(54) УСТРОЙСТВО ЛЛЯ СВАРКИ ТЕРМОПЛАСТОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки деталей из термопластов | 1980 |
|
SU887225A1 |
| Закрывающиеся глаза для кукол | 1948 |
|
SU77088A1 |
| Установка дляя обработки изделий | 1975 |
|
SU546489A2 |
| Полуавтомат для сборки пакетов сердечников электрических машин | 1982 |
|
SU1053227A1 |
| Установка для нанесения защитных покрытий на сыры | 1974 |
|
SU519172A1 |
| Устройство для автоматической сборки под сварку | 1982 |
|
SU1073058A1 |
| Устройство для тепловой обработки металла | 1983 |
|
SU1155404A1 |
| Поточная линия для штамповки крупногабаритных листовых заготовок | 1991 |
|
SU1834813A3 |
| Машина для испытания сифонов для газированной воды на сопротивление их внутреннему гидравлическому давлению | 1958 |
|
SU121960A1 |
| УСТРОЙСТВО для РАСФАСОВКИ И УПАКОВКИ ПОРОШКС МАТЕРИАЛОВ В ПАКЕТЫ ИЗ ТЕРМОПЛАСТИЧНЫХ ПЛЕ•5 ЙЛИлП:-;^- -j'^ р viu;t<i;r = -' i! ^ 'ЩEKm^^iCll.^к hlOK | 1965 |
|
SU169442A1 |
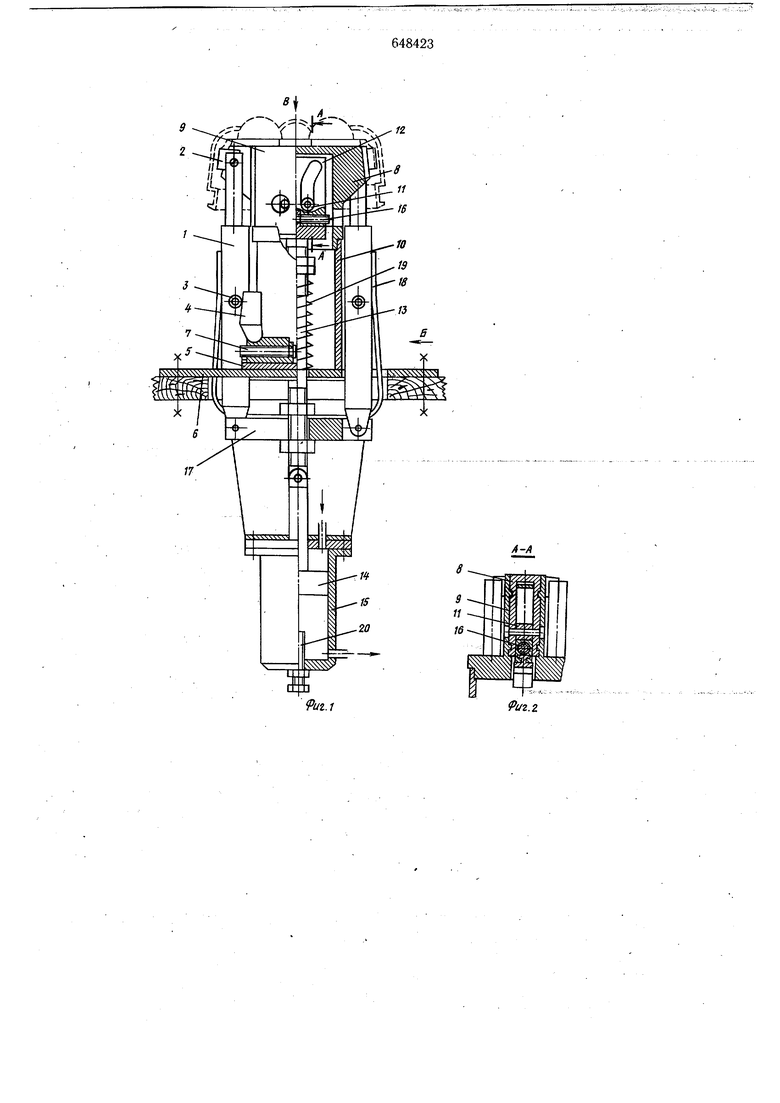
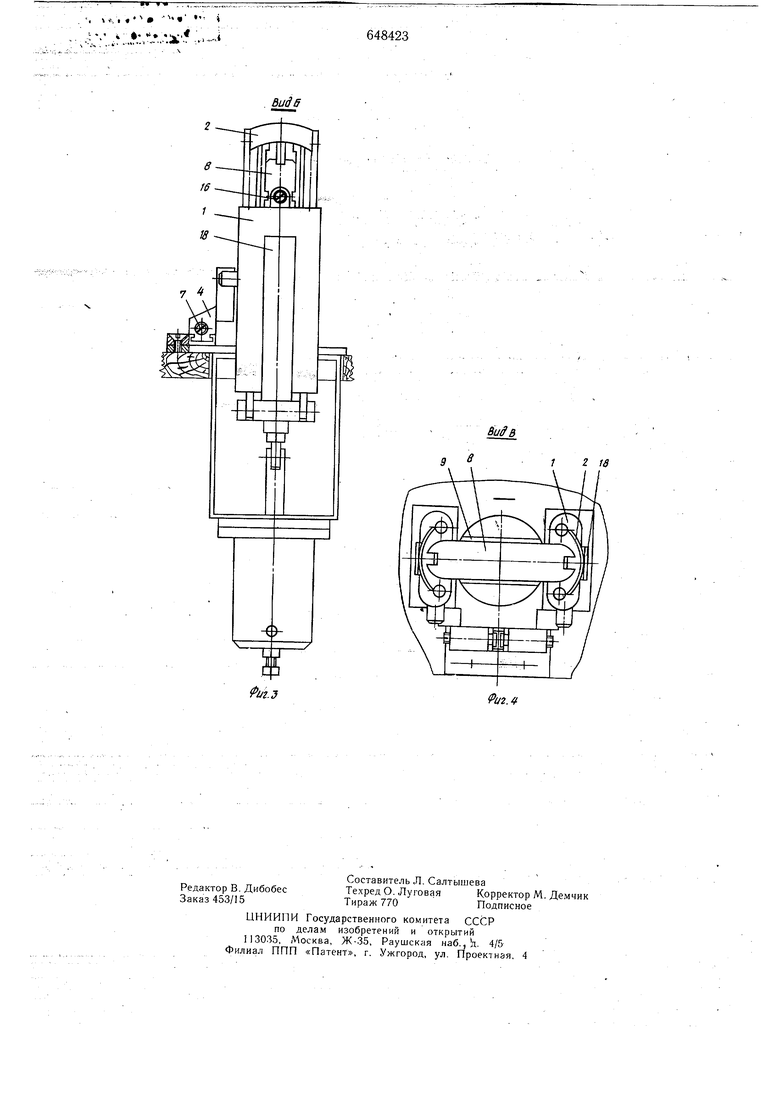
Изобретение относится к сварке пластмасс контактным нагревом. Известно устройство для сварки термопластов, содержащее корпус, нагрева и узел опрессовки 1. Это устройство не позволяет манипулировать нагревательными элементами. Наиболее близко к предлагаемому устройству устройство для сварки термопластов, содержащее корпус, узел нагрева, выполненный в, виде шарнирно установленных на траверсе нагревательных элементов с теплопередающими пластинами, и узел опрессовки, включающий опрессовочные пластины, связанные с установленным вкорпусе подпружиненным щтоком 2. Однако это устройство не обеспечивает качественной сварки кронщтейнов глазных блоков с головкой куклы. Целью изобретения -является повышение качест.ва сварки. Для этого в предлагаемом устройстве траверса с нагревательными элементами жестко закреплена на штоке, а на корпусе расположены копиры, взаимодействующие с роликами, укрепленными на нагревательных элементах, и опрессовочные пластины установлены в направляющих, смонтированных на корпусе, и снабжены роликами, а в верхней части щтока укреплены пластины с копирными пазами, в которых установлены ролики опрессовочных пластин. . На