Изобретение относится к области спарки, в частности в среде защитных nsoiTj и может найти пртгеиение в yflocrpoQHHHj авиационнойJ энергетиеской в нефтяной, химической и дру- гнх отраслях промыпленностиэ при прозводстве изделий из легкггх металлов и сплавов J в частности из алюминия crmanoB на его основе,
Целью изобретения является повы- ение эффективности процесса путем величения проплавляющей способности дуги и производительности,
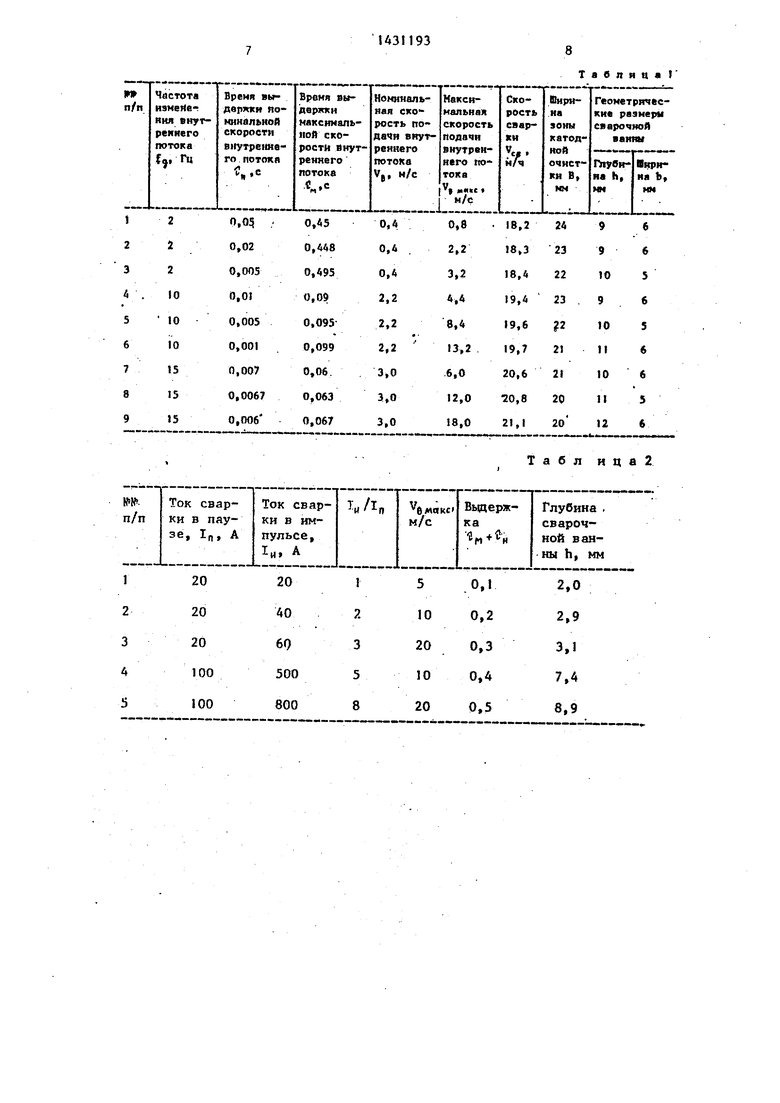
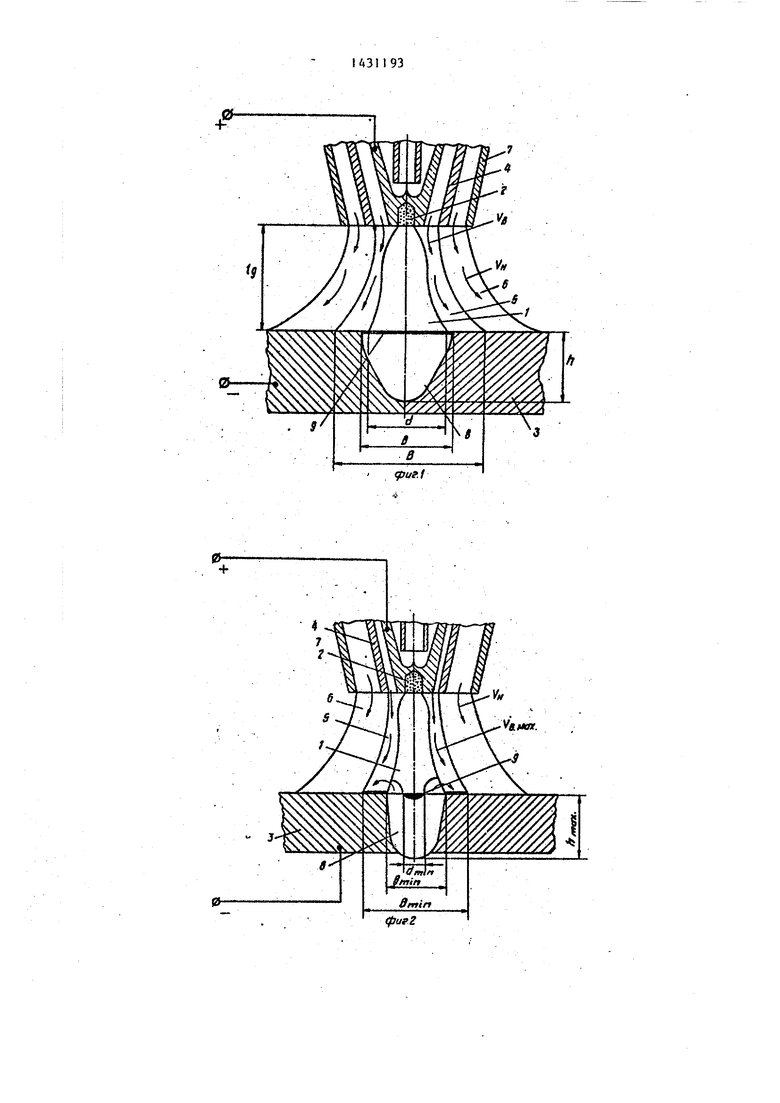
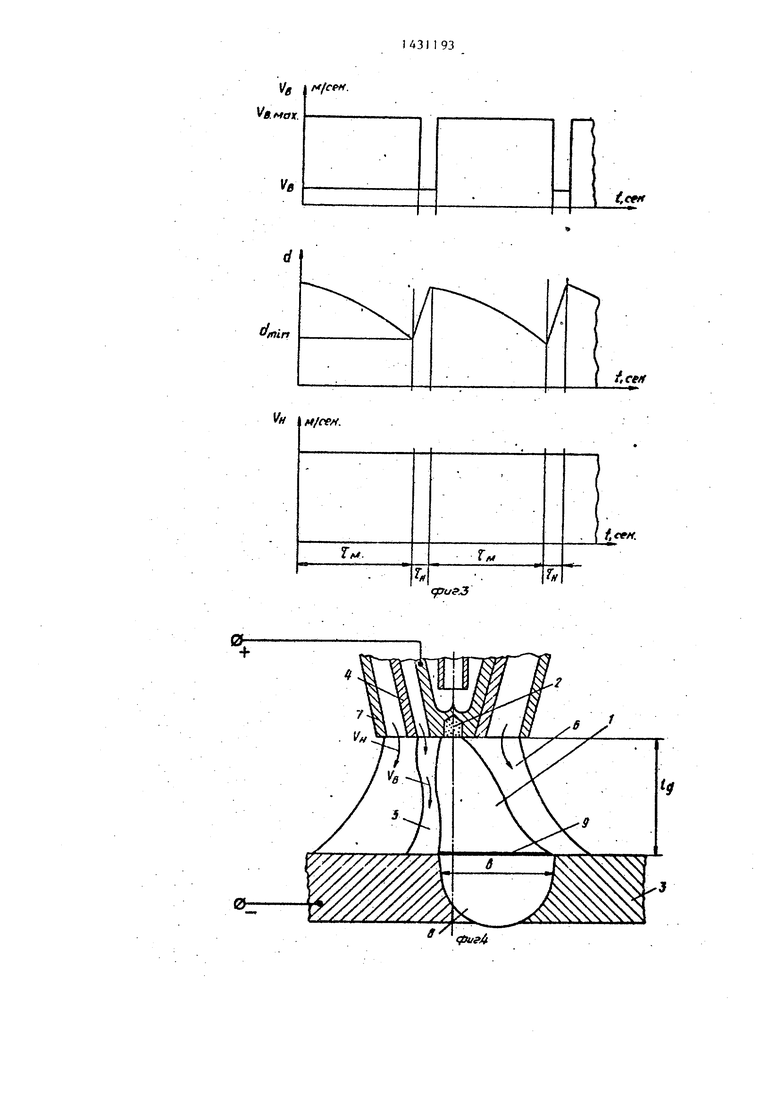
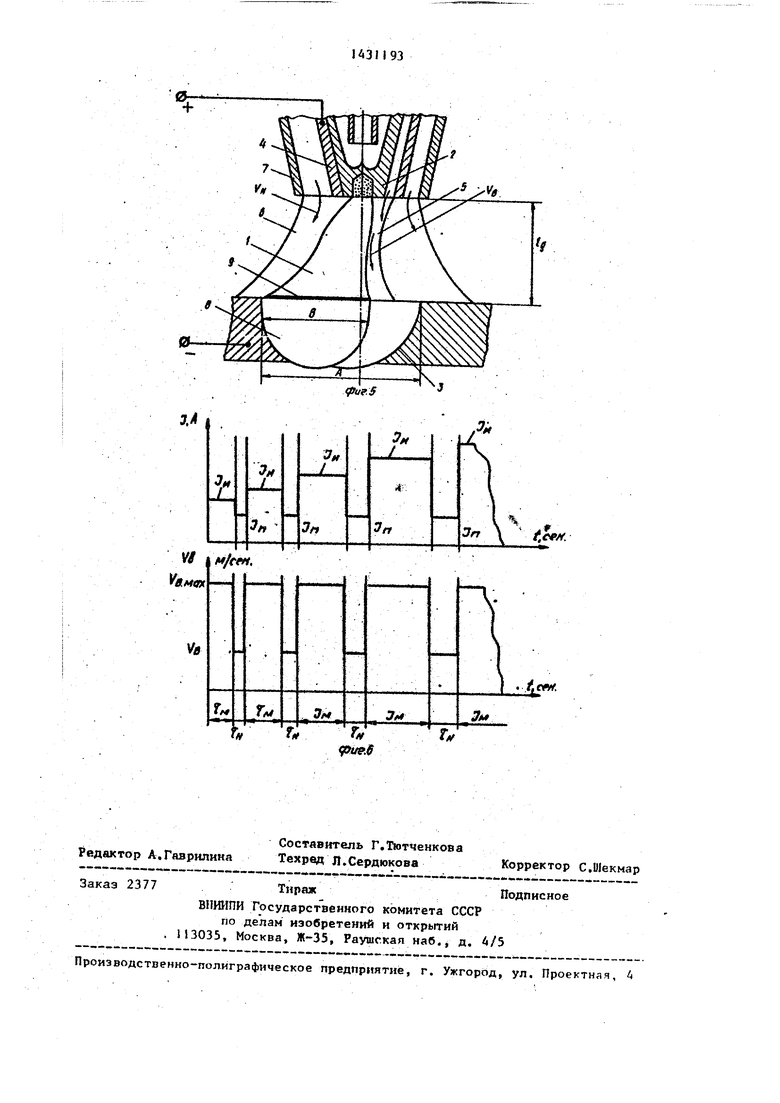
На фиг.1 показана схема предлага- jj емого способа сварки при воздействии па столб дуги внутреннего потока с номинальной скоростью; на фиг,2 - схема поздействия на столб дуги и ак тивное пятно па изделии внутреннего jn потока, имеющего максимс шьнуго скорость; па фиг«3 - циклограмма процесса сварки стабилизированной дугой; па фиг.4 - расположение столба дуги и активного пят)а на изделии при не- 25 рекрытии рабочего сечения, потока защитного газа с правой стороны; на фиг,5 - рлсположепие столба дуги и активного пятна на изделии при перекрытии рабочего сечегпгя внутренне- ,„ го потока защитного газа с левой сто- ропы; на фиг«6.