мой форме попых ориентированных изделий, и дутьевым наконечником з.
Недостатком этой установки является ограниченная эффективность термического кондиционирования ааготоБок из-за нехватки времени на эту операцию.
Целью изобретения являетса повышение эффективности термического кондиционирования за счет обеспечения пос ледоватепьного переноса заготовки из устройства для предварительного формования в последующие устройства.
Для достижения цели предлагаемая установка снабжена закрепленными на станине и установленными над устройствами Рля предварительного формования, термического кондиционирования и окончательного формования направляющими, с размешенной на них кареткой с захватами, взаимодействующими с заготовками.
З сваты могут быть выполнены в виде шарнирно соединенных губок и губки могут быть выполнены с рельефом. Кроме того, устройство для предварительного формования заготовок, устройство для термического кондиционирования заготовок и устройство для окончательного формования заготовок расположен ы в ряд и по прямой линии на одинаковых расстояниях одно от ЛРУгого,а захваты установлены на каретке аа расстоянии, равном расстоянию между двумя соседними устройствами.
Такое выполнение установки обеспечивает эффективное термическое кондиаионнрование за счет обеспечения последовательного переноса заготовки из устройства для предварительного формования в .последующие устройства.
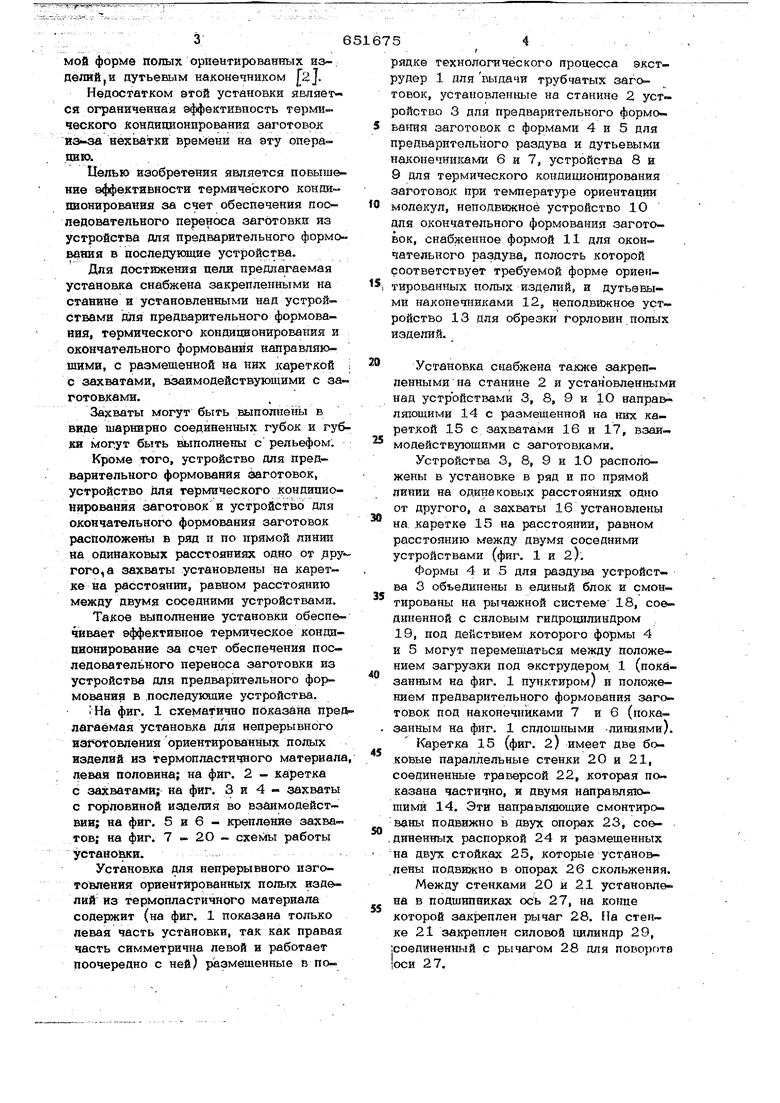
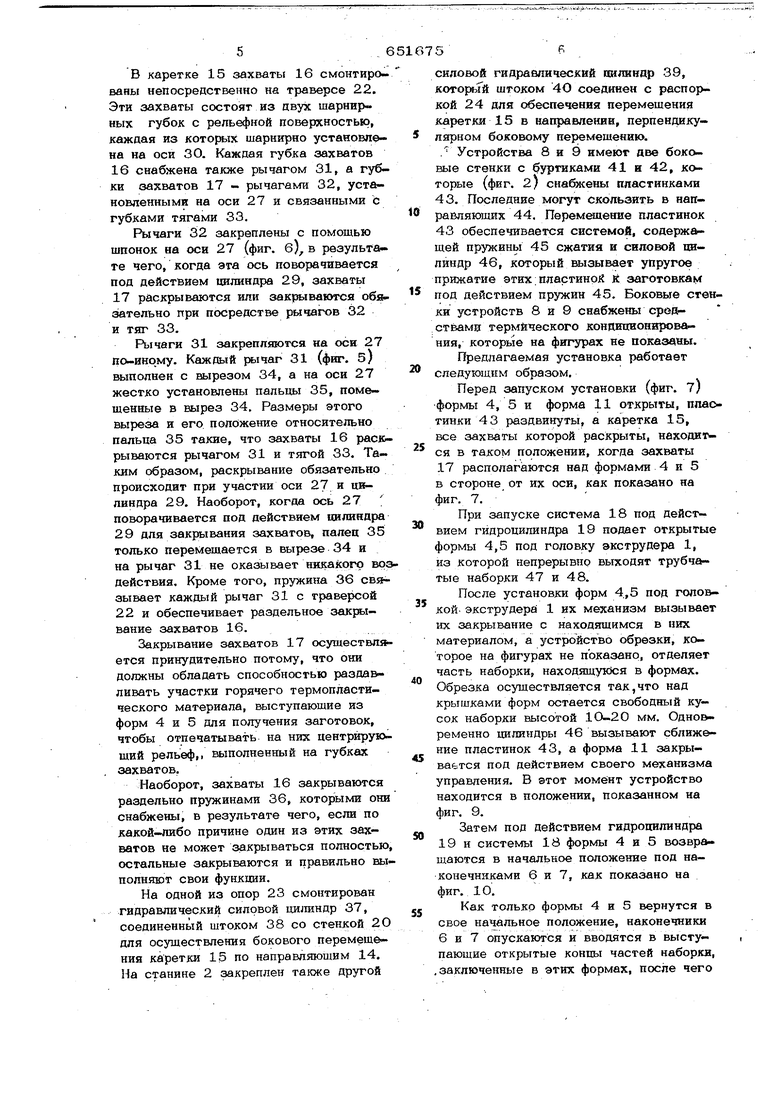
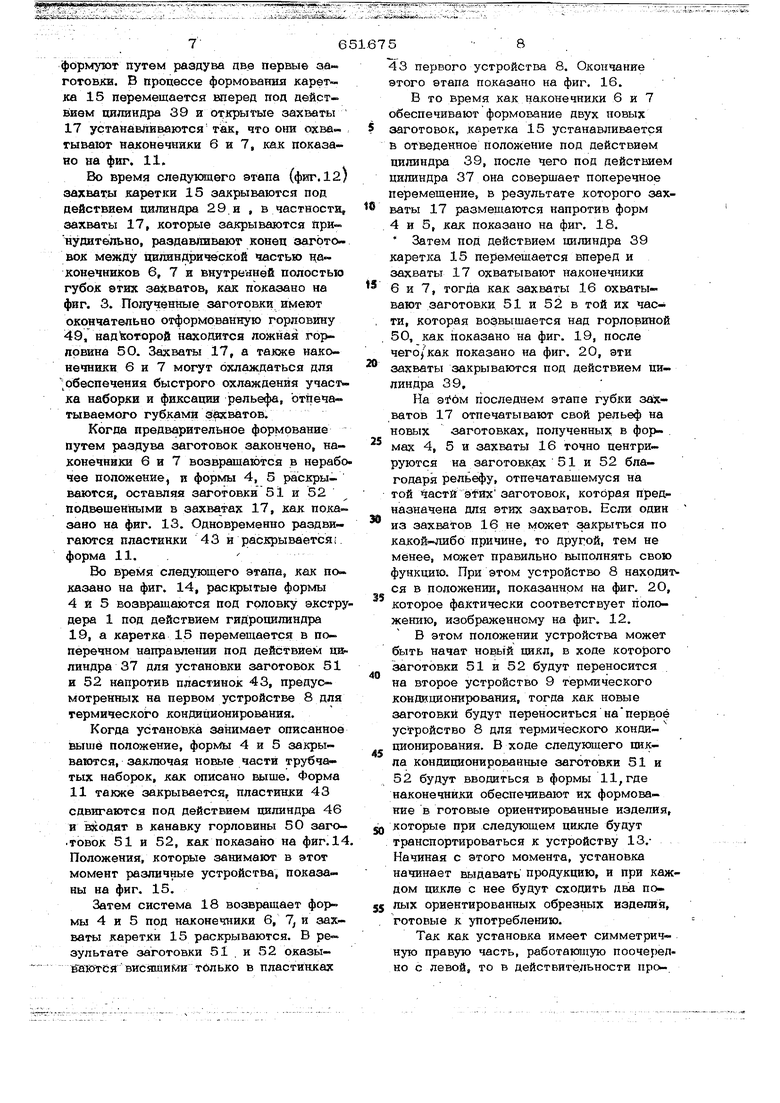
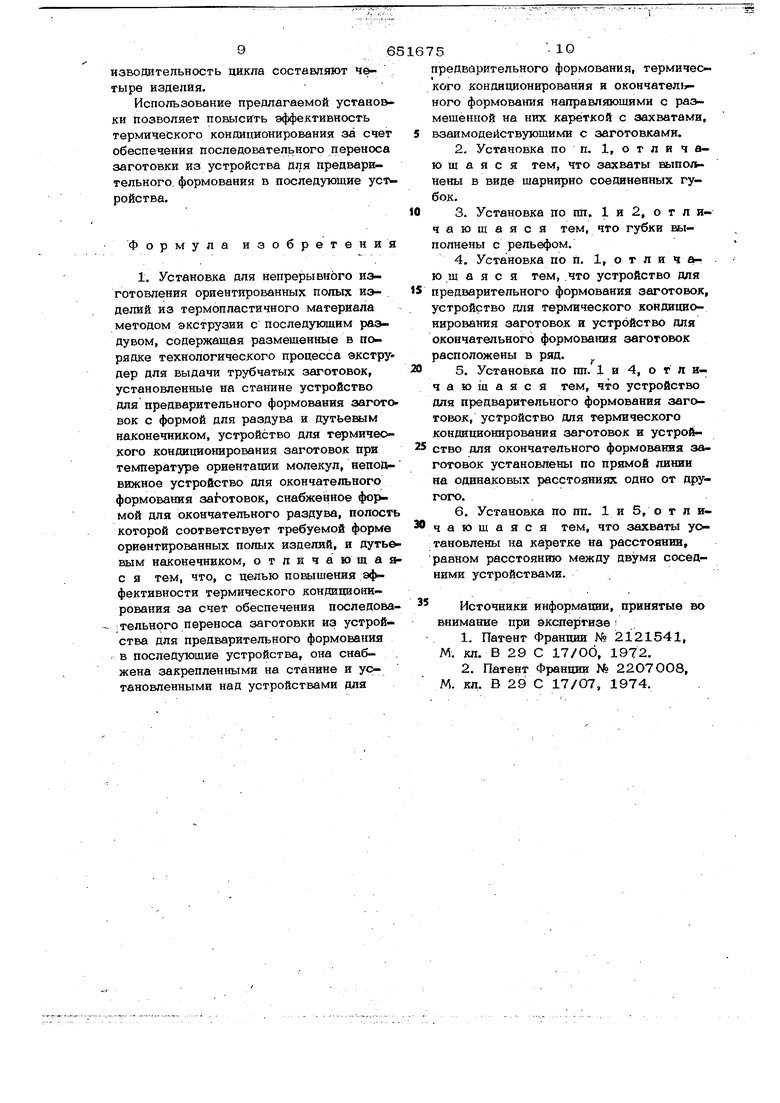
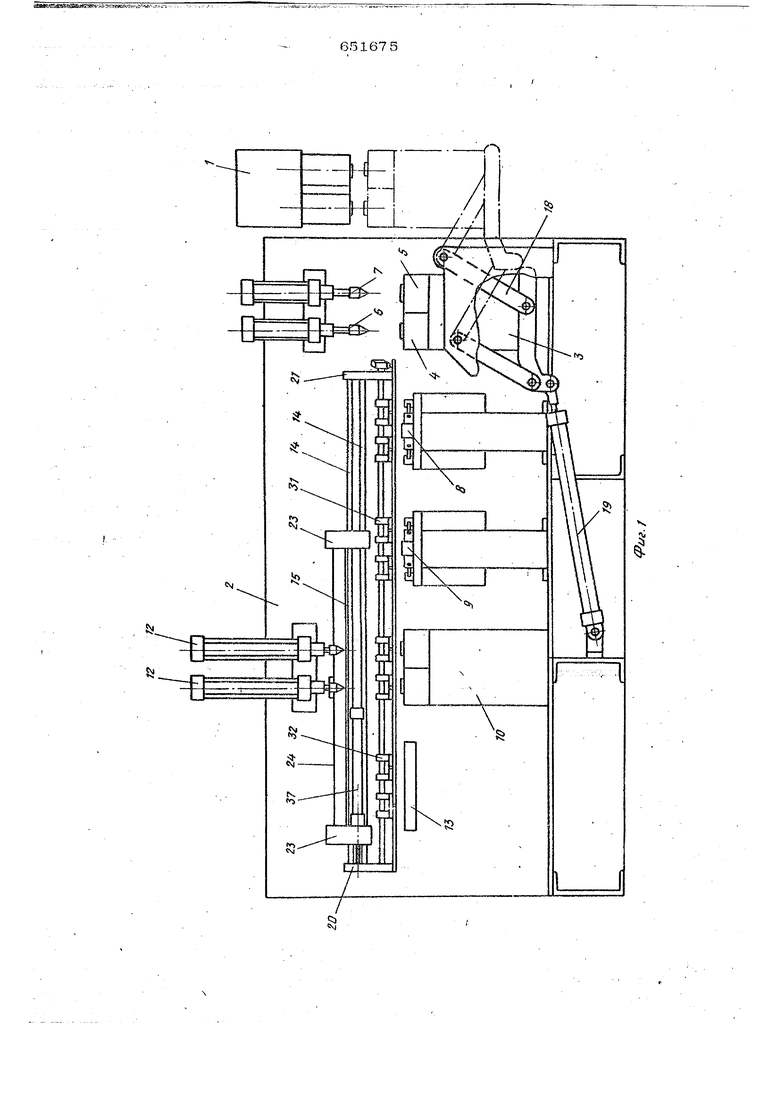
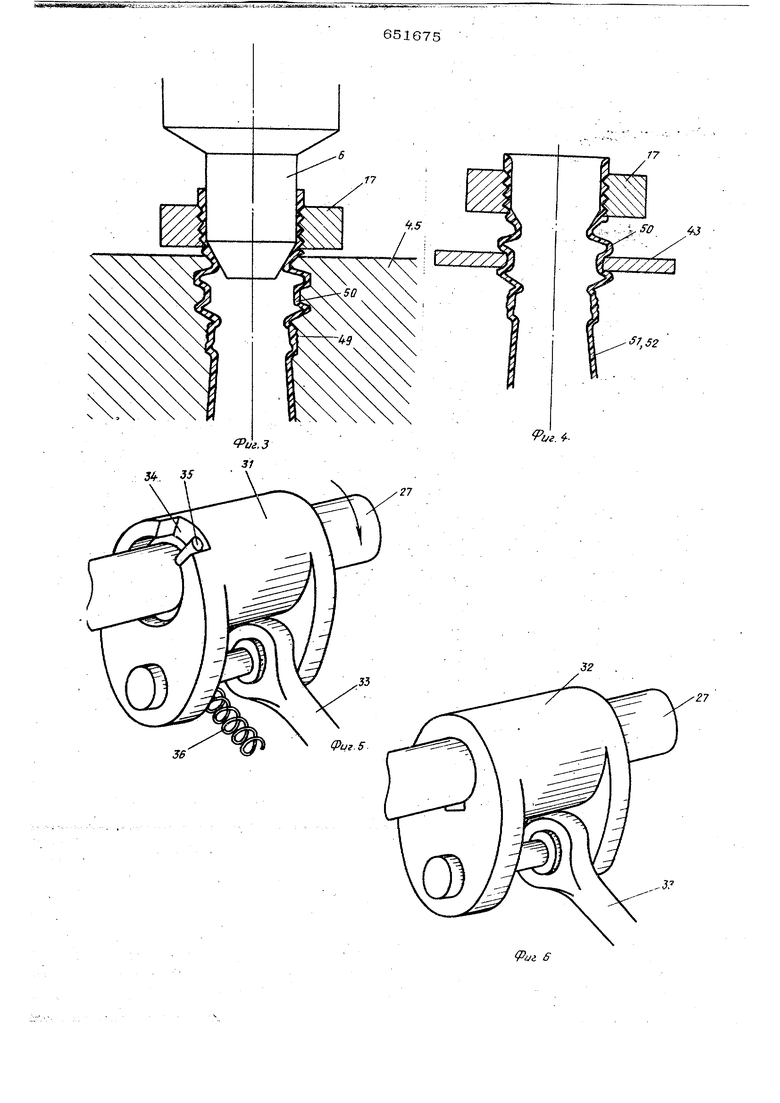
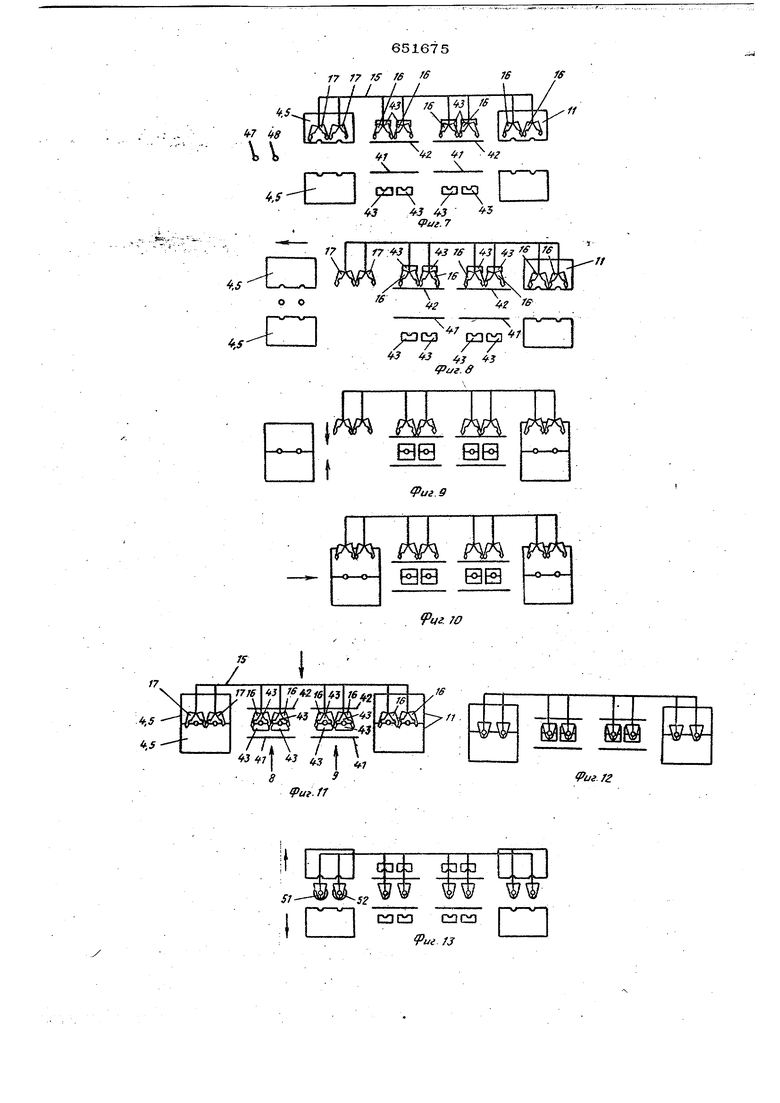
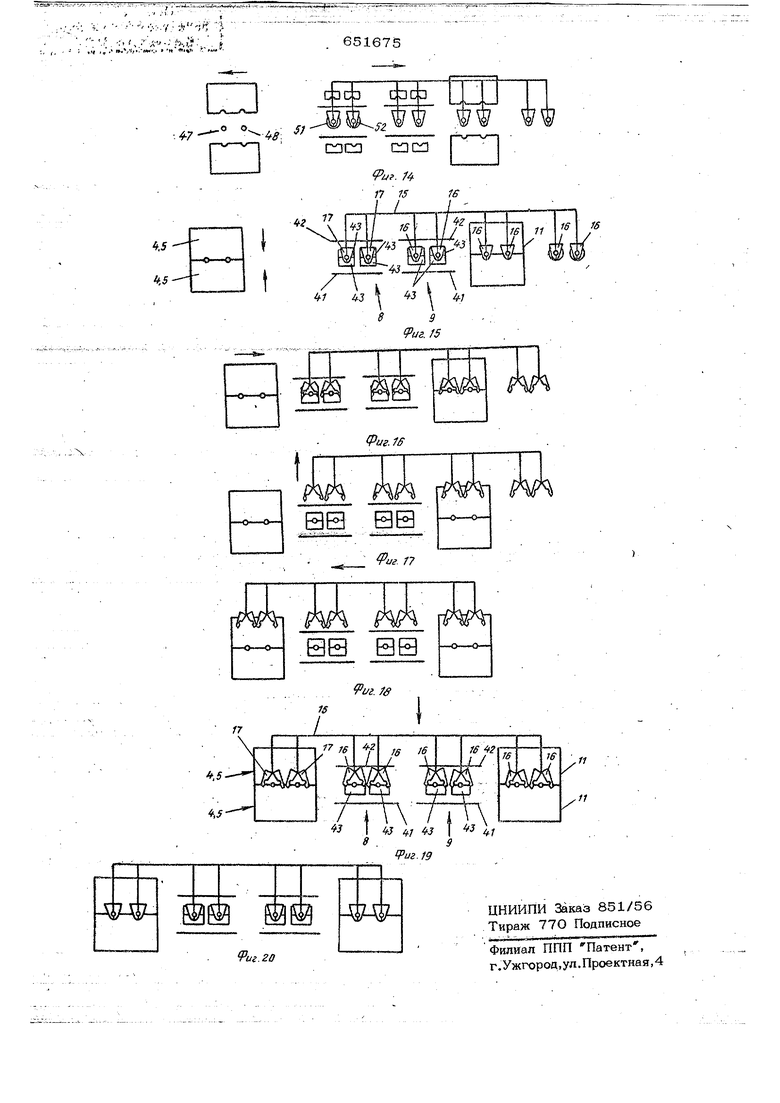
i На фиг. 1 схематично показана пред лагаёмая установка для непрерывного ИётЧэговпения ориентированных полых изделий из термопластичного материала левая половина; на фиг. 2 - кйретка с захватами; на фиг. 3 и 4 - захваты с горловиной изделия во взйимодействни; на фиг. 5 и 6 - крепление захва- тов; на фиг. 7 - 2О - схемы работы установки.