фиг. 1 изображено описываемое устройство, общий вид, разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 и 4 - ВИДЬ по стрелкам Б и В на фиг. I. Узел нагрева устройства состоит из нагревательньгх эл ементов 1, в которых жестко закреплены контактные нагреватели в виде теплопёредающих пласТИй 2 и ролики 3. Последние взаимодействуют с копирами 4, расположенными в направляющих 5, которые укреплены на корпусе 6. Винт 7 служит для регулировки положения теплопередающих пластин 2 по размерам головок кукол. Узел опрессовки содержит опрессовочные пластины 8, установленные в направляющих 9, которые укреплены на стойке 10 корпуса 6. В пластинах 8 выполнены цазы для размещения кронщтейнов глазного блока и. расположены ролики 11, расположенные вКбпйрНых ;пазах пластин 12, укрепленных в направляющих штока 13. Штой 13 шарнирно соединен с поршнем 14 ™евмоцйлиндра 15, укрепленного на корпусе 6. Пластины 12 соединены винтом 16 с правой и левой резьбой для регулировки расположения опрессовочных пластин 8 по размеру головок кукол. На траверсе 17, которая жестко закреплена на штоке 13, шарнирно укреплены нагревательные элементы 1, пружиной 18 прижимаемые к копирам 4. Пружина 19 перемеш,ает шток 13 в крайнее верхнее положение. Винт 20 регулирует ход поршня 14.,
Глазной блок устанавливают кронштейнами в пазы опрессовочных пластин так, чтобы они своими основаниями опирались на эти пласт ины. Затем надевают головку куклы на устройство, совмепдая отверстия в головке с глазными яблоками , при этом теплопередаюшие пластины находятся в контакте с кронштейнами и внутренней поверхностью головки куклы. ,..,..,,. I
Нагревательные элементы 1 передают тепловую энергию пластинам 2. По достижении необходимой степени Нагрева кронштейнов глазного блока и головки куклы сжатый воздух подают в верхнюю частьпнё1вмбцилиндра 15, поршен-ь 14 тянет шток 13 вниз, сжимает пружину 19, опускает траверсу 17 и выводит теплопередаюшие пластинь 2 из зоны нагрева. Далее шток 13,пройЯЙ Прямолинейные участки копирных пазов пласин 12, взаимодействует криволинейной их частью с роликами .опрессовочнь Х пластин 8 и разводит их в стороны, соединяя оплавленные участки кронштейнов с внутренней поверхностью головки куклы.