- диклограмг- а увеличе- пил импульсов сварочного тока в зависимости от времени выдержки номш1аль- пой и максимальной скоростей внутреннего потока защитного газа. 5
Сварочную дугу (сМьфиг.1) возбуждают между неплавяиимся электродом 2 и стыком свариваемого изделия 3. Поток защитного газа разделяют при помощи стабилизирутощего сопла 4 на внутренний поток 5, Направлеппьш под углом к дуге и имеющий номинальную скорость V., равную 0,4-3,0 м/с, и наружпьШ поток 6, имеющтЧ скорость подачи Уц, ограниченным наружным соп- лом V. Наружный поток защитного газа 6 обеспечивает защиту сварочной ванпы 8. Внутренний поток 5 обжимает дугу 1, охлаждая ее поверхность. Активное пятно на изделии (катодное 50 пятио) имеет максимальный размер, ранньй d. Ширина зоны катодной очистки имеет размер аи° №фина сварочной ванны в этом случае равна Ь, а глубина h. При подаче внутреннего 55 потока 5 (см,фиг.2) сп скоростью , болыпЕй я (2-6) раз %„,,„, он воздей- ствуе т на дугу 1 и активное пя.тно
на изделии 9. При этом вследствие повютения зффективиости охлаждения боковой поверхности дуги 1 и зоны вокруг aKTtraHoro пятна 9 вследствие усиления процессов вынужденной конвекции происходит сжатие столба дуги 1 и уменьшение диаметра актгтного лятна 9 до d,j . Уменьшение диаметра активного пятна 9 до d;,Mn приводит к уменьшению ширины сварочной ванны до с одновременным увеличением ее глубины до ,f, При этом происходит уменьшение ширины зоны катодной очистки до мин вследствие стабилизации положения активного пятна 10. Однако дальнейшее воздействие на дугу 1 внутреннего потока 5. со скоростью приводит к возрастаршю скорости катодных потоков от изделия 3, снижению тешювложения в сварочную ванну 8, а следовательно, и уменьшению глубины проплавления и ухудшению катодной очистки вследствие уменьшения ее ширины. Поэтому, не дожидаясь уменьшения глубины проплавления, вновь уменьшают скорость подачи внутреннего потока 5 до значения Данные онера- ции вновь приводят к увеличению ширины зоны катодной очистки до с одновременным уменьшением глубины сварочной в.анны до h и увеличением ее ШИРИНЕ: до b.