Установка для непрерывного изготовления ориентированных полых из термопластичного материала содержит (на фиг. 1 показана только левая часть установки, так как правая часть симметрична левой и работает поочередно с ней) р5аэмещенные в порядке технологического процесса экструдер 1 для выдачи трубчатых заготовок, установленные на станине 2 устройство 3 для предварительного формовання заготовок с формами 4 и 5 для предварительного раздува и дутьевыми иаконечни5сами 6 н 7, устройства 8 и 9 для термического кондиционирования заготовок при температуре ориентации молекул, неподвижное устройство 10 для окончательного формования заготовок, снабженное формой 11 для окончательного раздува, полость которой соответствует требуемой форме ориентированных полых изделий, и дутьевыми наконечниками 12, неподвижное уст ройство 13 для обрезки горловин полых изделий.
Установка снабжена таклсе закрепленными на станине 2 и установленными над устройствами 3, 8, 9 и 10 напраг ЛЯ10ЩИМИ 14 с размешенной на них кареткой 15 с захватами 16 и 17, взаимодействующими с заготовками.
Устройства 3, 8, 9 и 10 расположены в установке в ряд и по прямой линии на одинаковых расстояниях одно от другого, а захваты 16 установлены на каретке 15 на расстоянии, равном расстоянию между двумя соседними устройствами (фиг. 1 и 2).
Формы 4 и 5 для раздува устройства 3 объединены в единый блок и смонтированы на рычажной системе 18, соеднненной с силовым гидроцилиндром 19, под действием которого формы 4 и 5 могут перемещаться между положением загрузки под экструдером. 1 (показанным на фиг. 1 пунктиром) и положением предварительного формования заготовок под наконечниками 7 и 6 (пока. занным на фиг. 1 сплошными -линиями).
Каретка 15 (фиг. 2) имеет две боковые параллельные стенки 20 и 21, соединенные траверсой 22, которая показана частично, и двумя направляющими 14. Эти направляющие смонтированы подвижно в двух опорах 23, сое.диненных распоркой 24 и размещенных на двух стойках 25, которые установлены подвижно в опорах 26 скольжения.
Между стенками 20 и 21 установлена в подшипниках ось 27, на конце которой закреплен рычаг 28. fla стенке 21 закреплен силовой цилиндр 29, :соединенный с рычагом 28 для повороте оси 27.
В каретке 15 захваты 16 смонтиро ваны непосредственно на траверсе 22. Эти захваты состоят из двух шарнирных губок с рельефной поверхностью, кажаая из которых шарнирно установлена на оси 30. Каждая губка захватов
16снабжена также рычагом 31, а губки захватов 17 - рычагакга 32, уста новпенными на оси 27 и связанными С губками тягами 33,
Рычаги 32 закреплены с помощью шпонок на оси 27 (фиг. б), в результате чего, когда эта ось поворачивается под действием цилиндра 29, захваты
17раскрываются или закрываются обязательно при посредстве рычагов 32
и тяг 33.
