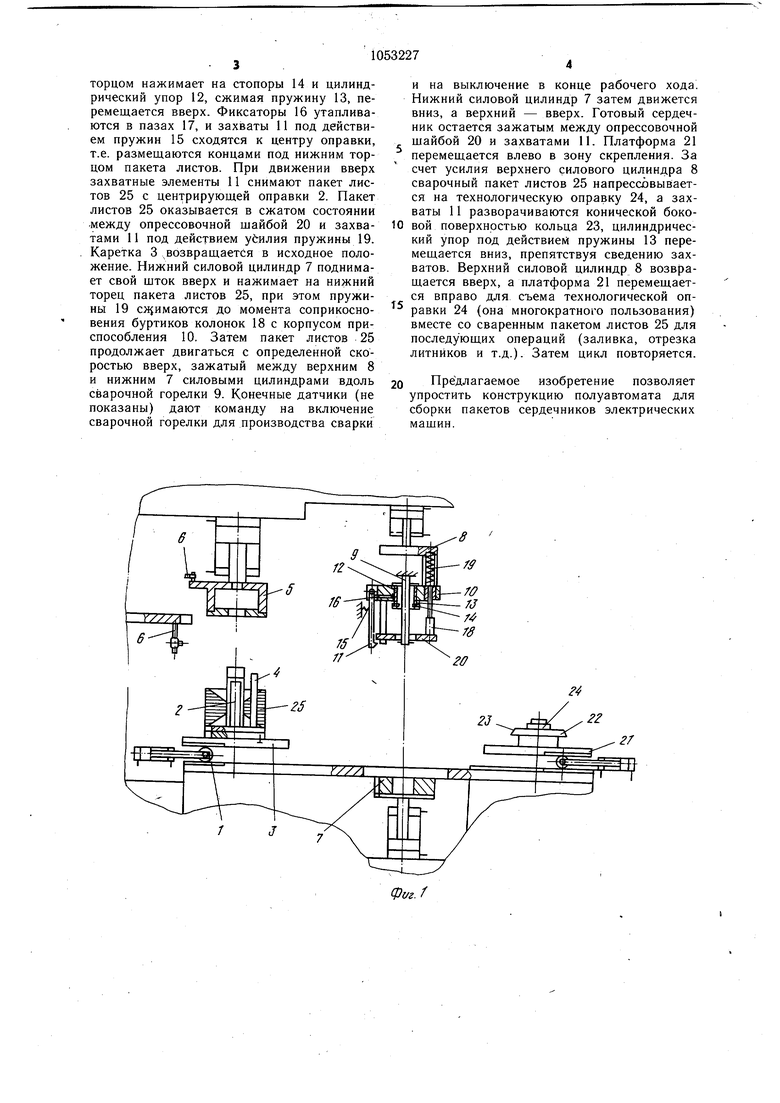
Изобретение относится к технологическому оборудованию для сборки пакетов сердечников электрических машин и может быть использовано в электротехнической промышленности. Известен автомат для сборки пакетов сердечников магнитопроводов, содержащий накопитель пластин, устройство поштучной выдачи, механизм подачи скрепляюш,их элементов, транспортные органы, устройство фиксации скрепля.юш,их элементов 1. Недостатками этого автомата являются низкая производительность и конструктивная сложность. Известен также полуавтомат для сборки пакетов сердечников электрических машин - - , .. содержащий корпус, на котором смонтированы узел дозирования и опрессовки пакетов с центрирующей оправкой и калибрами, узел скрепления пакетов, выполненный в виде силового цилиндра с опрессовочной шайбой и снабженной сварочной горелкой, и узел съема и транспортировки собранных пакетов 2. Недостатком известного полуавтомата является сложность его конструкции из-за наличия многократной передачи пакета с позиции на позицию и большого числа функциональных узлов. Цель изобретения - упрощение конструкции. Поставленная цель достигается тем, что полуавтомат для сборки пакетов сердечников электрических машин, содержащий корпус, на котором смонтированы узел дозирования и опрессовки пакетов с центрирующей оправкой и калибрами, узел скрепления пакетов, выполненный в виде силового цилиндра с опрессовочной шайбой и снабженный сварочной горелкой, и узел съема и транспортировки собранных пакетов, содержит каретку, установленную на корпусе и снабженную приводом ее перемещения, приспособление для фиксации пакета, укрепленное на штоке силового цилиндра, выполненное в виде рычажных захватов, снабженных фиксатором их положения, и дополнительный силовой цилиндр, установленный снизу корпуса соосно основному цилиндру, узел съема и транспортировки собранных пакетов выполнен в виде платформы, снабженной приводом ее перемещения и приспособления для размещения пакетов, установленного на платформе, при этом опрессовочная шайба подпружинена к штоку силового цилиндра, сварочная горелка неподвижно укреплена на корпусе, а центрирующая оправка и калибны установлены на каретке. Кроме того, приспособление для размещения пакетов выполнено в виде стакана с установленной в нем технологической оправкой и кольца с фаской, укрепленного на торце стакана. На фиг. 1 показан полуавтомат для сборки пакетов сердечников электрических машин; на фиг. 2 - приспособление для фиксации пакета. Полуавтомат для сборки пакетов сердечников электрических машин содержит узлыу дозирования и опрессовки пакетов листов, скреплений пакетов, съема и транспортировки собранных пакетов. Узел дозирования и опрессовки пакетов установлен на корпусе 1 и содержит центрируюш;ую оправку 2, размеш.