В дальнейшем (фиг,3) изменение скорости подачи внутреннег о потока 5- осуществляют с частотой f-л (2 - 15) Гц и вЬщерэкиванием максимальной скорости ( подачи в (10-100) раз дольше номинальной, Следует отметить, ЧТО если максимальная скорость подачи внутреннего потока больше Vjj менее чем в 2 раза, то эффективность охлаждения стол.ба дуги I ухудшается j а стабилизация активного пятна 10 на изделии 3 не происходит. Если . больше fg более чем в б раз, то внутренний поток Сбудет турбулентным вследствие того, что число Рейнольдса, характеризующее степень турбулентности, будет более 2300, а увеличение степени турбулентности приводит к ухудшению з-ащиты сварочной вашгы 8.
Снижение частоты fд. изменения скорости внутреннего потока за1цитного газа от v до М , менее 2 Гц приводит к тому, что чрезмерно увеличивается ширина b сварочной ванны 8, а глубина проплавлпния h снитч-лется.
Увеличение частоты изменения Vv более 15 Гц приводит к неэффективному сжатию столба дуги и охлаждению зоны активного пятна на изделии 9, а инерционность сварочной ванны 8 будет при водить к тому, что глубина проплавле- ния (глубина сварочной ванны h) не будет достигать требуемой величины, При этом поддержание максимальной глубины сварочной ванны будет требовать уменьшения скорости сварки, что в свою очередь, будет снижать производительность процесса.
