Предметом и;обретення является ручной гвоздильный станок для изготовления гвоздей из проволоки, с применением поднружиненных матриц, бойка, разводных резцов и зажимного механизма подачи проволоки.
В стайках подобного типа изготовление гвоздеГг обычно осунгествляется в 1 есколько приемов, что снижает их ироизвод1ггелы1ОС1.
В иредлагаемолг станке, с целью полного изготовления гвоздя за один ход рукоятки, нрнменена подв1-1 киая вдоль станины и соединенная с рукояткой каретка, взаимодействующая носрсдством рычагов с матрицами, бойком, разводными peзцa нl и механизмом подачи проволоки.
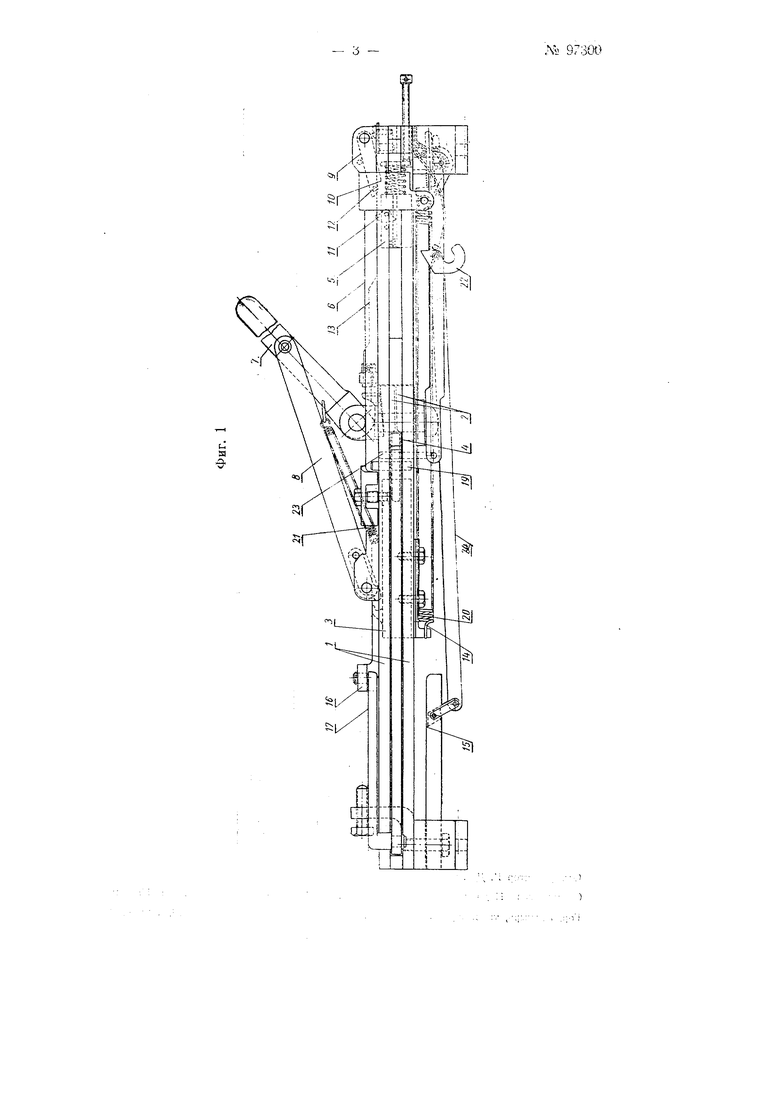
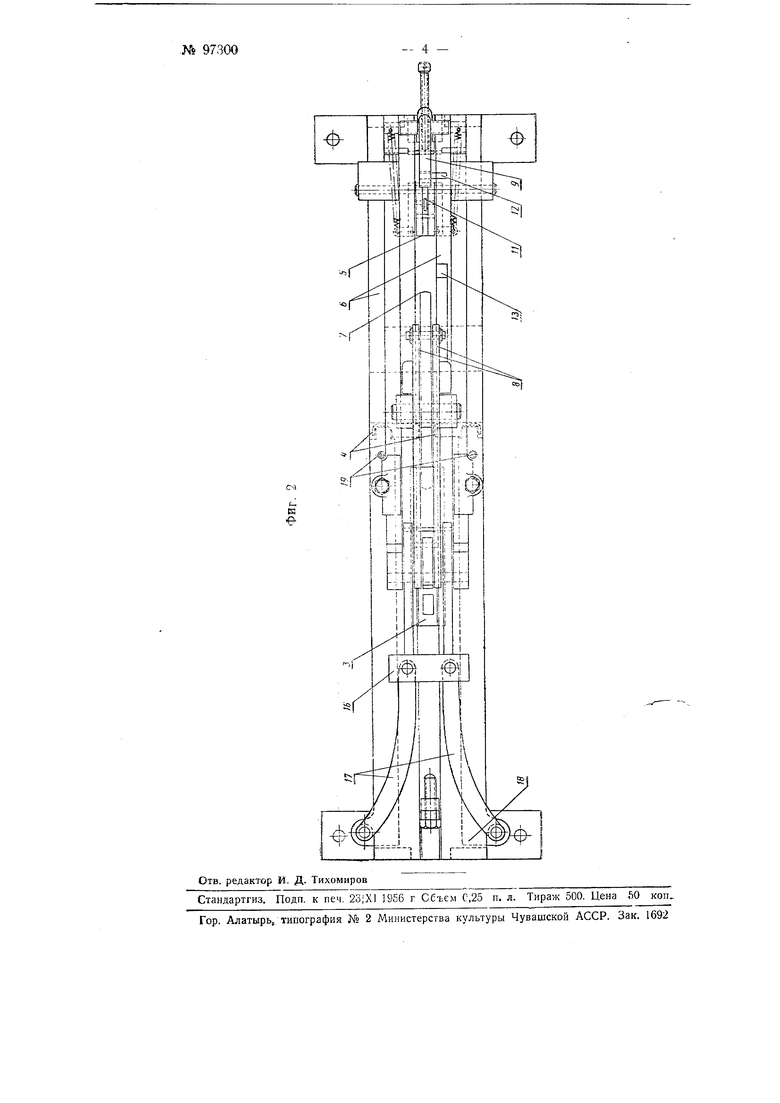
На фиг. 1 нзображеи общий вид станка; на фиг. 2-вид сверху.
