Для обеспечения возможности регулирования усилия прижима опорной плиты она установлена на одной паре поворотных рычагов шарнирно, а на другую опирается свободно.
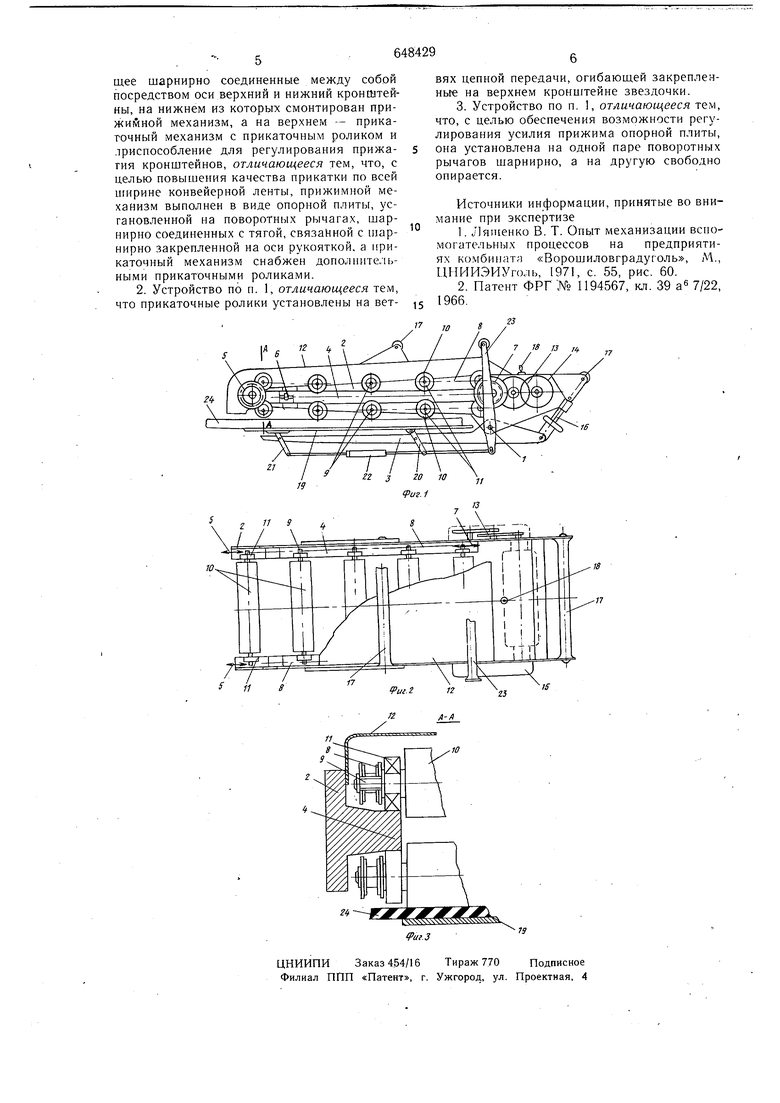
На фиг. 1 показано описываемое устройство; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на фиг. 1.
Устройство содержит шарпирно соединенные между собой осью 1 верхний 2 и нижний 3 кронштейны.
Верхний кронштейн 2 имеет две направляюшие 4. На одном конце кронштейна 2, закреплены натяжные звездочки 5, которые с помошью винта 6 могут перемешаться по кронштейну, а на другом его конце - ведушие звездочки 7. /
Так как кронштейн 2 выполнен в виде вилки, то звездочки 5 и 7 установлены на нем попарно и охватываются замкнутыми цепями 8, на которых своими осями 9 закреплены прикаточные ролики 10. На осях 9 свободно посажены втулки II, обеспечиваюшие передачу прижимного усилия на прикаточные ролики 10. Цепи 8 с роликами 10 закрыты кожухом 12. Таким образом, прикаточный механизм снабжен замкнутой цепью, на ветвях которой установлену прикаточные ролики.;
Ведушие звездочки 7 посредством передаточного механизма 13 кинематически связаны с двигателем 14. Передаточный механизм 13 закрыт кожухо.м 15.
Устройство снабжено приспособлением для регулирования прижатия кронштейнов, выполненным в виде связанного с кронштейнами 2 и 3 винта 16 с гайкой, обеспечиваюшего их взаимный поворот относительно оси 1. Устройство имеет ручки 17 для удержания и переноса и кнопку 18 управления приводом.:
На нижнем кронштейне 3 смонтирован прижимной механизм в виде опорной плиты 19, установленной на поворотных рычагах 20 и 21, шарнирно соединенных: с регулируемой по длине тягой 22, связанной с шарнирно закрепленной на оси 1 рукойткой 23. Рукоятка 23 снабжена фиксатором (на чертежах не показан) и состоит из двух двуплечих рыча.гов, установленных на оси 1 и связанных между собой ручкой. Опорная плита 19 установлена на одну пару поворотных рычагов 20 шарнирно, а на другую пару рычагов 21 свободно опирается.
