(54) СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ РЕЖИМОМ РАБОТЫ КРИСТАЛЛИЗАТОРА УСТАНОВОК НЕПРЕРЪЮНСЗЙ РАЗЛИВКИ МЕТАЛЛА
Выбранный закон изменения конусности кристаллизатора в зависимости от температуры поверхности слитка на его выхопе принимается в виде: ппя широких граней
и для узких граней
,v
d..-
у уз. Л
J
щ1 сху - утоп конусноЬти кристалгде oi,,,,, d. яизатх ра для широких и узких граней ; соответственно;.
Кщ, у - коэффициенты нропорционапьности широких и узких граней;
. - заданная температура поверхйостй спитка па выходе из кристаллиаатора;
Т текущая температура поч
ш
верхности слитка на выходе из кристаллизатора по широкой и узкой граням. ,
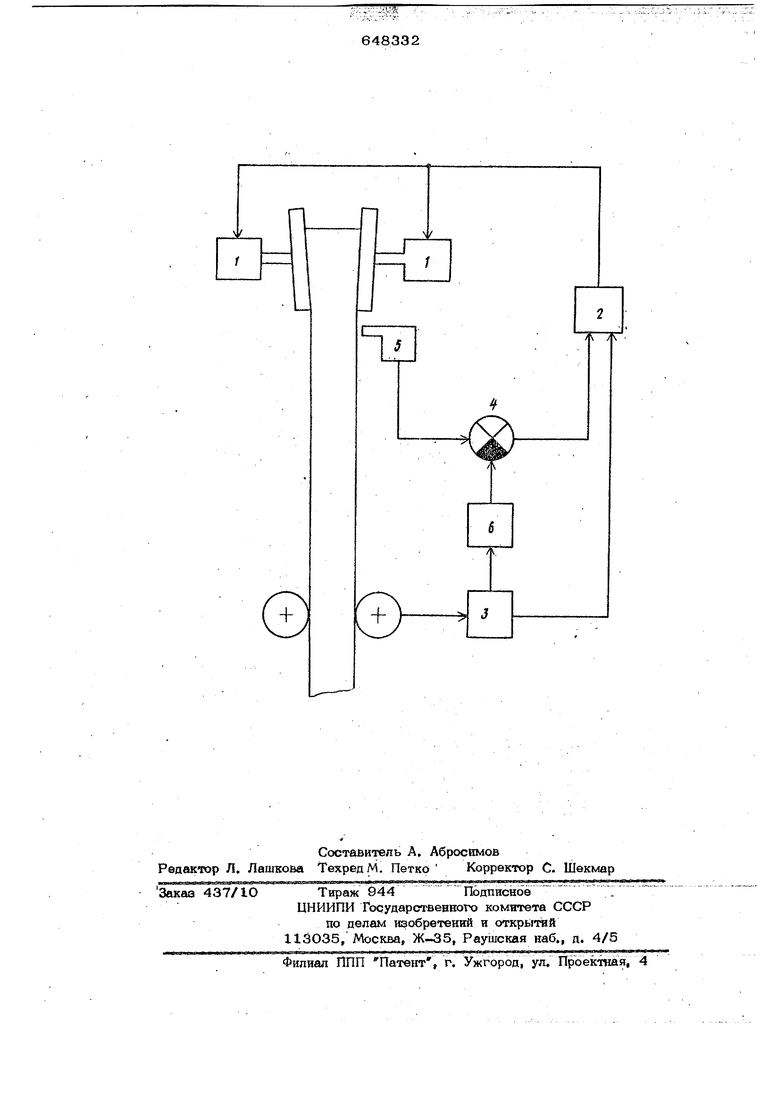
Вариант устройства, реализующего предлагаемый способ, приведен на чертеже..
Устройство расСматр ивается примеййтёпьно к узким граням кристаллиза тира,Применительно к широким граням Ьнй 6овершенно аналогично.
.Устройство имеет сервоприводы 1 для перемещения каждой узкой грани 1фйШайЙ1йёа , на вхбд которых подкл:ючен выход регулятора 2. На вход регулятора 2 пЬйключен вьпсод тахогенератора 3 и через схему 4 сраЙШййя выход оптического пирометра 5, На второй вход схемы сравнения педключен выхЪд задатчика 6 темйёратуры, на вход которого подключен выход тахогенератора 3. . .
Устройство работает следующим образом. При изменении скорости разливки сигнал от тахогенератора 3 прохо дит на регулятор 2, который, воздействуя на сервоприводы 1, устанавливает угол конусности кристаллизатора, соответствующий установившейся скорости разл1гвки. Одновременно на задатчнке б устанавливается новое значение температуры поверхности слитка под кристаллизатором, соответствующее новой скорости разливки. Если температура поверхности спитка под кристаллизатором не соответствует этому вновь установленному заданному значению температуры поверхности, сигнал разбаланса с выхода схемы сравнения 4 проходит на вход регулятора 2 и изменяет конусность кристаллизатора в направлении восстановления заданной температуры поверхности слитка.
ормула изобретения
Способ автоматического управления режимом работы -кристаллизатора установок непрерывной разливки металла, заключающийся в том, что изменяют конусность кристаллизатора в зависимое от скорости разливки и температуры разливаемого металла, о т л и - ;ч а ю щ и и с я тем, что, с целью Повыщения качества слитка, дополнительно измеряют температуру поверхности слитка и при отклонении этой тем йёратуры от Заданного значения, соответствующего установившейся скорости разливки, изменяют конусность кристаллизатора в направлении восстановления заданной температуры поверх;ности слитка на выходе W3 кристаллизатора.
Источники информации, принятые во внимание при экспертизе
1. Акцептованная заявка ФРГ № 2415224, кл. В 22 D 11/16, 1976
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического управления режимом работы кристаллизатора установок непрерывной разливки металла | 1977 |
|
SU774066A1 |
| Способ автоматического регулирования охлаждения слитка на установке непрерывной разливки металла | 1976 |
|
SU593813A1 |
| Устройство автоматического управления машиной непрерывного литья металла | 1980 |
|
SU917899A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1971 |
|
SU307845A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1993 |
|
RU2038903C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПРЯМОУГОЛЬНЫХ СЛИТКОВ | 1995 |
|
RU2090302C1 |
| Способ управления режимом работы кристаллизатора машины непрерывного литья заготовок и устройство для его осуществления | 1987 |
|
SU1532193A1 |
| Способ регулирования охлаждения слитка на установке непрерывной разливки металла | 1975 |
|
SU555981A1 |
| Устройство для регулирования режима охлаждения непрерывнолитого слитка | 1980 |
|
SU933218A1 |
| Способ управления качанием кристаллизатора машины непрерывного литья заготовок | 1982 |
|
SU1097441A1 |
BJiSir---bfc t -: -
