя, выполненных в виде отдельных блоков, приводы их перемещения, накопители блоков и механизмы для передачи блоков из накопителей в зону обработки и из зоны обработки в накопители, отличающийся тем. что. с целью повышения надежности и расширения технологических возможностей за счет изменения числа и размеров блоков, каждый .механизм для передачи блоков выполнен в виде двух соосно установленных дисков, обращенных один к другому своими рабочими поверхностями,, привода врашения дисков вокруг оси и механизмов захвата блоков, смонтированных на рабочих поверхностях дисков, приче.м ось дисков параллельна направляющим станинам. 2. Стан по п. 1, отличающийся тем, что каждый механизм захвата блоков выполнен в виде силового цилиндра со щтоком, ось которого параллельно оси дисков, и магнитной площадки, закрепленной на штоке силового цилиндра.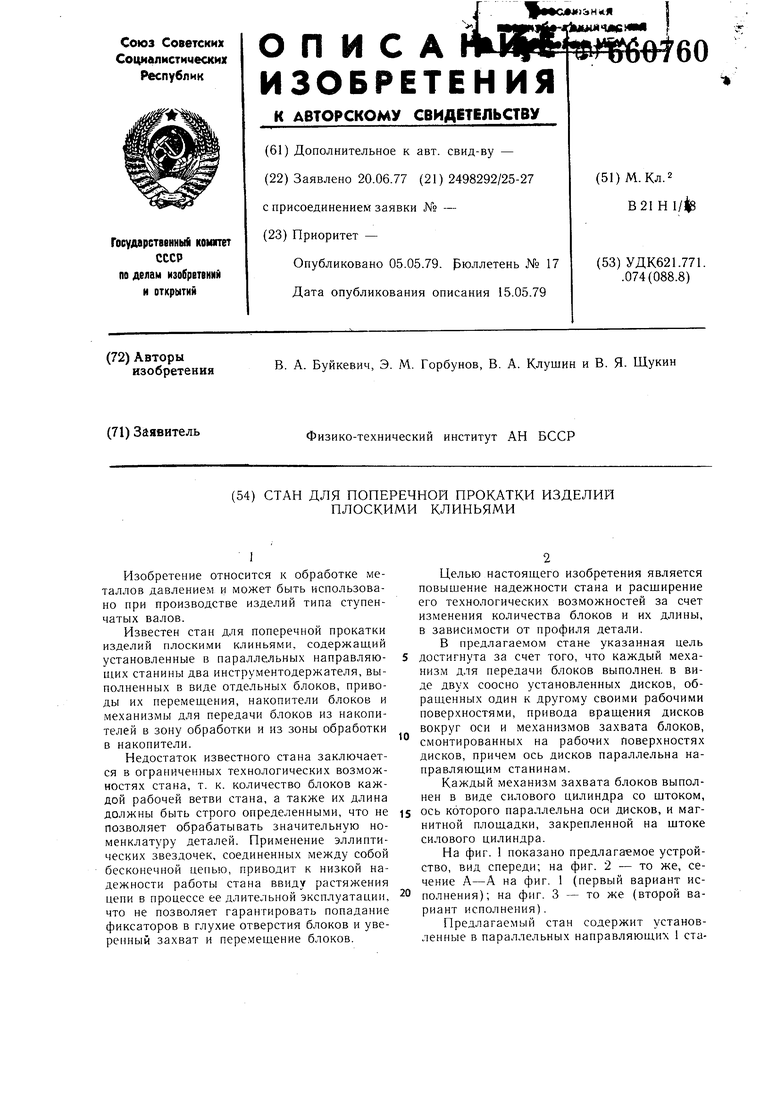
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для поперечной прокатки изделий | 1975 |
|
SU573240A1 |
| Стан поперечно-клиновой прокатки | 1978 |
|
SU759187A1 |
| Стан для поперечно-клиновой прокатки изделий плоскими клиньями | 1975 |
|
SU648315A1 |
| Автоматическая линия для изготовления изделий поперечно-клиновой прокаткой | 1979 |
|
SU1039626A1 |
| Устройство для шаговой подачи обраба-ТыВАЕМОй зАгОТОВКи | 1977 |
|
SU729905A1 |
| Автоматическая линия для многопереходной штамповки | 1987 |
|
SU1565563A1 |
| Устройство для поперечно-клиновой прокатки | 1977 |
|
SU727288A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Устройство для распаковки пачек стержнеобразных предметов | 1981 |
|
SU1043071A1 |
| ВАКУУМНЫЙ СТАН ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1996 |
|
RU2106223C1 |