QO sl
4; 4; . 1 Изобретение относится к черной металлургии, а именно к способам управления агрегатами непрерывной разливки металлов, содержащими крийталлизатор, совершающий возвратнопоступательное движение. Известен способ управления качанием кристаллизатора машины непрерывного литья заготовок путем одновременного изменения напряжения на двигателях приводов кристаллизатора и тянущей клети с использованием об щего генератора для их питания l , Благодаря эксцентрику скорость движения кристаллизатора изменяется по синусоидальному закону: на определенном интервале движения вниз кристаллизатор опережает слиток Разность скоростей кристаллизатора и слитка на этом интервале считается опережением кристаллизатора На интервале опережения слиток по вергается сжимающим усилиям, которые упрочняют его оболочку (корку) и за лечивают микротрещины. Оптимальное значение опережения кристаллизатора зависит от ряда технологических факторов: марки стали, сечения слитка,, его скорости, температуры жидкого металла и т.д. Требуемая величина опережения дол жна поддерживаться с высокой точностью. Амплитуда скорости кристалли затора в полупериоды опускания должна на заданную небольшую величину (5-20%) превышать скорость слитка. Известен также способ, в котором при амплитуде колебаний скорости дви жения кристаллизатора 10% изменение интегрального значения опережения, т.е. отклонение в пути на интервале опережения составляет 21%, что недопустимо много и отрицательно сказывается на качестве слитка 2 , Оптимальный закон качания кристал лизатора по известному способу управ ления получить невозможно, так как, во-первых, заданную скорость двигателя кристаллизатора нельзя поддерживать постоянной с требуемой точкостью (меняются момент на валу двигателя, частота его гармонической составляющей, параметры смазки, элек .трические параметры из-за изменения температуры и др.) и, во-вторых, one режение равно разности скоростей кристаллизатора и слитка, а скорость слитка также меняется из-за больших 412 изменений статического момента на валу привода тянущей клети, зависящего от большого числа факторов, колебаний напряжения сети, непостоянства тока возбуждения двигателя и т.д. Наиболее близким по технической сущности к изобретению является способ управления качанием кристаллизатора МНЛЗ, при котором движение кристаллизатора по синусоидальному закону с помощью эксцентрика, приводимого во вращение электроприводомjскорость которого изменяют синхронно со скоростью электорпривода тянущей клети путем подачи на вход системы регулирования скорости двигателя кристаллизатора напряжения тахогенератора электропривода тянущей клети з. Недостатки известного способа заключаются в том, что он не обеспечивает точного поддержания заданного оптимального значения важнейшего технологического параметра - опережения кристаллизатора, в частности его интегрального значения, которое определяет путь кристаллизатора на интервале опережения. Несмотря на то, что в прототипе скорость двигателя каталлизатора поддерживается точнее, чем при питании от общего генератора, как в упомянутом аналоге, однако значения опережения не контролируются и не поддерживаются автоматически. Таким образом, главный недостаток известных способов - косвенное регулирование, т.е. поддержание заданных значений не самого технологического параметра - опережения кристаллизатора, а лишь скорости двигателя кристаллизатора, которая сама по себе не может .