кочастотных колебаний интенсивности светового излучения ванны.
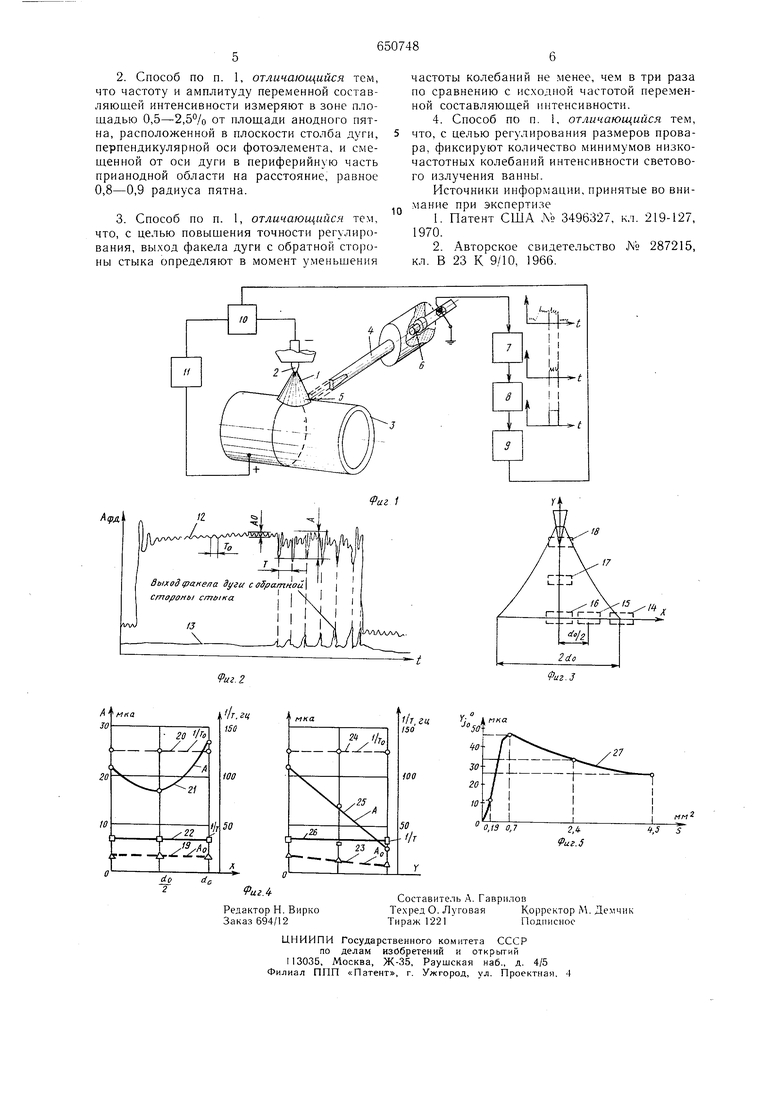
На фиг. 1 представлена схема для реализации способа; на фиг. 2 приведен вид характерной осциллограммы с записью интенсивности излучения ванны со стороны дуги и обратной стороны стыка. На фиг. 3, 4 и 5 показана cxeiMa измерений интенсивности излучения в разных точках столба дуги и значения частоты, амплитуды колебаний пере.менной составляющей интенсивности. На фигурах обозначено следующее: I - сварочная дуга, 2 - электрод, 3 - свариваемое изделие, 4 - корпус световода, 5 - зона столба дуги, б - фотоэлемент, 7 - блок регистрации частоты колебаний переменной составляющей интенсивности, 8 - блок регистрации амплитуды колебаний переменной составляющей, 9 - усилитель, 10 - исполнительный механизм, 11 - источник сварочного тока, 12 - осциллограмма интенсивности излучения ванны со стороны дуги, 13 - осциллограмма интенсивности излучения ванны с обратной стороны стыка, 14-18 - зоны измерения интенсивности излучения ванны, 19-20 - график изменения амплитуды и частоты переменной составляющей интенсивности в исходном состоянии в зависимости от расстояния от оси дуги, 21, 22 - графики изменения указанных выще параметров в момент выхода факела дуги с обратной стороны стыка, 23, 24 - графики изменения указанных параметров в исходном состоянии в зависимости от расстояния до свариваемого металла, 25, 26 - графики изменения указанных нараметров при выходе факела дуги с обратной стороны стыка, 27 - кривая изменения амплитуды пере.менной составляющей интенсивности излучения ванны в зависимости от плон1.ади зоны регистрации сигнала.