Усилие прижатия свариваемых деталей регулируется ходом опрессовочных пластин 8, который зависит от хода поршня 14, регуируемого винтом 20.
Головка снимается с устройства пластинами 2 при перемещении последних в исходное положение. Для этого прекращают досуп воздуха под поршень 14 и пружина 19 возвращает шток 13 с траверсой 17 и элементами 1 в верхнее положение. После этоо цикл повторяется.
Теплопередаюшие пластины в исходном оложении находятся в контакте с кронтейнами и внутренней поверхностью го648423
Ловки куклы, нагрев и вывод их из- зоны нагрева, а также прижатие кронштейнов к внутренней поверхности головки куклы, осуществляется автоматически в соответствии с профилем копирнь х пазов пластин, укрепленных на штоке. Это позволяет повы. сить производительность по сравнению с известной установкой. Для сварки кронштейнов глазного блока с головкой куклы другого размера достаточно отрегулировать положение опрессовочнь1х пластин и нагревателей регулировочными винтами соответствующих копиров по размеру головок, не разбирая устройства:
Привод осуществляется от пневмоцилиндра, что обеспечивает постоянное усилие прижатия и позволяет повысить качество сварки деталей.
Данное устройство надежно в эксплуатации и позволяет повысить качество сварного соединения при сварке кронщтейнов блоков с головкой куклы.
Формула изобретения
Устройство для сварки термопластов, содержащее корпус, узел нагрева, выполненный в виде шарнирно установленных на траверсе нагревательных элементов с теплопередающими пластинами и узел опрессов,r ки, включающий опрессовочные пластины, 0 связанные с установленным в корпусе подпружиненным штоком, отличающееся тем, что, с целью повышениякачества при сварке кронштейнов глазных блоков с головкой куклы, траверса с нагревательными элементами жестко закреплена на штоке, а на корпусе установлены копиры, взаимодействующие с роликами, укрепленными на нагревательных элементах, и опрессовочные пластины расположены в направляющих, смонтированных на корпусе, и снабжены роликами, а в верхней части штока укреплены пластиныс копирными пазами, в которых установлены ролики опрессовочных пластин.
Источники информации, принятые во внимание при экспертизе
иг.з
биЗв
1 г IS
Риг.