Основой гвоздильного станка является станина /, служащая опорой для основных рабочнх механизмов, а илтенно-матриц 2 для зажима проволоки, подпружиненного бойка 3, разводных резцов 4 и механизма 5 подачи проволоки.
По направляЕопдим станины скользит каретка 6, соединенная с рукояткой 7 при помощи огарнирных рычагов 8. При движении рукоятки
вьерх каретка 6 получает поступательное движение на станине станка. При этом укрепленный на каретке толкатель 9 своим р.ыстуиом 10 поворачивает эксцентрпк //, который зажпмает проволоку i толкает весь механизм Л знере:. пока конец проволоки не н матр1Н1Л 2. При да,чы1еГннем движсшш каретки 6, упорный ипнфт 12 толкате.тя .9 поднимается n.iaiiKOi : 3. что освобождает ксцен-1рнк // и весь 5. к;)тор;Л 1 под дefiствием пружин во:;Е5р;иц;;ется li исходное по.южение. Одновременно нерсдн1н1 конец чарет чп 6 тол1-;;;ет боек 3 вперед до тех пор, пока он своим иижппм выступом М пе зайдет за защелку 15. От каретки 6 приводитс-т в двилчепие планка 16, в которой гиарнирно закреплепы рычаги 17, соединенные с рычагами 18, поворотньпн на оси 19. При движении плапки 16 вперед, по ходу движения каретки, рычаги 8 сводят своими концами разводные резцы 4, которые обрубают проволоку, образуя заострениьи{ конец гвоздя.
При обратном движе П1и рукоятки 7 каретка 6 возвращается в исходиое положение, растягивая иружину 20, соединяющую ес; с бойком 3. При этом соединенная с рукояткой 7 посредством пружиь- 2 планка 16 оттягивается назад и рычаги 18 вновь разводят резцы 4. При обратном ходе каретки 6. последняя отжимает вниз серьгу 22, приводя в действие рычаг 23, выбрасывающий готовый гвоздь из станка. Дальнейшим движением каретка 6 оттягивает поднружиненную тягу 24,, которая поворачивает защелку 15 и освобождает боек 3. Последний расплющивает конец проволоки, образуя щляпку гвоздя.
Таким образом, все рабочие операции но изготовлению гвоздя осуществляются за один полный ход рукоятки.
Предмет изобретения
Ручной станок для изготовления гвоздей из проволоки, выполненный с применением разводных матриц, подпружиненного бойка, разводных резцов и зажимного механизма подачи проволоки, отличающийс я тем, что в целях изготовления гвоздя за один ход рукоятки, применена подвижная вдоль станины и соединенная с рукояткой каретка, в: аимодействующая посредством рычагов с матрицами, бойком, разводными резцами и механизмом подачи проволоки.
-, я
6
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический штамповочный станок для изготовления ножовочных полотен из ленты | 1948 |
|
SU84545A1 |
| ГВОЗДИЛЬНЫЙ АВТОМАТ | 1971 |
|
SU435889A1 |
| Станок для склепывания язычка с трикотажной иглой | 1929 |
|
SU31282A1 |
| Гвоздильный автомат | 1978 |
|
SU820998A1 |
| Проволочно-гвоздильный автомат | 1977 |
|
SU766716A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ГВОЗДЕЙ | 1992 |
|
RU2019351C1 |
| ГВОЗДЕЗАБИВНОЙ СТАНОКВСЕСОЮЗ^!АЯ ПАТЕ1П :1С-Т^ХП«Ч^№АЯ _ библиотека МБА | 1971 |
|
SU291786A1 |
| Автомат для изготовления гвоздей | 1975 |
|
SU742013A1 |
| Гвоздильный автомат | 1981 |
|
SU988432A1 |
| Гвоздильный автомат | 1980 |
|
SU971552A1 |