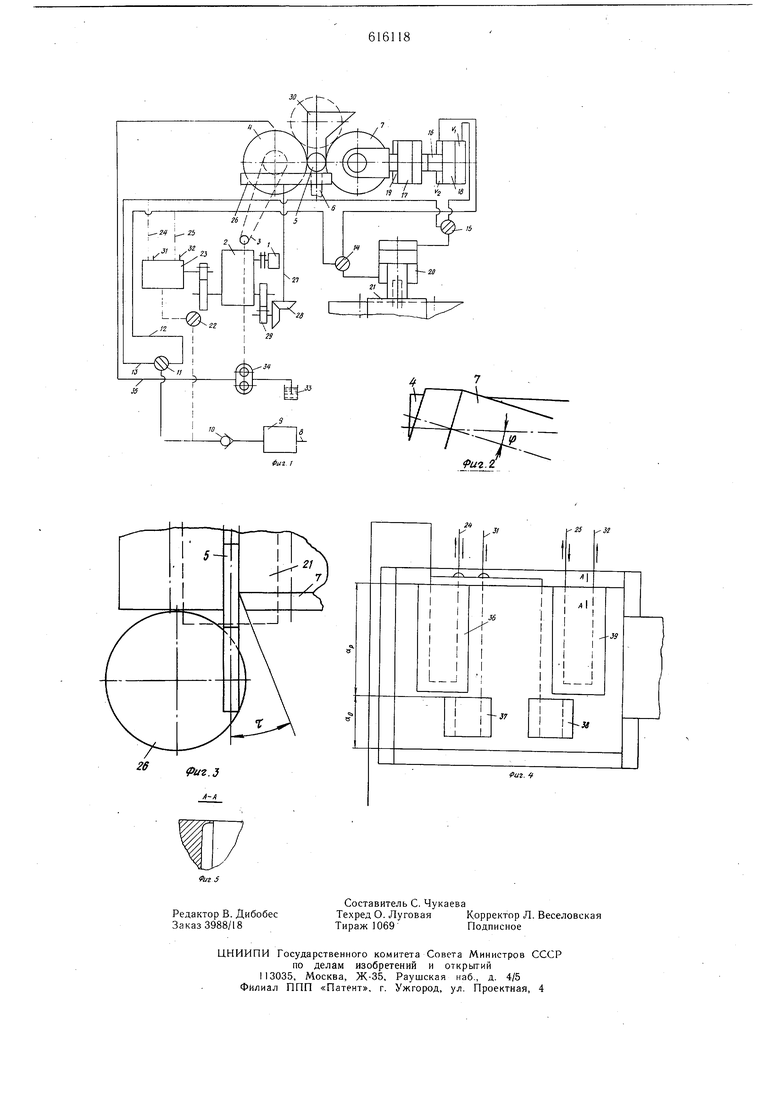
Сферу. Бак 33, насос 34 и трубопровод 35 составляют систему смазочно-охлаждающей жидкости (СОЖ). Обработка деталей по автоматическому циклу осуществляется следующим образом. От электродвигателяКфиг. 1) через двухступенчатый редуктор 2,цепную передачу 3 движение передается на цилиндрический ролик 4, который вращается с заданной окружной скоростью. Рабочая головка с вторым роликом подается в радиальном направлении для обеспечения заданного контактного усилия на деталь 5, ранее поданную из питателя 30 вращающимся диском 26 за счет сил трения. Ролик 7 имеет заборный конус на некоторой длине с углом т и установлен под углом ф по отношению ролика 4 (фиг. 2 и 3). Для обеспечения необходимого контактного усилия на детали 5 сжатый воздух из системы по трубопроводу 13 подводится в рабочий объем цилиндра YI и перемещает порщень 18 и далее рабочий ролик 7. Пневматический гидромультипликатор 16 увеличивает контактное усилие рабочей головки на обрабатываемую деталь 5 до заданного. Станок может работать по полуавтоматическому циклу. В этом случае кран 11 закрывают и пневмозолотник 23 соединяют с пневмосистемой краном 22. Плунжер пневмозолотника получает вращение через зубчатую передачу от редуктора 2. На фиг. 4 дана развертка плунжера (в этом случае управляющего органа станка) пневмозолотника с секторными пазами 36- 39. Вращающийся плунжер на участке сектора гхр обеспечивает подвод и выдержку рабочего ролика 7 при заданном усилии за счет подачи воздуха из системы через паз 36 по трубопроводу 24 в объем Vi, а из объема V г через паз 39 и отверстие 32 воздух сбрасывается в атмосферу. Далее плунжер, вращаясь в корпусе, соединяет через паз 38 и трубопровод 25 объем Уз с системой сжатого воздуха. На участке дуги а,-) происходит отвод порщня 18 и с помощью пружины 19 рабочего ролика 7. В этом время из объема Vi сжатый воздух по трубопроводу 24,паз 37 и отверстие 31 сбрасывается в атмосферу. Оператор снимает обрабатываемую деталь и ставит но-. . Цикл обработки (например, деталей с буртиками) повторяется. На фиг. 5 дано сечение секторного паза. Аналогично выгголнены остальные пазы. По мере износа рабочих роликов производится их правка. С этой целью правящий ролик 21 во время правки устанавливается горизонтально, соверщая с помощью