енную на каретке 3, установленной с возможностью возвратно-поступательного перемещения между узлом дозирования и опрессовки и узлом скрепления пакетов, калибры 4, пресс 5, f.J7--f-- устройство 6 для контроля высоты пакета. Узел скрепления пакетов включает нижний силовой цилиндр 7, верхний силовой цилиндр 8 и сварочные горелки 9, жестко связанные с корпусом 1. На штоке верхнего силового цилиндра 8 закреплено приспособление 10 для фиксации пакета с рычажными захватами 11. Захваты 11 снабжены установленным соосно горелке 9 цилиндрическим упором 12, выполненным в виде втулки, снабженной пружиной 13, размещенной на наружной поверхности втулки, и стопорами 14, размещенными на ее внутренней поверхности. Захваты 11 подпружинены пружинами 15 и содержат фиксаторы 16. На наружной поверхности упора 12 имеются пазы 17. В приспособлении для фиксации пакета расположены с возможностью перемещения колонки 18 с пружинами 19, к которым прикреплена опрессовочная щайба 20. Полуавтомат содержит также узел съема и транспортировки собранных пакетов, включающий установленное на платформе 21 приспособление для размещения пакетов, взаимодействующее с захватами 11, и состоящее из кольца 22 с конической боковой поверхностью (фаской) 23, обращенной к верхнему силовому цилиндру 8. В кольце 22 размещена технологическая оправка 24 с наружным диаметром, соответствующим внутреннему диаметру пакета листов 25 (т.е. диаметру готового сердечника). Устройство работает следующим образом. На центрирующую оправку 2 устанавливается и ориентируется по калибрам 4 пакет листов 25, который опрессовывается прессом 5 (за счет его движения вниз), при этом высота пакета листов контролируется устройством 6. Затем каретка 3 вместе с центрирующей оправкой 2 перемещается по корпусу 1 в зону скрепления. Верхний силовой цилиндр 8 узла скрепления пакетов совместно с приспособлением 10 опускается вниз и опрессовочной щайбой 20 сжимает пакет листов 25. При этом пружины 19 сжимаются, а колонки 18 перемещаются вверх. Центрирующая оправка 2 своим верхним торцом нажимает на стопоры 14 и цилиндрический упор 12, сжимая пружину 13, перемещается вверх. Фиксаторы 16 утапливаются в пазах 17, и захваты 11 под действием пружин 15 сходятся к центру оправки, т е размещаются концами под нижним торцом пакета листов. При движении вверх захватные элементы 11 снимают пакет листов 25 с центрирующей оправки 2. Пакет листов 25 оказывается в сжатом состоянии ::- ., -mC/f Aj .-v,.v ж..-. - тами 11 под действием усилия пружины 1У. Каретка 3 возвращается в исходное положение. Нижний силовой цилиндр 7 пoднимaJ ет свой шток вверх и нажимает на нижний торец пакета листов 25, при этом пружиПО 1 J V. ь вения буртиков колонок 18 с корпусом приспособления 10. Затем пакет листов 25 продолжает двигаться с определенной скоростью вверх, зажатый между верхним 8 и нижним 7 силовыми цилиндрами вдоль сварочной горелки 9. Конечные датчики (не показаны) дают команду на включение сварочной горелки для производства сварки и на выключение в конце рабочего хода. Нижний силовой цилиндр 7 затем движется вниз а верхний - вверх. Готовый сердечник остается зажатым между опрессовочнои шайбой 20 и захватами 11. Платформа 21 перемещается влево в зону скрепления. За счет усилия верхнего силового цилиндра 8 сварочный пакет листов 25 напрессовывается на технологическую оправку 24, а захваты 11 разворачиваются конической боко ЬсГГ„.