Таким образом, только изменяя ско- рость подачи внутреннего потока до определенных величин с определенной частотой и заданными попеременными вьщержками зтих скоростей обеспечива ем наивысшую эффективность процесса сварки стабилизированной дугой при хорошем качестве сварных соединений,
В случаях, когда требуется обеспечить качественную широкослойную нап
лавку, колебания дуги 1 поперек стык осуществляют попеременным перекрыти- .ем половины рабочего сечения внутреннего потока 5, при этом при перекрытии рабочего сечения с левой стороны дуга I под воздействием охлаждающего действия потока 5 (см,фиг,4) отклоняется в правую рторону. При последующем перекрытии рабочего сечения правой стороны (см, фиг,5) дуга 1 под охлаждающим действием внутреннего потока 5 отклоняется в левую сторону. При этом плазма дуги со стороны высокоскоростного потока 5 охлаждается интенсивнее, и размеры дуги 1 с этой стороны относительно оси симметрии уменьшаются, С другой стороны дуги 1 пограничные слои плазмы имеют более высокую температуру, а следовательно, и размеры, В результате электропроводная часть дуги 1, вклю- ча:я ее столб la и катодное пятно d на изделии, смещаются от оси симметрии в сторону, противоположную воз- дeйcтвию потока 5, Тепловое смещение дуги I относительно оси симметрии усиливается также за счет динамического воздействия внутреннего потока 5, имеющего меньшую температуру, а следовательно, большую плотность, чем плотность плазмь столба дуги 1,
В дальнейшем попеременное перекрытие рабочего сечения внутреннего потока защитного газа осуществляют с частотой ff « tO-20 Гц, При уменьшении
д
5
0
5
0
0
5
0
5
частоты ft перекрытия потока 5 менее 10 Гц бозможно образование подрезов на кромках сварочной ванны вследствие блуждания дуги. При увеличении частоты ff. перекрытия, потока 5 свыше 20 Гц наблюдается уменьшение амплитуды колебаний дуги вследствие инерционности ее перемещения.
При осуществлении сварки в импульсном режиме (см,фиг,6) скорость подачи V. внутреннего потока 5 увеличивают и myльcy сварочно 6 до
вмакс И РО
ГО тока 1„, а время вьщержки величин
этих скоростей /3 и 2 увеличивают прямо пропорционально отношению тока импульса I к к сварочному току в
-п
паузе I,
Несинхронное увеличение импульса тока по отношению к временам вьщержкн р и С приводит к снижению эффективности процесса, так как при этом наблюдается снижение глубины проплавле- ния h.
При реализации способа сварки стабилизированной дугой проплавляющую способность дуги 1 оценивали по относительной глубине проплавления h/b,- а производительность процесса опредеч ляли по изменению скорости сварки ,у а следовательно, по увеличению или уменьшению погонной энергии, вво димрй в изделие,
Геометрические размеры сварочной ванны определяли визуально с помощью микроскопа МБС-2 при 25-кратном увеличении на микрошлифах сварных соединений. Скорость сварки и временные задержки внутреннего потока измеряли электронным секундомером СЭЦ-100.
Примеры осуществления способа сварки стабилизированной дугой.
Способ сварки стабилизированной дугой был опробован на сварочной устаг новке СА-200 с использованием источника питания ТИР-300 ДМ и специаль ной горелки. Сваривали трубные образцы (S мм, изготовленные из сплава АМг-61, защитный газ - аргон.
Сварочную дугу 1 длиной 12 мм возбуждали при помощи осциллятора меяду водоохлаждаемым наконечником злект
рода 2 и трубным образцом 3, ОдноврвУ менно разделяли при помощи стабилизирующего сопла 4 горелки общий объем защитного газа на два аксиальных потока 5 и 6, внутренний из которых направляли под углом к дуге 1, а затем осуществляли сварку по пред,J5
агаемому способу и оценивали его эффективность.