цилиндра 20 возвратно-поступательные перемещения вдоль собственной оси и касаясь рабочих роликов 4 и 7. Пневмоцилиндр 20, прикрепленный на щарнире к станине, подает с помощью кранов 14 и 15 и работающего пневмозолотника 23 сжатый воздух то в верхнюю, то в нижнюю части цилиндра 20, порщень которого жестко соединен с роликом 21. Станок работает с использованием СОЖ, которая подается по трубопроводу 35 на вращающийся ролик 4. Предлагаемый станок позволяет повысить производительность обработки при сравнительной простоте конструкции и ее эксплуатации. Формула изобретения Бесцентровый станок для упрочняющей обработки наружных цилиндрических деталей пластическим деформированием, содержащий станину, загрузочное устройство, два противоположно расположенных и установленных под углом друг к другу рабочих ролика, один из которых имеет заборный конус, отличающийся тем, что, с целью обеспечения автоматической правки и подачи деталей, он снабжен закрепленным на станине вращающимся диском, ось которого смещена относительно оси симметрии рабочих роликов, и съемным правящим роликом, установленным с возможностью возвратнопоступательного перемещения вдоль своей оси. Источники информации, принятые во внимание при экпертизе; 1. Авторское свидетельство СССР № 239070, кл. В 24 В 39/00, 1967.
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторный станок для шлифования отверстий деталей | 1989 |
|
SU1660940A1 |
| Станок для обработки наружных цилиндрических поверхностей деталей | 1990 |
|
SU1764967A1 |
| Устройство для получения кольцевых деталей | 1976 |
|
SU648303A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ, СТАНОК ДЛЯ ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРОФИЛЯ | 1996 |
|
RU2179502C2 |
| КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2018 |
|
RU2697533C1 |
| УСТРОЙСТВО ДЛЯ СТАБИЛИЗАЦИИ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ КОЛЬЦЕВЫХ ДЕТАЛЕЙ | 2015 |
|
RU2608114C1 |
| Станок для обработки неметаллических материалов алмазным инструментом | 1981 |
|
SU973377A1 |
| БЕСЦЕНТРОВОЙ СТАНОК ДЛЯ ОБКАТКИ И СТАБИЛИЗАЦИИ КОЛЬЦЕВЫХ ДЕТАЛЕЙ | 2015 |
|
RU2608115C1 |
| БЕСЦЕНТРОВЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2019 |
|
RU2722943C1 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ДЕТАЛЕЙ | 2019 |
|
RU2728140C1 |