-Жре: . .,„„,,,п ОЧ пи пин ЛПИЦРГD Jrl i..,.--,-,-ж КИЙ упор под действием пружины 13 перемещается вниз, препятствуя сведению захватов. Верхний силовой цилиндр 8 возвращается вверх, а платформа 21 перемещается вправо для съема технологической опрЬН:ТЕЕ ггг-гjJdDftn чл1ч i.i i-w-f вместе со сваренным пакетом листов 2Ь для последующих операций (заливка, отрезка литников и т.д.). Затем цикл повторяется. Предлагаемое изобретение позволяет упростить конструкцию полуавтомата для сборки пакетов сердечников электрических машин.
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для сборки сердечников электрических машин | 1986 |
|
SU1415337A1 |
| Автомат для изготовления пакетов магнитопроводов электрических машин | 1982 |
|
SU1078540A1 |
| Устройство для сборки сердечников роторов электрических машин | 1987 |
|
SU1557637A1 |
| Автомат для изготовления пакетов магнитопроводов электрических машин | 1984 |
|
SU1334294A1 |
| Полуавтомат для сборки пакетов сердечников электрических машин | 1986 |
|
SU1387111A1 |
| Устройство для сборки пакетов магнитопроводов электрических машин | 1981 |
|
SU970573A1 |
| Автомат для сборки пакетов магнитопроводов электрических машин | 1988 |
|
SU1534645A1 |
| Полуавтомат для электронно-лучевой сварки | 1984 |
|
SU1281359A1 |
| Устройство для сборки магнитопроводов электрических машин | 1975 |
|
SU612349A1 |
| Устройство для сборки пакетов магнитопроводов электрических машин | 1980 |
|
SU877717A1 |

1. ПОЛУАВТОМАТ ДЛЯ СБОРКИ ПАКЕТОВ СЕРДЕЧНИКОВ ЭЛЕКТРИЧЕСКИХ МАШИН, содержащий корпус, на котором смонтированы узел дозирования и опрессовки пакетов с центрирующей оправкой и калибрами, узел скрепления пакетов, выполненный в виде силового цилиндра с опрессовочной щайбой и снабженный свароч ной горелкой, и узел съема и транспортировки собранных пакетов, отличающийся тем, что, с целью упрощения конструкции, он содержит каретку, установленную на корпусе и снабженную приводом ее перемещения, приспособление для фиксации пакета, укрепленное на штоке силового цилиндра, выполненное в виде рычажных захватов, снабженных фиксатором их положения, и дополнительный силовой цилиндр, установленный снизу корпуса соосно основному цилиндру, узел съема и транспортировки собранных пакетов выполнен в виде платформы, снабженной приводом ее перемещения и приспособления для размещения пакетов, установленного на платформе, при этом опрессовочная шайба подпружинена к щтоку силового цилиндра, сварочная горелка неподвижно укреплена на корпусе, а ц:ентрирующая оправка и калибры установлены на каретке. 2. Полуавтомат по п. 1, отличающийся |Л тем, что приспособление для размещения пакетов выполнено в виде стакана с установленной в нем технологической оправкой и кольца с фаской, укрепленного на торце стакана. СЛ САЭ to 1С 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автомат для сборки сердечников магнитопроводов | 1972 |
|
SU445931A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Железобетонный фасонный камень для кладки стен | 1920 |
|
SU45A1 |
