лотника 19 совершает полный цикл обработки.
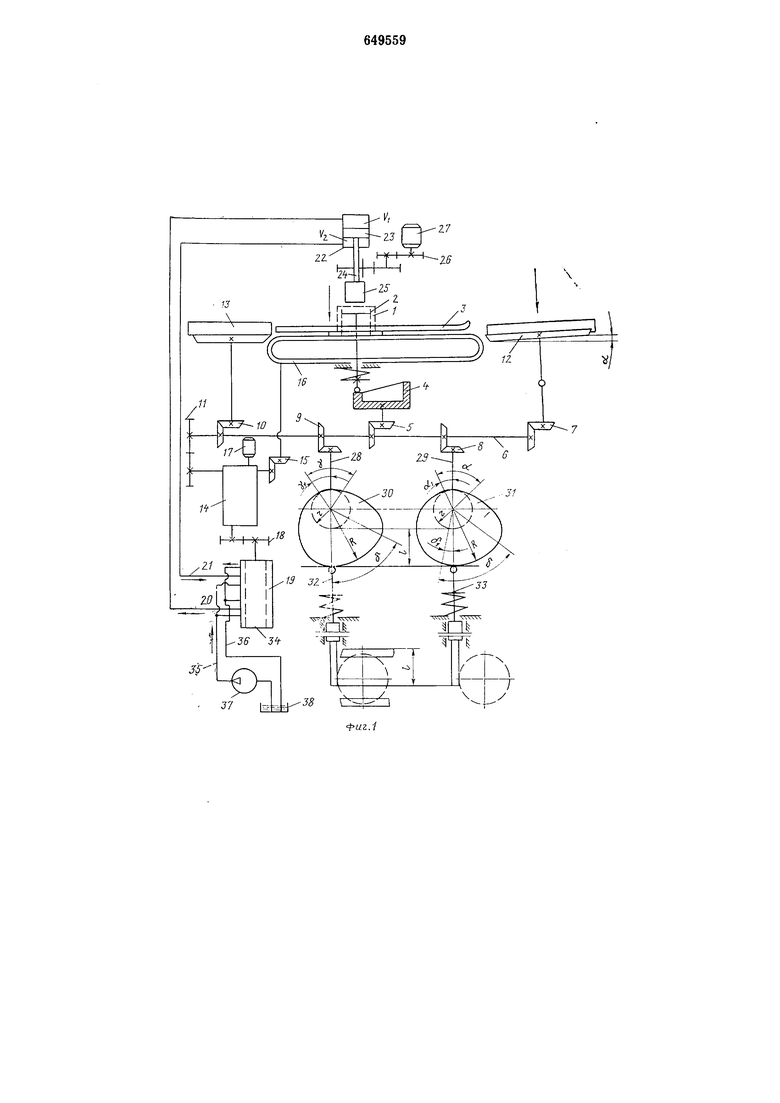
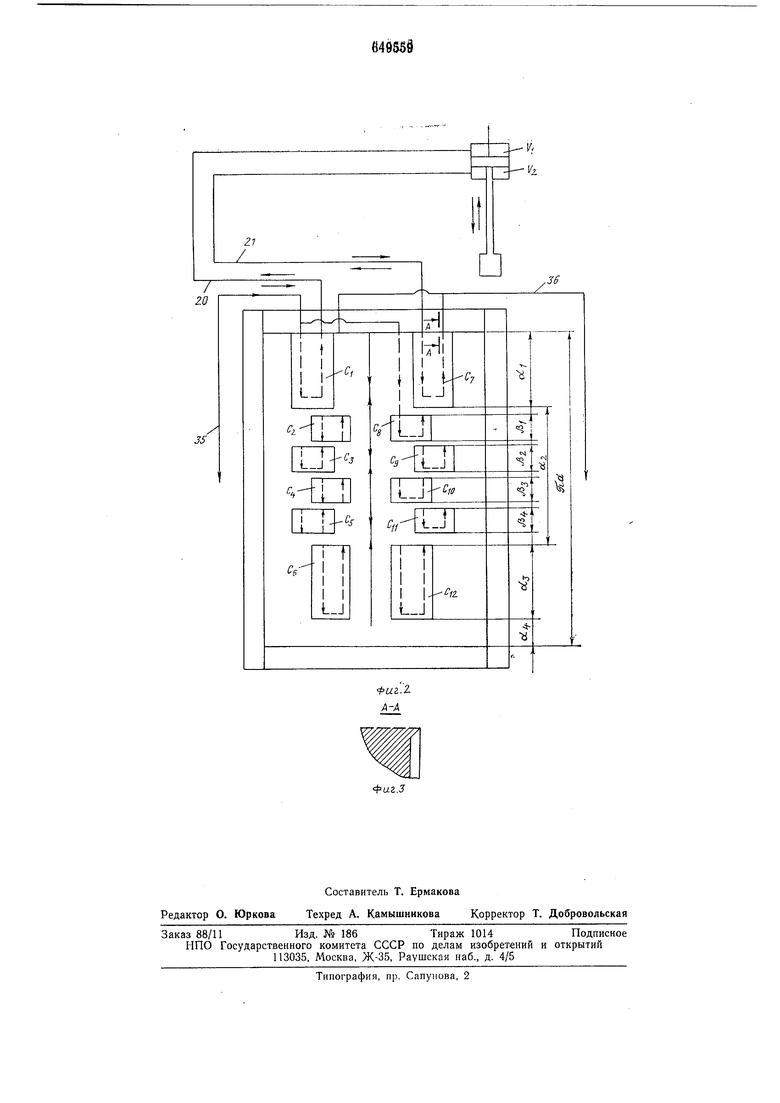
Вращающийся плунжер на участке ai обеспечивает осевую подачу па обработку за счет подачи масла из трубопровода 35 через секторный паз Ci, трубопровод 20 в объем FI. В это же время из объема V2 гидроцилиндра 22 через трубопровод 21 секторный паз Ст, трубопровод 36 масло сливается в бак 38.
