Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении непрерывной навивкой цилиндрических спиралей бесконечной длины с соприкасающимися витками.
Известен способ иавивки бесконечной многопроволочной спирали на невращающуюся оправку, который включает операции навивки нескольких проволок на невращающуюся консольиую оправку, установленную с возмо}кностью осевого возвратнопоступательного перемещения относительно вращаюнтейся навивочной головки со свободно посаженными катущками с запасом проволоки, осевого перемещения навитой спирали относительно навивочной головх;: за счет самоупора витков и удержания спирали на оправке от самораскручивания путем фрикционного воздействия радиальных снл li.
Недостатком известного способа является то, что возвращение оправки в исходное положение производят с амплитудой, значительно больщей шага навивки спирали, в связи с чем во время обратного перемещения оправкн процесс навивки прекращают и спираль освобождают. Это обстоятельство в свою очередь в известной мере влняет на производительность процесса и качество
навиваемых спиралей, так как изменение скорости протекания процесса однозначно равносильно измеиению натяжения проволок, которое в любом случае отрицательно влияет на качество спирали.
Целью изобретения является повышение производительности и качества спиралей за счет непрерывности процесса навивки.
Поставленная цель достигается тем, что осевое возвратио-ноступательное перемещение оправки относительно нав)1вочпой головки производят с амплитудой, меньщей шага навивки, и с частотой, больщей угловой скорости навивки спирали.
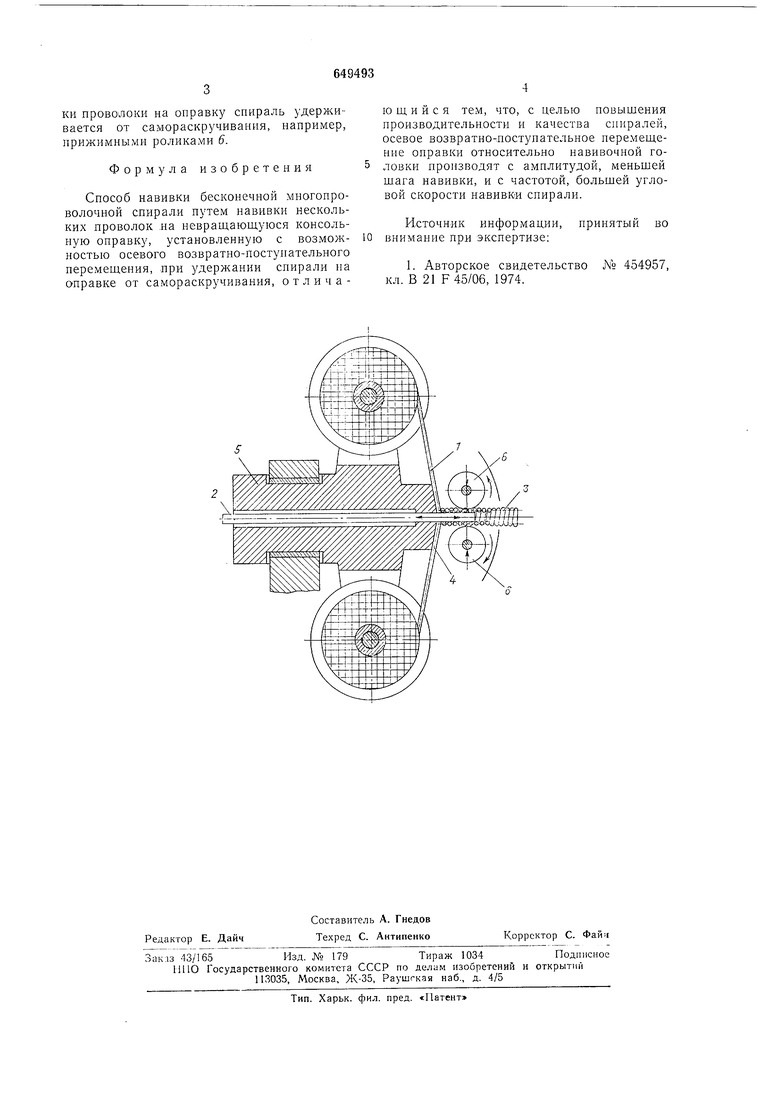
На чертеже изображена прннцнпнальная схема устройства для реализации способа.
Проволоки / навиваются на консоль; :0 оправку 2, которая соверщает зозврат;итпоступательное перемещение вдоль ее осп с амплитудой меньше шага навивки ц частотой, превыщающей угловую скорость навивки спирали. В процессе навивки находящаяся на оправке спираль 3 перемещается вдоль оси оправки от основания к концу за счет само пора витков относительно неподвижной в осевом нанравленин поверхiiocTH 4, принадлежащей, например, щпннделю 5. Для обеспечения возможности навивки проволоки на оправку спираль удерживается от самораскручивания, например, прижимными роликами 6.
Формула изобретения
Способ навивки бесконечной миогопроволочной спирали путем навивки нескольких проволок на невращающуюся консольную оправку, установленную с возможностью осевого возвратно-поступательного перемещения, при удержании спирали па оправке от самораскручивания, о т л и ч а 4
ю щ и и с я тем, что, с целью повыщения производительности и качества спиралей, осевое возвратно-лоступательпое перемещение оправки относительно навивочной головки производят с амплитудой, меньщей шага навивки, и с частотой, больщей угловой скорости павивки спирали.
Источник информации, принятый во внимание при экспертизе;
1. Авторское свидетельство № 454957, кл. В 21 F 45/06, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОПРОВОЛОЧНОЙ УПРУГОЙ ОБОЛОЧКИ | 2020 |
|
RU2744077C1 |
| Способ навивки бесконечных многопроволочных спиралей и станок для его осуществления | 1986 |
|
SU1493368A1 |
| Станок для навивки бесконечных многопроволочных спиралей на невращающуюся оправку | 1976 |
|
SU640795A1 |
| Станок для навивки бесконечных многопроволочных спиралей | 1985 |
|
SU1266624A1 |
| Станок для навивки бесконечных многопроволочных спиралей на невращающуюся оправку | 1971 |
|
SU454957A1 |
| Устройство для получения ленточныхСпиРАлЕй из пРОВОлОКи | 1979 |
|
SU844112A1 |
| Станок для навивки бесконечных многопроволочных спиралей | 1986 |
|
SU1378996A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СПИРАЛЕЙ | 1990 |
|
RU2030021C1 |
| Устройство для навивки спиралей | 1985 |
|
SU1384355A1 |
| Автомат для изготовления спиралей овального сечения | 1987 |
|
SU1488080A1 |
