I
Изобретение относится к области машиностроения и может быть использова™ но, например, в обувной промышленности для тиснения деталей из натуральных и искусственных кож.
Известен пресс для тиснения деталей содержащий закрепленную на станине подвижную траверсу и рабочий стол, пдиты для тиснения и охлаждения, смонтированные на нодвижной траверсвд и привод.
Недостаток указанного пресса заключается в том, что производительность его зависит от скорости смены рабочих позиций, установленных на столе, т.е. от скорости поворота рабочего стола. Однако скорость поворота стола нельзя увеличить, так как рабочий стол имеет большой вес и при смене каждой рабочей позиции его необходимо остананшивать.
Целью изобретения является повышение производительности и уменьшение габаритов пресса.
Указанная цель достигается тем, что пресс снабжен по крайней мере двумя установленными на столе матричными плитами, а стол имеет ограничительные буртики и направляющие пазы, выполненные параллельно буртикам и сторонам матричных плит, при этом пооледйие снабжены пальцакш, размешенными в направляюишх пазах и посредством шарнирной цепи связанныкш с приводом.
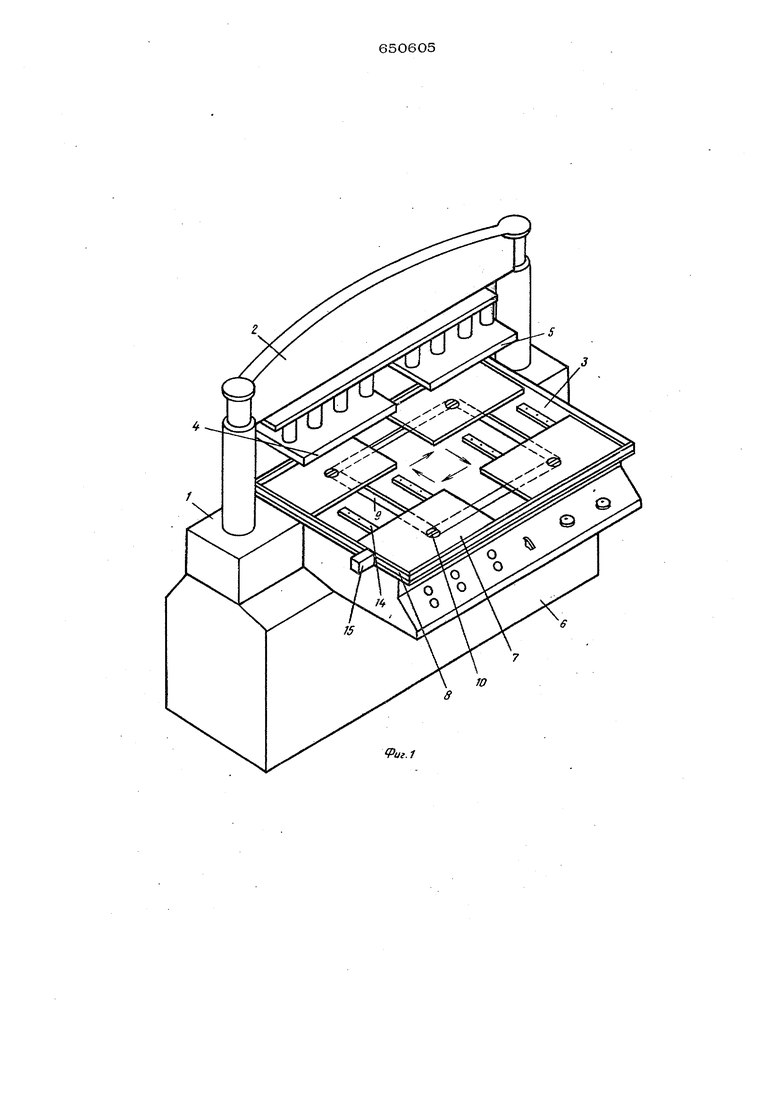
На фиг. 1 изображен пресс для тиснения деталей, общий вид; на фиг. 2 узел крепления пальца с матричной плитой и с шарнирной цепью.
Пресс для тиснения деталей содержит станину 1, на которой закреплена поовижная траверса 2 и рабочий стол 3. Подвижная траверса снабжена плитой 4 для тиснения и плитой 5 для охлаждения. Привод (на фиг. не показан) разм&щен в нижней части пресса 6.
Рабочий стол 3 выполнен в виде прямоугольника и имеет габариты IM м. На столе установлены матричные плиты 7| по периметру имекшдие ограничительные буртики 8, В столе 3 выполнены направляющие пазы 9, которые параллельны буртикам 8 и сторонам матричных плит 7. Матричные плиты снабжены пальцами 10, которые размешены в направляющих пазах и посредством шарнирной цепи 11 связаны с приводом Узел крепсения пальца 10 состоит из винта 12, который крепит матричную плиту 7 к пальцу 10, который смонтирован заподлицо с поверхностью матрич ной плиты 7 и свободно в ней проворачивается при изменении направления перемещения матричной плиты. В местах изменения направления движения матрич ной плиты установлены поворотные звез дочки 13, На поверхности рабочего сто ла 3 имеются шины 14 и конечный выключатель 15. Пресс для тиснения работает следую щим образом. Процесс тиснения осуществляют за четыре рабочие позиции на четырех мат ричных плитах 7. На первой матричной плите 7 укладывают заготовку и далее включают привод. Матричная плита перемещается на вторую рабочую позицию, где заготовка поступает под плиту 4 ДЛЯ тиснения, В свою очередь очередная матричная плита перемешается на освободившуюся первую позицию я воздействует на конечный выключатель is, который останавливает привод и подает команду на тиснение, плита 4 для тиснения приводится в действие, осуществляя процесс тиснения. 65 4 По истечении определенного периода времени реле времени системы управления прессом выдает команду на следующую операцию. Происходит перемещение со второй рабочей позиции на третью. В этом случае первая матричная плита с заготовкой поступает под плиту 5 для охлаждения. На четвертой рабочей позиции осуществляется снятие готовой заготовки с первой матричной плиты 7. В полном цикле время тиснения равно времени такта, что значительно повышает производительность, так как закладка, охлаждение и снятие заготовки проходят в период тиснения. Формула изобретения Пресс для тиснения деталей, содержащий закрепленную на станине подвижную траверсу и рабочий стол, плиты для тиснения и охлаждения, смонтированные HJ. подвижной траверсе, и привод, отличающийся тем, что, с целью повышения производительности и уменьшения габаритов, он снабжен по крайней мере двумя установленными на столе матричными плитами, а стол имеет ограничительные. бУР.тик направляющие пазы, выполненные параллельно буртикам и сторонам матричных плит, при этом последние снабжены пальцами, размешенными в направляющих пазах и посредством шарнирной цепи связанными с приводом.
W
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для штамповки крупногабаритных листовых заготовок | 1991 |
|
SU1834813A3 |
| Установка для штамповки деталей из листовых заготовок | 1979 |
|
SU863099A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Автоматизированный агрегат для горячей штамповки | 1978 |
|
SU904860A1 |
| Автооператор | 1983 |
|
SU1144842A2 |
| Автоматизированный комплекс для листовой штамповки | 1979 |
|
SU774722A1 |
| Механический пресс для штамповки лонжеронов | 1990 |
|
SU1779610A1 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1988 |
|
RU2006366C1 |
| Устройство для тиснения рисунка на обувных деталях | 1978 |
|
SU786973A1 |
| Установка формования блоков из арболита | 2015 |
|
RU2607683C1 |