Предлагаемый способ осуществляется следующим образом. Возбуждают дугу 1 между электродом 2 и изделием 3. В начале процесса при горении дуги I между электродом 2 и изделием 3 по световоду 4 излучение ванны в зоне 5 попадает на фотоэлемент 6, по которому протекает ток 1о. Из-за флуктуации дуги происходит изменение интенсивности излучения с частотой 1/То (исходная) и амплитудой АО. В момент выхода факела дуги с обратной стороны стыка частота уменьшается до I/T, а амплитуда возрастает до А переменной составляющей интенсивности излучения ванны. Изменение частоты регистрирует блок 7, и на вход блока 8 поступает переменная составляющая , с частотой 1/Т и амплитудой А. В блоке 8 при достижении амплитудой заданной величины ерабатывает элемент и выдается сигнал усиливаемый блоком 9, на исполнительный механизм 10. Последний или прерывает сварочный ток от источника 11 или начинает
с определенной скоростью сварки перемещать электрод.
На графиках фиг. 4 представлены значения частоты и амплитуды переменной составляющей излучения ванны, измеренные в различных зонах столба дуги. Из графиков видно, что для получения сигнала о .моменте выхода факела дуги с обратной стороны стыка с максимальной амплитудой и частотой, меньщей в три и более раз, чем в исходном состоянии, световод 4 направляют перпендикулярно плоскости столба дуги и смещают на периферийную часть прианодной области, т. е. в зону 14.
Из графика фиг. 5 следует, что площадь
зоны выбирают в пределах 0,5-2,4 мм, что соответствует 0,5-2,5% от площади анодного пятна. Частота переменной составляющей интенсивности излучения ванны до выхода факела дуги с обратной стороны стыка составляет 125-130 Гц, а амплитуда 2-3 мка.
В момент выхода факела дуги с обратной стороны стыка частота составляет 35-40 Гц, а амплитуда в зоне 14 может достигать 46,8 мка. Следовательно, при у.меньшении частоты в три раза точнее определяют момент выхода факела дуги с обратной стороны стыка.
Размеры щва с обратной стороны стыка, как было установлено, можно регулировать регистрацией количества минимумов переменной составляющей интенсивности излучения, каждый из которых соответствует мо.менту выхода факела дуги с обратной стороны стыка.
Применение данного способа позволит разработать простую надежную систему автоматической регистрации момента выхода факела дуги с обратной стороны стыка при сварке проникающей дугой, что значительно повысит качество щвов в начале нроцесса. Это особенно важно при сварке стыков труб плазменной дугой и электронным лучом. Устройство, реализующее данный способ, позволит контролировать размеры нроплавления в процессе сварки стыковых соединений импульсной проникающей дугой.
Формула изобретения
1. Способ регулирования сварочного процесса по интенсивности светового излучения ванны, фиксируемой фотоэлементом, отличающийся тем, что, с целью обеснечения качественной сварки стыковых соединений проникающей дугой и упрощения оборудования, измеряют частоту и амнлитуду переменной составляющей интенсивности светового излучения ванны и по моменту возникновения низкочастотных колебаний с увеличенной амплитудой определяют выход факела дуги с обратной стороны шва.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования процесса электродуговой сварки | 1978 |
|
SU791478A1 |
| Способ регулирования процесса электродуговой сварки | 1977 |
|
SU742065A1 |
| Способ регулирования процессадугОВОй СВАРКи | 1978 |
|
SU793731A1 |
| Способ регулирования процесса дуговой сварки (его варианты) | 1983 |
|
SU1116615A1 |
| Способ автоматического регулирования длины дуги при сварке плавлением (его варианты) | 1982 |
|
SU1063554A1 |
| Способ регулирования процесса дуговой сварки | 1982 |
|
SU1134327A1 |
| Способ регулирования процесса дуговой сварки | 1983 |
|
SU1136906A1 |
| Способ сварки стабилизированной дугой | 1986 |
|
SU1431193A1 |
| Способ сварки плазменной проникающей дугой | 1985 |
|
SU1328106A1 |
| Способ дуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка и устройство для его осуществления | 1986 |
|
SU1434636A1 |
