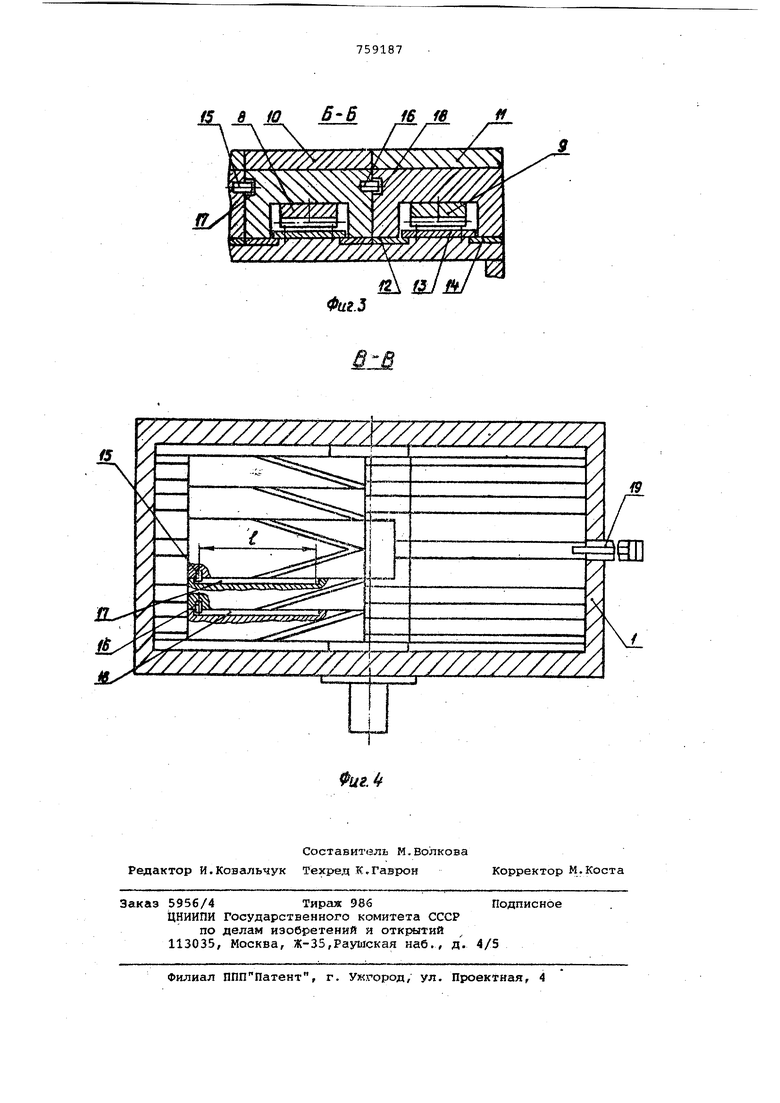
Изобретение относится к обработке металлов давлением, в частности, к поперечной прокатке и может быть использовано при изготовлении изделий типа ступенчатых валов. Известен стан поперечной прокатки плоскими клиновыми инструментами l Стан с плоской конструкцией отличается большими габаритнь1ми размерами Чем больше длина инструмента,тем боль ше размеры стана. Наиболее близким по технической сущности к предлагаемому является ста для поперечно-клиновой прокатки, содержащий установленные в статике с возможностью возвратно-поступатель-но перемещения по направляющим два инструментальных блока ,состоя1г1их из не скольких инструментодержателей с рас положенными на них клиновыми инструментами и привод перемещения инструментальных блоков,выполненный в виде зубчато-реечной передачи/связанной с силовым цилиндром 2 . В известном стане на отдельных бл ках установлены составные части клин вых инструментов. Длина клиновых инструментов зависит от длины прокатыв емого изделия - чем она больше, тем длинее клиновой инструмент при прочи равных условиях (исходный диаметр заготовки, степень обжатия,схема прокатки и т.д.).Чем длиннее клиновой инструмент, тем больше габаритные размеры стана,что является одним из существейных недостатков известных конструкций. Привод перемещения инструментодержателей выполнен в виде приводных шестерен, взаимодействующих с рейками, закрепленньгми на отдельных блЬках. Цель изобретения - упрощение конструкции и уменьшение ее габаритов. Поставленная цель достигается тем, что все инструментодержатели каждого инструментального блока соединены . между собой, причем одна из боковых поверхностей каждого инструментодержателя выполнена с продольньгм пазом, а на обращенной к ней боковой поверхности каждого соседнего инструментодержателя жестко установлен штифт, входящий в паз с возможностью перемещения по последнему. На фиг. 1 показан стан поперечной прокатки изделий плоскими клиновыми инструментами, общий вид , на фиг. 2 разрез А-А на фиг. 1, на фиг 3 - разрез Б-Б на фиг. 1-, на фиг. 4 - разрез В-В на фиг 1. Стак состоит из станины 1, двух пр водных шестерен 2,3, верхних 4,5 и нижних б,7 инструментодержателей. На инструментодержателях закреплены рейк 8,9 и составные части клинового инстр мента 10,11 (фиг.З). Каждый инструмен тодержатель перемещается в станине 1 ро направляющим 12,13. Кинематическа связь между отдельными инструментодер жателями осуществляется благодаря шти тов 15,16, установленных на наружных боковых сторонах блоков, и пазов 17, 18 (фиг. 3,4), выполненных на внутрен них сторонах сопряженных блоков. Возврат инструментодержателей в исходное положение осуществляется пневмоцилиндрами 19,20. Стан работает следующим образом. В рабочую зону подается заготовка 21. Приводные шестерни 2 и 3 вращаются с одинаковой скоробтью в одном направлении и перемещают последовательно инструментодержатели с закрепленными на них клиньями. Первыми в рабочую зону входят инструментодержатели 4,6 с центральными частями клинь ев и деформируют заготовку (рейки этих инструментодержателей находятся в -зацеплении с шестернями).