Изобретение относится к оборудованию для сборки покрышек пневматических шин и может найти применение ла шинных заводах, например, для сборки мотопокрышек. Известно устройство для сборки покрышек пневматических шин, содержаш,ее смонтированный йа приводном валу разжимной сборочный барабан с приводом его разжима и врапдения и шаблон для посадки бортовых колец с приводом его перемещения к сборочному барабану 1. Недостатком известного устройства является сложность его конструкции и отсутствие возможности применения сменных узлов - сборочного барабана и шаблона. . -Известно и другое устройство для сборки покрышек пневматических шин, содержащее смонтированный на станине на приводном валу разжимной сборочный барабан с приводами его разжима и вращения, шаблон для посадки бортовых колец с приводом его перемещения к сборочному барабану и установленные по торцам сборочного барабана левый и правый механизмы з.аворота слоев корда на бортовые кольца с приводами их перемещения к сборочному барабану, один из которых выполнен в виде концентрично смонтированной внутри приводного, вала штанги, одним концом связанной с левым механизмом заворота слоев кордЬ на бортовые кольца, а другим концом - с силовым цилиндром 2. Недостатком этого устройства является то, что при переводе его на изготовление другого типоразмера покрышки требуется довольно значительное время на демонтаж применяемого сборочного барабана и монтаж нового- Это вызвано тем, что барабан меняется вместе с валом, демонтаж которого требует демонтажа приводов вращения и механизмов заворота кромок браслетов на бортовые кольца. Целью изобретения является обеспечение быстрого монтажа и демонтажа сборочного барабана с его приводами и механизмов заворота слоев корда на бортовые кольца с их приводами при необходимости сборки различных типоразмеров покрышек. Указанная цель достигается тем, что устройство снабжено концентрично смонтированной внутри приводного вала охватывающей штангу тягой, одним концом связанной с правым механизмом заворота слоев корда на бортовые кольца, а другим концом - с
силовыми иилиндрамии установленными на станине регулируемыми упорами, взаимодействующими соответственно со штангой и тягой, а акже тем, что штанга выполнена регулируемой по длине, регулируемые упоры снабжены приводом их перемещения в виде ходового винта, а устройство снабжено дополнительным регулируемым упором, взаимодействующим с шаблоном для посадки бортовых колец.
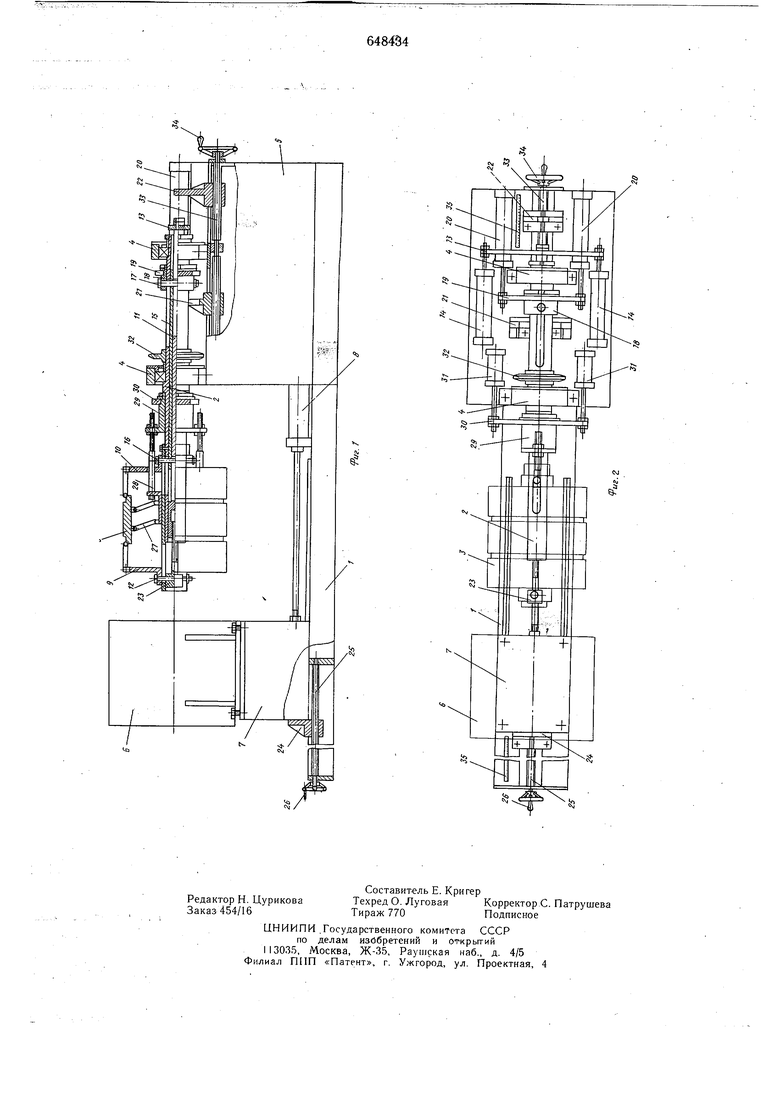
На фиг. 1 показано предлагаемое устройство; на фиг. 2 - то же, вид сверху.
