Рзад - заданное значение усилия вытягивания слитка из кристаллизатора;
Р - текущее значение усилия вытягивания слитка.
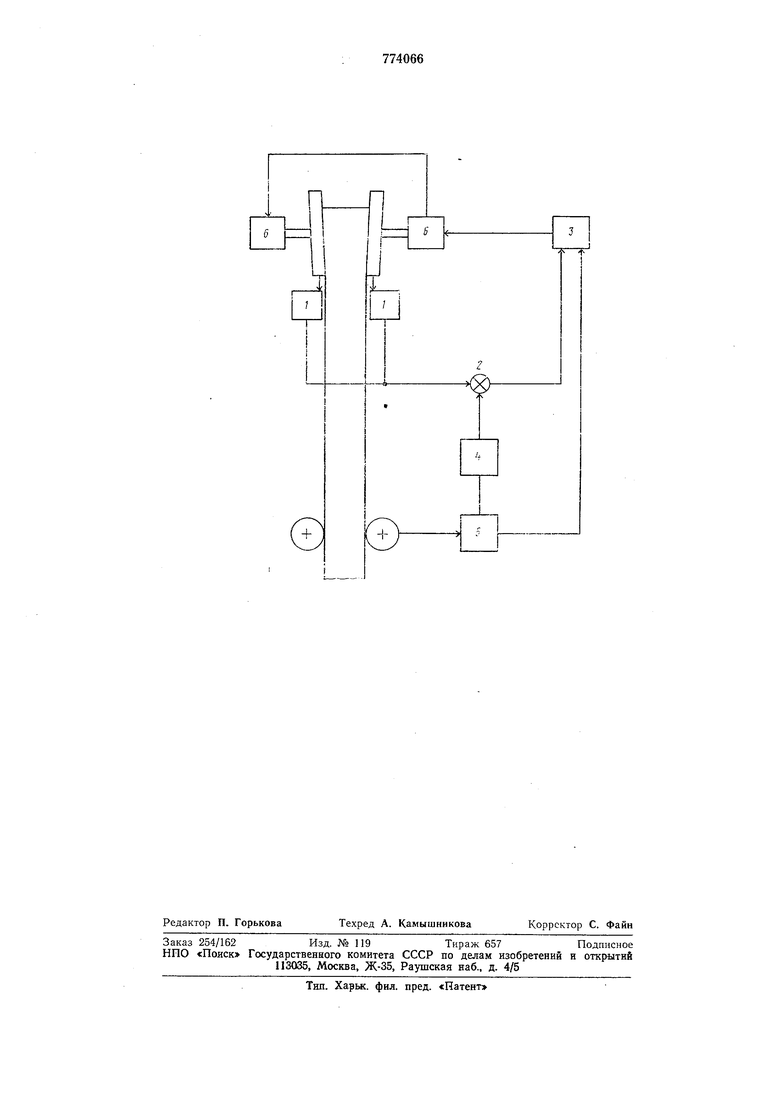
На чертеже нриведена структурная схема устройства, реализующего предлагаемый способ.
Устройство рассматривается применительно к узким граням кристаллизатора (к щироким граням оно аналогично).
Устройство содержит датчики 1 усилия вытягивания слитка, которые через схему 2 сравнения подключены на вход пропорционального регулятора 3. На другой вход схемы сравнения подключен выход задатчика 4, на вход которого подключен тахогенератор 5 тянущих клетей. Выход регулятора 3. подключен на вход сервоприводов 6, которые изменяют угол наклона узких стенок кристаллизатора.
Устройство работает следующим образом.
Нри изменении скорости разливки сигнал от тахогенератора 5 проходит на регулятор 3, который, воздействуя на сервоприводы 6, устанавливает конусность кристаллизатора, соответствующую изменивщейся скорости разливки. Одновременно с помощью датчиков 1 формируется сигнал усилия вытягивания слитка и сравнивается с заданным значением Рдад. соответствующим новой установивщейся скорости разливки. Сигнал разбаланса с выхода схемы 2 сравнения проходит на вход регулятора 3 м далее на сервоприводы 6, в результате чего конусность кристаллизатора изменяется до тех пор, пока усилие вытягивания слитка из кристаллизатора не станет равным заданному значению Р:,...,„ соответствующему новой установивщейся скорости разливки.
Формула изобретения
Способ автоматического управления ре;«имом работы кристаллизатора установок непрерывной разливки металла, заключающийся в том, что изменяют конусность кристаллизатора в зависимости от скорости разливки и температуры разливаемого металла, отличающийся тем, что, с
целью повыщения качества слитка, дополнительно измеряют усилие вытягивания слитка из кристаллизатора и при отклонении усилия вытягивания от заданного значения, соответствующего установивщейся
скорости разливки, изменяют конусность кристаллизатора в направлении восстановления заданного значения усилия вытягивания слитка из кристаллизатора.
принятый во
Источник информаци-и, внимание при экспертизе:
1. Патент ФРГ Яо 2415224, кл. В 22 D Л 11/16, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического управления режимом кристаллизатора установок непрерывной разливки металла | 1977 |
|
SU648332A1 |
| Устройство автоматического управления машиной непрерывного литья металла | 1980 |
|
SU917899A1 |
| Способ автоматического регулирования охлаждения слитка на установке непрерывной разливки металла | 1976 |
|
SU593813A1 |
| Способ автоматического управления режимом работы установки непрерывной разливки металла | 1981 |
|
SU973226A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1971 |
|
SU307845A1 |
| Способ управления качанием кристаллизатора машины непрерывного литья заготовок | 1982 |
|
SU1097441A1 |
| Устройство для регулирования режима охлаждения непрерывнолитого слитка | 1980 |
|
SU933218A1 |
| Способ управления процессом непрерывной разливки металла и устройство для его осуществления | 1985 |
|
SU1320011A1 |
| Способ управления режимом работы кристаллизатора машины непрерывного литья заготовок и устройство для его осуществления | 1987 |
|
SU1532193A1 |
| Способ прогнозирования прорывов металла в процессе непрерывной разливки | 1985 |
|
SU1279744A1 |