При встреч ном движении инструментодержателей 4,6 штифты 15 (фиг.4) запрессованные в них,перемещаются по пазам 17 соседних с ними инструментодержателей 5,7 и после перемещения на величину вводят их рейки в зацепление с приводными шестернями 2,3. Происходит последующая деформация заготовки клиновыми элементами, расположенными на инструментодержателях 5,7. После окончания процесса деформиро вания заготовки, когда последние инструментодержатели выйдут из зацепления сприводными шестернями, прокатно изделие удаляется из рабочей зоны а все инструментодержатели пневмоцилинд рами 19,20 возвращаются в исходное положение, для чего в приводных шестернях выполнены соответствуклцие вы- борки. Сравнительный расчет расхода инструментальной стали на изготовление оснастки прокатки дет. 8ВА, 200,246, показал, что по известной схеме расход Ст. 3X2384 на один комплект инструмента составляет 253 кг, по предлагаемой 151 кг. Экономия металла на один комплект инструмента - 102 кг или в денежном выражении 112 руб. Стойкость инструмента 150 тыс. деталей. На программу 1,5 мин деталей в год потребуется 10 комплектов инструмента. Эффект по экономии инструментальной стали составит 1120 руб. Формула изобретения 1.Стан поперечно-клиновой прокатки, содержащий установленные в станине с возможностью дозвратно-поступательного перемещения по направляющим два инструментальных блока,состоящих из нескольких инструментодержателей с расположенными на них клиновыми инструментами и привод перемещения инструментальных блоков, выполненный в виде зубчато-реечной передачи, связанный с силовыми цилиндрами, о т л и чающийся тем, что, с целью упрощения конструкции и уменьшения ее габаритов, все инструментодержатели каждого инструментального блока соединены между собой, причем одна из боковых поверхностей каждого инструмен1тодержателя выполнена с продольными базами, а на обращенной к ней боковой поверхности каждого соседнего инструментодержателя жестко установлен штифт, входящий в паз с возможностью перемещения по последнему. 2.Стан по п. 1,отличающий с я тем,что каждая шестерня зубчато-реечной передачи выполнена с секторным пазом по ширине поверхности. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР, W 538792, кл. В 21 Н 1/18, 13.03.75. 2.Авторское свидетельство СССР № 416140, кл. В 21 Н 1/18, 01Д1.71.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для поперечно-клиновой прокатки изделий плоскими клиньями | 1975 |
|
SU648315A1 |
| Стан для поперечной прокатки изделий | 1975 |
|
SU573240A1 |
| Стан для поперечной прокатки изделий плоскими клиньями | 1977 |
|
SU660760A1 |
| Стан для накатки зубчатых колес | 1989 |
|
SU1613232A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2015 |
|
RU2601724C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2012 |
|
RU2488454C1 |
| Стан поперечно-клиновой прокатки | 1976 |
|
SU584949A1 |
| УСТРОЙСТВО ДЛЯ ПОПЕРЕЧНОГО ПЕРЕМЕЩЕНИЯ РЕЕК ЗУБЧАТО-РЕЕЧНОГО ПРИВОДА ВАЛКОВ РАБОЧЕЙ КЛЕТИ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2011 |
|
RU2460597C1 |
| Стан поперечно-клиновой прокатки | 1975 |
|
SU569359A1 |
| Устройство для поперечно-клиновойпРОКАТКи | 1979 |
|
SU806215A1 |

y////////////// ///.
IT Xl cr-«
/у77////7//у///7//////////////у/Л
ui.Z
Фиг.
и
Ш Ш
Ш