Устройство содержит смонтированный на станине 1 на приводном валу 2 разжимной сборочный барабан 3. Приводной вал 2 установлен в подщипниковой опоре 4 на бабке 5. Устройство содержит шаблон 6 для посадки бортовых колец, установленный на каретке 7, связанной с приводом 8 перемещения щаблОна к сборочному барабану 3; смонтированные по торцам сборочного барабана 3 левый 9 и правый 10 механизмы заворота слоев корда на бортовые с приводами их перемещения к сборочному барабану 3. Привод левого механизма 9 выполнен в виде концентрично смонтированной внутри приводного вала 2 щтанги И, одним концом связанной посредством стержня 12 с левым механизмом 9, а другим концом связанной посредством траверсы 13 с силовым цилиндром 14. Привод правого механизма 10 выполнен в виде концентрично смонтированной внутри приводного вала 2 охватывающей щтангу 11 тяги 15, одним концомсвязанной посредством стержн.я 16 с правым механиз мом 10, а другим концом связанной посредством стержня 17, втулки 18 и траверсы 19 с силовыми цилиндрами 20. На станине 1 на бабке 5 установлены регулируемые упоры 21 и 22. Упор 21 взаимодействует с тягой 15, а упор 22 со штангой 11. Штанга И выполнена регулируемой по длине при помощи удлинителя 23, устанЪвленного на резьбе на штанге 11. На станине 1 установлен дополнительный регулируемый, упор 24. Упор 24 смонтирован на ходовом винте 25, вращаемом рукояткой 26.
Для разжима барабана 3 предназначены йарнирно связанные с секторами барабана рычаги 27, которые посредством тяг 28 соединены с подвижной втулкой 29. Втулка 29 посредством траверсы 30 связана с силовыми цилиндрами 31.
Для вращения барабана на приводном валу 2 закреплена звездочка 32 цепной передачи, передающая вращение от привода на приводной-вал 2.
Регулируемые упоры 21 и 22 установлены на ходовом винте 33, вращаемом рукояткой 34 и обеспечивающем перемещение упоров. На станине I рядом с упорами 24 и 22 закреплены шкалы 35, каждое деление которьтх соответствует определённому типоразмеру собираемой покрышки. Устройство работает следующим образом.
На сборочном барабане 3 собирают резинокордный браслет. В щаблон 6 заправляют бортовые кольца. Шаблон 6 посредством привода 8 перемещают к сборочному барабану 3. Включают силовые цилиндры 31. Перемещен ием траверсы 30, втулки 29 и тяг 28 производят разжим сборочного бараQ бана 3 и посадку бортовых колец на барабан. Шаблон 6 отводят в исходное положе ние до упора 24. Посредством силовых цилиндров 20, траверсы 19, втулки 18, стержня 17, тяги 15 и стержня 16 перемещают влево механизм 10, тей самым осуществляя
5 заворот правой кромки браслета на бортовое кольцо. При этом траверса 19 перемещается до упора 21. После возврата механизма 10 в исходное положение п-роизводят заворот левой кромки браслета на боковое кольцо посредством перемещения механизма 9 вЦра® во Усилие на механизм 9 передается от силовых цилиндров 14 посредством траверсы 13, щтанги 11, удлинителя 23 и стержня 12. При этом штанга 11 перемешается до упора 22. После возврата механизма 9 в исходное положение осуществляют последующие технологические операции сборки и съем с барабана собранной покрышки.