однозначно характеризовать величину опережения и, к тому же, не может быть стабилизирована с высокой точностью. Целью изобретения является повышение прочности кристаллизирующейся оболочки слитка. Указанная цель достигается тем, что в способе управления качанием кристаллизатора машины непрерывного литья заготовок, при котором кристаллизатор качают при помощи эксцентрика, приводимого во вращение электроприводом, скорость которого изменяют синхронно со скоростью электропривода тянущей клети, дополнительно измеряют линейную скорость кристалли затора и скорость слитка, определяют их разность на интервале опережения кристаллизатора, определяют амплитудное или интегральное значени разности указанных скоростей, сравни вают амплитудное либо интегральное значение разности скоростей кристаллизатора и слитка с заданным значением и при увеличении этой разности линейную скорость кристаллизатора уменьшают а при уменьшении - увеличивают. На фиг. 1 показана функциональная схема управления качанием кристаллизатора МНЛЗ по способу, на фиг. 2 -г варианты схем измерения скоростей слитка и кристаллизатора для осуществления способа. KpиcтaлJJИзaтop 1 имеет механизм качания .с эксцентриком 2, который приводится двигателем 3 через редуктор 4. С валом эксцентрика 2 связан преобразователь угловой скорости вала в сигнал и J пропорциональньй линейной скорости кристаллизатора. В качестве такого преобразователя может использоваться, например, прибор, содержащий катушку 5, вращающуюся в магнитном поле, создаваемом полюсами с обмот1 ами 6 возбуждения. Концы катушки 5 выведены на контактные кольца. Возможен также вариант со стационарной катушкой и вращающимся, постоянным магнитом. Слиток 7 вытягивается из кристаллизатора 1 валками 8 тянущей клети. Ее привод состоит из двигателя 9, редуктора 10 и шестеренной клети 11. С валками двигателей 3 и 9 связаны тахогенераторы 12 и 13. Двигатели 3 и 9 имеют системы 14 и 15 автомати ческого регулирования и управления с обратными связями по скорости от тахогенераторов 12 и 13. Вьрсод преобразователя и якорь тах генератора 13 связаны со входами эле тронного устройства 16 измерения опе режения кристаллизатора 1. Данное ус ройство содержит измерительную схему 17 с двумя цифровыми каналами, состо щими из последовательно соединенных: а)блока 18 определения амплитудного значения опережения, запоминающего устройства 19 и цифрового табло 20; б)блока 21 определения интеграль него значения опережения, запоминаю414щего устройства Li и цифрового табло 23. Каждое запоминающее устройство 11метет встроенный компаратор и таймер. На входы системы 14 подаются сигналы:а)от ручного задатчика 24 скорости либо тахогенератора 13 привода тянущей клети через переключатель 25; б)от тахогенератора 12; в)от блока 26 измерения отклонения фактического опережения кристаллизатора от оптимального через последовательно соединенные блок 27 коммутации, преобразователь 28 код-аналог, и инерционное звено 29. Управляющий вход коммутационного блока 27 связан с выходом запоминающего устройства 19. На входы блока 26 измерения отклонения подаются сигналы либо от ЭВМ 30, рассчитывающей оптимальное значение опережения на основании информации 31 от ряда технологических датчиков, либо от ручного задатчика 32 опережения через переключатель 33, а также от запоминающих устройств 19 и 22 через переключатель 34. На входы системы 15 привода тянущих валков подается напряжение от задатчика 35 скорости и сигнал обратной связи от тахогенератора 13. Способ управления осуществляется следующим образом. Слиток 7 вытягивается валками 8, вращаемыми приводом со скоростью, которая определяется задатчиком 35 и поддерживается регулятором скорости системы 15. Кристаллизатор совершает возвратно-поступательное движение под действием эксцентрика 2, вращаемого через редуктор 4 двигателем 3. Требуемое соотношение .