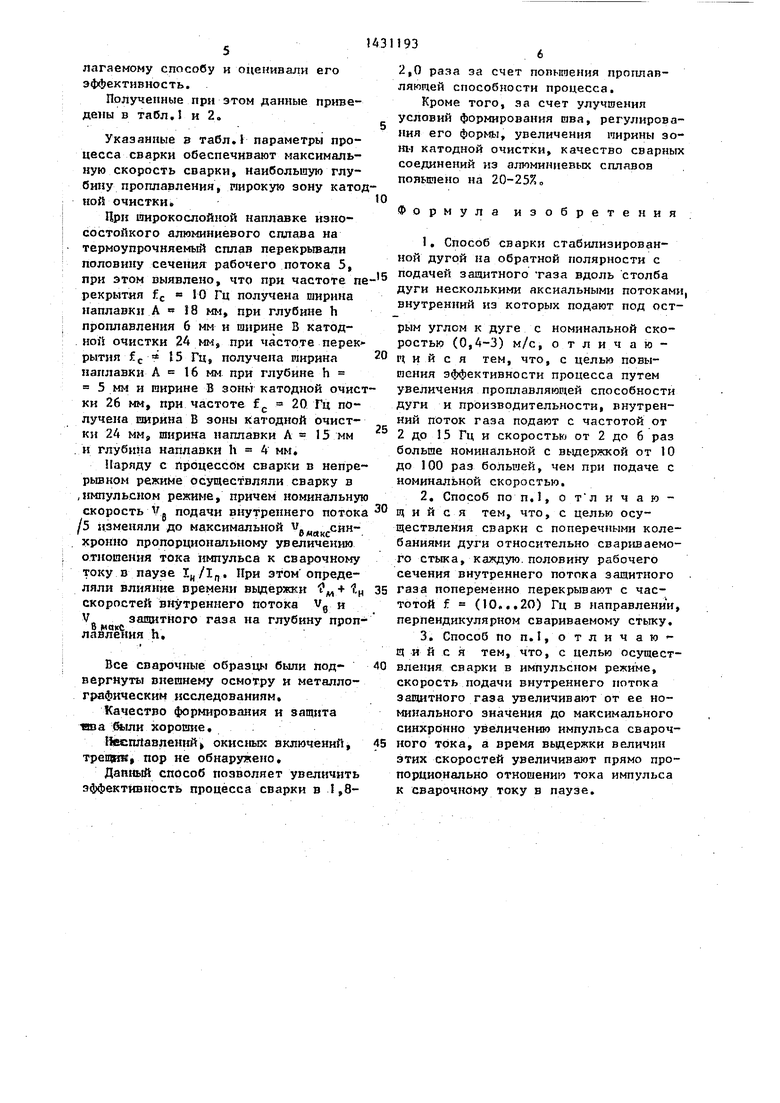
Полученные нри этом данные пр гаеены в табл.1 и 2. . 5
Указанные в табл.1 параметры процесса сварки обеспечивают максималь ную скорость снарки, наибольшую глубину проплавлеиия, иирокую зону катодной очистки
Цр« широкослойной наплавке иэно- состойкого алюминиевого сдлава на терноупрочняемый сплав перекрьгоали половину сеченигг рабочего потока 5, при этом выявлено, что при частоте пе рекрытия f{. 10 Гц получена ширина наплавки А « 8 мм, при глубине h проплавления 6 мм и ширине В катодной очистки 24 мм, при частоте перекрытия f с ° i5 Гц, нолучена ширина 20 наплавки А 16 мм при глубине h 5 мм и ширине В зоны катодной очистки 26 мм, при частоте f 20 Гц получена иирйна В зоны Катодной очистки 24 MMj, ширина наплавки А 15 мм и глубина наплавки h 4 мм.
аряду с Процессом сварки в непре рьшном режиме осуществляли сварку в импульсном режиме, причем номинальную скорость V. подачи внутреннего потока 5 изменяли до максимальной в/ийкс хронно пропорциональному увеличению отношения тока импульса к сварочному току в паузе , При этом определяли влияние времени выдержки J. 35 скоростей внутреннего потока и
V, запштного газа на глубину пропВ мвкс , .
лавления h.
Все сварочные образцы были под- 40 вергнуты внешнему осмотру и металлографический исследованиям.
Качество формирования и защита tma &ШИ xopotajie,
Иесплавлений включений, 45 треп51К, пор не обкарукено.