Перед началом работы при необходимости натягивают цепи 8 путем вращения винтов бис помощью винта 16 разводят кронштейны2 и 3 один относите„тьно другого. После подготовки поврежденного места ленты к ремонту (обрезка, зачистка и uiepoховка, вмазывание клеем и наложение обкладочной резины) размещают устройство так, чтобы ремонтируемый участок конвейер:ой ленты 24 расположился между кронштейнами 2 и 3. Затем винтом 16 зажимают ленту между плоскостью опорной плиты 19 и роликами 10, а поворотом рукоятки 23 дополнительно поджимают ленту 24.
При ремонте конвейерных лент разлнчной толщины, а также при различной толщине ремонтируемых участков ленты (толщина ремонтируемого участка в каждом конкретном случае обусловлена применяемым способом разделки слоев ленты, толщиной и количеством обкладочной резины) удлиняют или укорачивают тягу 22, .тем самым регулируя положение опорной плиты 19 относительно кронщтейна 3 и добиваясь в каждом, случае, чтобы при оптимальном усилии зажима ленты 24 опорная плита 19 располагалась параллельно направляющим 4 кронщтейна 2 (т.е. параллельно плоскости нижнего ряда роликов 10). Усилие прижима от направ ляющих 4 кронштейна 2 передается втулкам 11 и через оси 9 и ролики 10 - конвейернрй ленте 24.
В некоторых случаях требуется обеспечить повышение (снижение) удельного давления от центра зоны прикатывания к краям. Для этого путем регулировки тяги 22 заранее устанавливают опорную плиту 19 под углом к плоскости движения ролИков 10 (под углом к направляющим 4 кронштейна 2). Тогда конвейерная лента оказывается расположенной в клиновидной щели между опорной плитой и нижним рядом прикаточных роликов, при движении которых удельное давление, развиваемое каждым роликом, будет автоматически увеличиваться или уменьшаться в зависимости от того, в какую сторону направлена клиновидная щель.
При нажатии кнопки 18 включается двигатель 14. Крутящий момент вала двигателя
передаточным механизмом 13 передается ведущим звездочкам 7, в результате чего цепи 8 с роликами 10 приводятся в движение. Устройством можно прикатывать ленту по всей щирине, от одного края до другого
(включая кромки ленты) и при этом изменять направление прикатывания.
После прикатывания одного участка устройство перемещают на другое. В случае расположения: устройства на ленте под некоторым углом его можно перемещать в
процессе прикатывания.
По окончании прикатывания выключают привод, винтом 16 разводят кронштейны 2 и 3 и снимают устройство с ленты.
Такое конструктивное выполнение устройства обеспечивает повыщение качества ремонта конвейерных лент различных типов в любых производственных условиях методами горячей, холодной вулканизации и методом склейки материалов специальными клеями.
55
Формула изобретения
1. Устройство для прикатки ремонтируемого участка конвейерной ленты, содержа
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРИКАТКИ СОЕДИНЕНИЙ КОНВЕЙЕРНОЙ ЛЕНТЫ | 1992 |
|
RU2102235C1 |
| Устройство для местной вулканизацииКОНВЕйЕРНыХ лЕНТ | 1978 |
|
SU802074A2 |
| Устройство для наложения герметизирующих лент на швы клееных изделий | 1976 |
|
SU653125A1 |
| Устройство для наложения протектора ленточкой | 1981 |
|
SU1034921A1 |
| Устройство для разделки стыковКОНВЕйЕРНыХ лЕНТ | 1979 |
|
SU793799A1 |
| Устройство для подачи ленточного материала в зону обработки | 1983 |
|
SU1098627A1 |
| Способ прикатки изделий из композиционных материалов и устройство для его осуществления | 1982 |
|
SU1052405A1 |
| Устройство А.С.Кривовязюка для загрузки листового материала на каретку | 1984 |
|
SU1224056A1 |
| Устройство для намотки трубчатых изделий | 1983 |
|
SU1106667A1 |
| КОНВЕЙЕРНЫЙ МЕХАНИЗМ С ШАРНИРНЫМ СОЕДИНИТЕЛЕМ | 2008 |
|
RU2424937C2 |