скоростей двигателей 3 и 9 - грубая настройка закона движения кристаллизатора осуществляется с использованием в качестве задающего сигнала для системы, 14, либо напряжения тахогенератора 13 привода тянущих валков, либо ручного задатчи- ка 24 (в зависимости от положения переключателя 25). Регулятор скорости системы 14 получает сигнал обратной связи от тахогенератора 12. Помимо такой грубой настройки соотношения скоростей кристаллизатора и слитка осуществляется дополнительная коррекция. С этой целью производится измерение амплитудного и интегрального значений опережения кристаллизатора 1 . При вращении эксцентрика 2 на выходе обмотки катушки 5 появляется на пряжение и, пропорциональное произведению угловой скорости вращения катушки 5, которое пропорционально линейной скорости кристаллизатора. В электронном устройстве 16 измерения опережения измерительная схема 17 производит вычитание из напряжения и напряжения тахогенератора 13, пропорционального скорости слитка, Эта разность определяется только на интервале опережения, когда Амплитудное значение этой разности определяет в цифровой форме блок 18 и фиксирует запоминающее устройство 19, операцию интегрирования разности Vj,p - Vfi на интервале опережения и ее преобразование в код производит блок 21.. Интегральное значение опережения кристаллизатора фиксирует запоминающее устройство 22„ Встроенные в запо минающие устройства 19 и 22 компаратор и таймер обеспечивают периодичес кое сравнение входного сигнала со значением, хранящимся в памяти запом нающих устройств и соответствующее обновлению информации о амплитудном и интегральном значениях опережения. Указанные значения выводятся на цифр вые табло 20 и 23 и через переключатель 34 на блок 26 измерения отклонения. В зависимости от технологических требований, а также для исследовательских целей, по выбору (переключатель 34) осуществляется сравнение фактического амплитудного либо интегрального значений опережения криста лизатора с требуемым оптимальным опе режением, определяемым для данной ма ки стали, сечения, температуры, усло ВИЙ,охлаждения, смазки и т.п. информацией 31 о параметрах процесса с по мощью ЭВМ 30 либо по таблицам. В последнем случае требуемая величина опережения вводится вручную задатчиком 32, Выбор одного из этих вариантов производят переключателем 33. Сигнал отклонения фактического зн чения опережения от оптимального, по лученный в блоке 26 измерения отклон ния, подают через блок 27 коммутации преобразователь 23 код-аналог и инер ционное звено 29 на один из входов регулятора скорости системы 14 автоматического управления электроприводом кристаллизатора 1. Регулятор осуществляет коррекцию скорости двигателя 3, поддерживая при возмущениях заданное амплитудное либо интегральное значение опережения кристаллизатора. При этом в максимально возможной степени упрочняется оболочка (корка) кристаллизующего слитка за счет сжимающих усилий при скольжении кристаллизатора вниз по слитку. Блок 27 коммутации пропускает сигнал отклонения опережения на вход системы 14 управления лишь в нормальном режиме работы машины,когда , т.е.