Данный способ позволяет увеличить эффективность процесса сварки в 1,825
5
5
20 35
40
45
25
2,0 раза за счет попыгаения проплав- ляюг1ей способности процесса.
Кроме того, аа счет улучшения условий формирования шва, регулирования его формы, увеличения ширины эо- ны катодной очистки, качество сварных соединений из алюминиевых сплавов повышено на 20-25%о
Формула изобретения
1.Способ сварки стабилизированной дугой на обратной полярности с подачей защитного таза вдоль столба дуги несколькими аксиальными потоками, внутренний из которых подают под острым углом к дуге с номинальной скоростью (0,4-3) м/с, отличающийся тем, что, с целью повышения эффективности процесса путем увеличения проплавляюр ей способности дуги и производительности, внутренний поток газа подают с частотой от
2 до 15 Гц и скоростью от 2 до 6 раз больше номинальной с выдержкой от 10 до 100 раз большей, чем при подаче с номинальной скоростью.
2.Способ ПОП.1, от личаю- щ и и с я тем, что, с целью осуществления сварки с поперечными колебаниями дуги относительно свариваемого стыка, каждую.половину рабочего сечения внутреннего потока защитного газа попеременно перекрьшают с частотой f (10.,.20) Гц в направлении, перпендикулярном свариваемому стьпсу.
3.Способ поп.1,отличаю - щ и и с я тем, что, с целью осуществления сварки в импульсном режиме, скорость подачи внутреннего потока защитного газа увеличивают от ее номинального значения до максимального синхронно увеличению импульса сварочного тОка, а время выдержки величин этих скоростей увеличивают прямо пропорционально отношению тока импульса к сварочному току в паузе.
Таблица Г
gjuf.l
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
| Неплавящийся электрод | 1980 |
|
SU889351A1 |
| Способ сварки магнитоуправляемой дугой | 1990 |
|
SU1817742A3 |
| СПОСОБ ДУГОВОЙ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ С КОМБИНАЦИЕЙ НЕПЛАВЯЩЕГОСЯ И ПЛАВЯЩЕГОСЯ ЭЛЕКТРОДОВ | 2019 |
|
RU2739308C1 |
| СПОСОБ СВАРКИ, НАПЛАВКИ И ПАЙКИ КОМБИНАЦИЕЙ ДУГ ПРЯМОГО И КОСВЕННОГО ДЕЙСТВИЯ | 2020 |
|
RU2758357C1 |
| Способ плазменной наплавки | 1990 |
|
SU1761402A1 |
| СПОСОБ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ КОМБИНАЦИЕЙ ДУГ | 2019 |
|
RU2728144C1 |
| Способ дуговой автоматической наплавки плавящимся электродом в инертном газе | 2022 |
|
RU2778341C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ И НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2021 |
|
RU2772563C1 |
Изобретение относится к сварке, в частности к сварке стабилизированной дугой легких металлов и сплавов таких, как arao tиний, бериллий, магний и их сплавов, и мояет быть применено в судостроении, авиационной прЬныиленности, химической и энергетической. Цель - повьшение. эффективности и производительности процесса сварки стабилизированной дугой за счет увеличения концентрации дуги и одновременного осуществления катодной очистки сварочной ванны. При сварке вдоль столба дуги, подают несколько аксиальных потоков защитного газа. Внутренний поток газа подают под ост рым углом к дуге с частотой от 2 до 15 Гц.и скоростью от 2 до б раз больше номинальной Вьщержка при этой скорости от 10 до 100 раз больше, чем при подаче с номинальной скоростью. При сварке с поперечными колебаниями дуги каждую половину рабочего сечения внутреннего потока защитного газа попеременно перекрывают с частотой от 10 до 20 Гц в направлении, перпендикулярном свариваемому стыку. При сварке в импульсном режиме скорость подачи внутреннего потока газа увеличивают синхронно увеличению импульса сварочного тока. Такое ведение процесса обеспечивает отсутствие несплавлений, окисньпс включений, урещин и пор, 2 табл. (Л 2 ЭаП ф-лы, б ип. S
фаег
fnin
f.CM
фuгЛ
риг.5
| Заявка Франции № 2060408, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Патент аЧА V 4101751, кл | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