При перестройке устройства на изготовление покрышки другого типоразмера заме няют барабан 3 и шаблон 6. Для смены барабана 3 необходимо отвернуть гайки с тяг 28 и вынуть стержни 16 и 12. Для смены шаблона 6 отворачивают четыре кргпежных болта, крепящих шаблон к каретке 7. Снимают с каретки 7 шаблон 6, а с вала 2 - барабан 3.
Удлинитель 23 выворачивают (или- заворачивают), приводя длину штанги II в соответствие с размером барабана 3. Затем на вал 2 устанавливают барабан 3, вставляют стержни 16 и 12 и закрепляют тяги 28 на втулке 29. На каретку 7 устанавливают новый шаблон 6. Упоры 24, 21 и 22 посредством вращения рукояток 34 и 26 устанавливают по шкалам 35 на соответствующий, размер собираемой покрышки.
После этого устройство готово к изготовлению покрышек нового типоразмера.
Устройство позволяет сократить время, необходимое на замену сменных узлов при переводе его на изготовление покрышек другого типоразмера. Применение стационарных вала для монтажа барабана и всех приводов позволяет обеспечить унификацию устройства.
На устройстве можно собирать покрышки любого типоразмера, предназначенные для одного.вида оборудования авто-, мото- или велопокрышек. , Формула изобретения 1. Устройство для сборки покрышек пневматических шин, содержашее смонтированный на станине йа приводном валу разжимной сборочный барабан с приводами его разжима и враш,ения, шаблон для посадки бортовых колец с приводом его перемеш.ения к сборочному барабану и установленные по торцам сборочного барабана левый и правый механизмы заворота слоев корда на бортовые кольца с приводами их- перемещения к сборочному барабану, один из которых-выполнен в виде концентрично смонтированной внутри приводного вала штанги, одним концом связанной с левым механизмом заворо-. та слоев корда на бортовые кольца, р другим концбм - с силовым цилиндром, отличающееся тем, что, с целью обеспечения быстрого монтажа и демонтажа сборочного барабана с его приводами и механизмов заворота слоев корда на бортовые кольца с их приводами при необходимости сборки различных, типоразмеров покрышек, оно снабжейо концентрично смонтированной внутри приводного вала охватывающей штангу тягой, одним концом связанной с правым механизмом заворота слоев ко|5да на бортовые кольца, а другим концом - с силовыми цилиндрами и установленными на станине регулируемыми упорами, взаимодействующими соответственно со штангой и тягой. 2.Устройство по п. 1, отличающееся тем, что штанга выполнена регулируемой по длине. 3.Устройство по п. 1, отличающееся тем, что регулируемые упоры снабжены приводом их перемещения в виде ходового винта. 4.Устройство по п. 1, отличающееся тем, что оно снабжено дополнительным регулируемым упором, взаимодействующим с шаблоном для посадки бортовых колец. Источники информации, принятые во внимание при экспертизе 1.Патент США № 3441074, кл. 156-401, 1969. 2.Авторское свидетельство СССР № 159976, кл. В 29 Н 17/14, 1962.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОКРЫШЕК | 1971 |
|
SU303207A1 |
| АГРЕГАТ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1998 |
|
RU2147991C1 |
| Устройство для сборки покрышек пневматических шин | 1980 |
|
SU910461A1 |
| Устройство для сборки покрышек пневматических шин | 1991 |
|
SU1821395A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ БОРТА ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1993 |
|
RU2051039C1 |
| Устройство для сборки покрышек пневматических шин | 1976 |
|
SU738899A1 |
| СТАНОК ДЛЯ СБОРКИ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК | 2007 |
|
RU2347677C1 |
| Устройство для сборки покрышек пневматических шин | 1978 |
|
SU717851A1 |
| МЕХАНИЗМ ФОРМИРОВАНИЯ БОРТА ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1993 |
|
RU2069150C1 |
| Механизм обработки борта к станку для сборки покрышек пневматических шин | 1984 |
|
SU1154107A1 |