опережение имеется. В аварийном режиме (резкое замедление либо остановка кристаллизатора, нарушение синхронизации скоростей приводов тянущей клети и кристаллизатора) по информации из запоминающего устройства 19 блок 27 коммутации исключает из работы схему регулирования опережения. Инерционное звено 29 обеспечивает нечувствительность схемы к моментам смены информации в запоминающем устройстве 19 или 22. В варианте схемы на фиг. 2 для получения сигнала, пропорционального линейной скорости кристаллизатора использован тахогенератор 12, соединенный с налом эксцентрика 2 сельсин 36, к измерительной обмотке которой подсоединен демодулятор 37, множительное устройство 38. На выходе множительного устройства 38 имеет место сигнал Vyp kcosinei. Для повьшгения точности измерения скорости слитка может быть использован тахогенератор 39, вал которого соединен со следящим роликом 40, прижимаемым к слитку цилиндром 41. Описанной способ управления может применяться как на вертикальных,так и на криволинейных МНЛЗ, где для вытягивания слитка использую- многовалковые тянуще-правильные устройства. Преимущества способа заключаются в возможности осуществления качания кристаллизатора по закону, в точности соответствующему оптимальному, путем применения прямого, а не кос-, венного, как это было ранее, контрог ля величины опережения и ческой стабилизации этой Достигаемый максимальный автомативеличины. эффект 10974418I чения оболочки слитка дает возможность улучшить качество литых заготовок и повысить скорость разливки.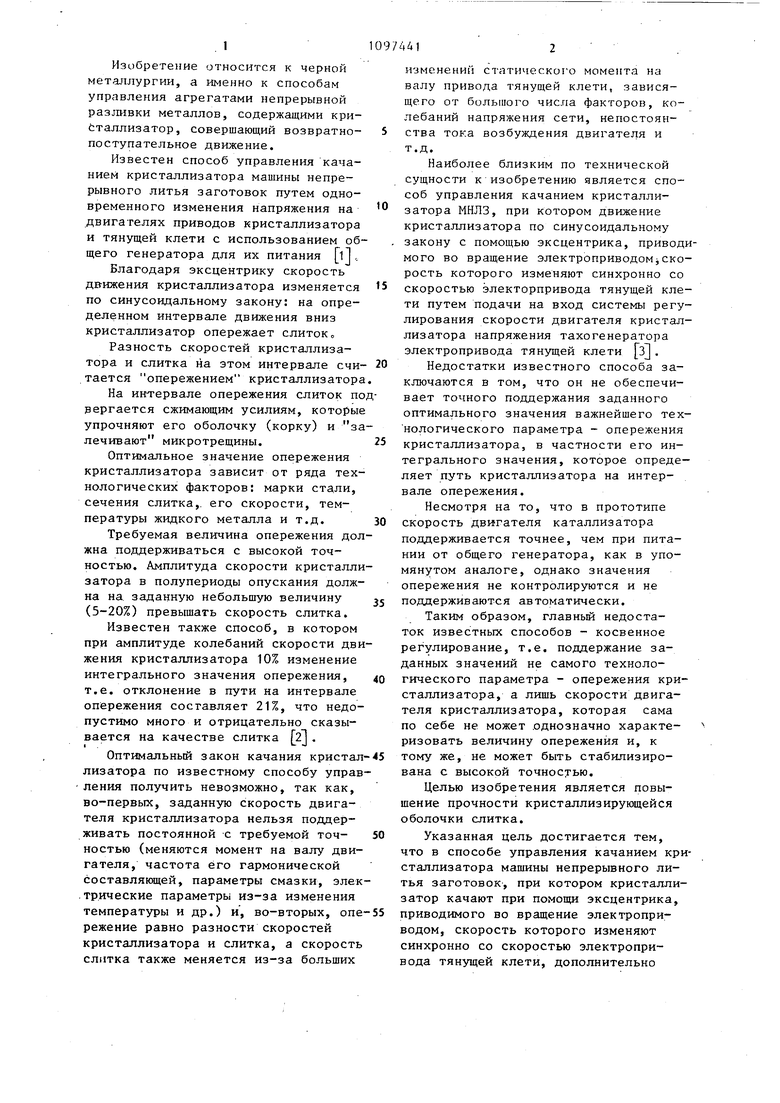


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления электроприводом кристаллизатора установки непрерывной разливки металла | 1971 |
|
SU442885A1 |
| Электропривод тянущей клетки машины непрерывного литья заготовок | 1977 |
|
SU729796A1 |
| Устройство автоматического управления машиной непрерывного литья металла | 1980 |
|
SU917899A1 |
| Система управления непрерывной разливкой жидкого металла | 1974 |
|
SU607643A1 |
| Устройство для управления процессом непрерывного горизонтального литья заготовок | 1982 |
|
SU1100042A1 |
| Устройство для автоматического запуска и регулирования уровня жидкого металла в кристаллизаторе машины непрерывного литья стали | 1978 |
|
SU730460A1 |
| Регулируемый электропривод | 1970 |
|
SU486441A1 |
| Способ непрерывного литья заготовок | 1980 |
|
SU933197A1 |
| ТЯНУЩЕЕ УСТРОЙСТВО УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ ГОРИЗОНТАЛЬНОГО ТИПА | 1978 |
|
SU825273A1 |
| Регулируемый электропривод | 1970 |
|
SU488295A1 |

СПОСОБ УПРАВЛЕНИЯ КАЧАНИЕМ КРИСТАЛЛИЗАТОРА МАШИНЫ НЕПРЕРЬтНОГО ЛИТЬЯ ЗАГОТОВОК, при котором кристаллизатор качают при помощи эксцентрика, приводимого во вращение электроприводом, скорость которого изменяют синхронно со скоростью электропривода тянущей клети, отличающийся тем, что, с целью повьшения прочности кристаллизующейся оболочки слитка, дополнительно измеряют линейную скорость кристаллизатора и . скорость слитка определяют их разность на интервале опережения кристаллизатора, определяют амплитудное ипи интегральное значение разности указанных скоростей, сравнивают амплитудное либо интегральное значение разности скоростей кристаллизатора и слитка с заданным значением и при (Л увеличении этой разности линейную скорость кристаллизатора уменьшают, а при уменьшении - увеличивают.
М Ц
4 3 12
- /
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| English Electric Journal, №2, p | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Электрооборудование конвертерных цехов | |||
| Металлургия, 1977, с | |||
| Водяные лыжи | 1919 |
|
SU181A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Электрооборудование конвертерных цехов, Металлургия, 1977, с | |||
| Вагонный распределитель для воздушных тормозов | 1921 |
|
SU192A1 |