Далее плунжер, вращаясь в корпусе, подходит к участку угла Pi и соединяет через паз Cz трубопровод 20 с трубопроводом 36, а трубопровод 21 через паз Сз с трубопроводом 35. Хон перемещается на некоторую величину вверх. Затем на участке Р2 снова происходит опускание хона за счет подачи масла в объем Vi и сбрасывание его в бак из объема V, а далее, как это показано стрелками на фиг. 2, на дуге РЗ - подъем и На дуге Р4 - опускание до первоначального уровня.
Таким образом, на дуге «2 происходят возвратно-поступательные перемещения хона и их совмещение с непрерывным вращением его, т. е. выполняются условия, необходимые при хонинговании. Это обеспечивается, ступенчатым расположением пазов Cz-Cs и Cs-Си, встроенных дополнительно. Осевые перемещения хона могут регулироваться за счет величины секторных пазОВ под утлом р и окружной скорости плунжера.
Возврат хона происходит за счет того, что секторный паз Се соединяет объем Vi со сливом, а объем Vz через паз Ci2 - с насосом 37. На участке a, хон находится в верхнем положении. Масло в это время не подается ни в объем Vi, ни в объем 1 2Следовательно, за один оборот плунжера он повернется на угол а1 + а2+аз+а4 я, где d - диаметр вращающегося плунжера, причем р1+р2+рз+р4+кратковременный выстой а2Во время возврата хона в исходное положение, возвращаются в исходное положение и фиксаторы 2, 32 и 33, давая возможность очередной детали пройти к месту обработки.
Кулачки 30 и 31 имеют одинаковую геометрию, однако кулачок 31 работает с некоторым опережением на угол. Опережение необходимо для задержа-ния последующей детали перед хонингованием предыдущей. Выстой фиксаторов 32 и 33 происходит на участке угла у.
Таким образом, выполнение на плунжере золотника дополнительных секторных пазов позволяет производить управление процессом обработки.
Формула изобретения
Привод станка для обработки деталей, на плунжере золотника которого выполнены секторные пазы, связанные с приводом инструмента, отличающийся тем, что, с целью управления процессом обработки, на плунжере золотника выполнены дополнительные секторные пазы, расположенные ступепчато относительно основных секторных пазов.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 415151, кл. 124В 47/06, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Бесцентровый станок для упрочняющей обработки наружных цилиндрических деталей пластическим деформированием | 1972 |
|
SU616118A1 |
| ЗУБОХОНИНГОВАЛЬНЫЙ СТАНОК | 1970 |
|
SU279365A1 |
| Механизм поворота платформы экскаватора | 1981 |
|
SU1016448A1 |
| Устройство для увеличения сцепления ведущих колес трактора | 1959 |
|
SU127914A1 |
| ПЕРЕДВИЖНАЯ УСТАНОВКА ДЛЯ ВОЗБУЖДЕНИЯ СЕЙСМИЧЕСКИХ ВОЛН | 2005 |
|
RU2289150C1 |
| Карбюраторный двигатель внутреннего сгорания | 1984 |
|
SU1281703A1 |
| СКВАЖИННЫЙ ЭЛЕКТРОГИДРОПРИВОДНОЙ НАСОСНЫЙ АГРЕГАТ | 1997 |
|
RU2116512C1 |
| Подъемник для вывешивания автомобилей | 1987 |
|
SU1449536A1 |
| Хонинговальная головка | 1984 |
|
SU1276481A1 |
| ЗУБОХОНИНГОВАЛЬНЫЙ СТАНОК | 1971 |
|
SU315526A1 |