Рычаги 31 закрепляются на оси 27 по-ино.му. Каждый рычаг 31 (фиг. 5) выполнен с нырезом 34, а на оси 27 жестко установлены пальцы 35, помещенные в вырез 34, Размеры этого выреза и его положение относительно пальца 35 такие, что захваты 16 раскрываются рычагом 31 и тягой 33. Таким образом, раскрывание обязательно происходит при участии оси 27. и цилиндра 29. Наоборот, когда ось 27 поворачивается под действием цилиндра 29 для закрывания захватов, палец 35 только перемешается в вырезе 34 и на рычаг 31 не оказывает никакого воздействия. Кроме того, пружина 36 связывает каждый рычаг 31 с траверсой 22 и обеспечивает раздельное закрывание захватов 16,
Закрывание захватов 17 осушествл ется принудительно потому, что они должны обладать способностью раздавливать участки горячего термопластического материала, выступающие из форм 4 и 5 для получения заготовок, чтобы отпечатывать на них центрирующий рельеф,, выполненный на губках захватов.
Наоборот, захваты 16 закрываются раздельно пружинами 36, которыми они снабжены, в результате чего, если по какой-либо причине один из этих захватов не может закрываться полностью остальные закрываются и правильно выполняют свои функции.
На одной из опор 23 смонтирован гидравлический силовой цилиндр 37, соединенный штоком 38 со стенкой 2О для осуществления бокового перемещения каретки 15 по направляюишм 14. На станине 2 закреплен также другой
силовой гидрав/шческий (шлиндр 39, который штоком 4О соединен с распоркой 24 для обеспечения перемещения каретки 15 в направлении, перпендикулярном боковому перемещению. . Устройства 8 и 9 имеют две боковые стенки с буртиками 41 н 42, которые (фиг. 2/ снабжены пластинками 43. Последние могут скользить в нап0равляющих 44, Перемещение пластинок 43 обеспечивается системой, содерж щей пружинь 45 сжатия и силовой 1Шлиндр 46, который вызывает упругое прижатие этих:пластиной К заготовкам
5 под действием пружин 45. Боковые стенки устройств 8 и 9 снабжены средствами термического кондиционирования, которые на фигурах не показаны.
Предлагаемая установка работает
Q следующим образом.
Перед запуском установки (фиг. 7) формы 4, 5 н форма 11 открыты, плао тинки 43 раздвинуты, а каретка 15, все захваты которой раскрыты, находит
5 ся в таком положении, когда захваты 17 располагаются над формами 4 и 5 в стороне от их оси, как показано на фиг, 7,
При запуске система 18 под деист.
0 вием гйдроцилиндра 19 подает открытые формы 4,5 под головку экструдера 1, из которой непрерывно выходят трубчатые наборки 47 и 48.
После установки форм 4,5 под голов35кой, экструдера 1 их механизм вызывает их закрывание с находящимся в них материалом, а устройство обрезки, которое на фигурах не показано, отделяет часть наборки, находящуюся в формах.
0 Обрезка осуществляется так,что над крышками форм остается свободный кусок наборки высотой 1О-20 мм. Одновременно цилиндры 46 вызывают сближение пластинок 43, а форма 11 закры5вается под действием своего механизма управлеш я. В этот момент устройство находится в положении, показанном на фиг, 9.
Затем под действием гндроцилиндра
0 19 и системы 18 формы 4 и 5 возвращаются в начальное положение под наконечниками 6 и 7, как показано на фиг. 10.
Как только формы 4 и 5 вернутся в свое начальное положение, наконечники 6 и 7 опускаются и вводятся в выступающие открытые концы частей наборки, .заключенные в этих формах, после чего 76 формуют йутем раздува пве первые за готовхи. В процессе формоватш каретка 15 перемещается вперед под деиств;ивм цилиндра 39 и открытые захваты 17 устанавливаются так, что они охватывают наконечники 6 и 7, как показано на фиг. 11. Во время следующего этапа (фиг. 12 захваты каретки 15 закрываются под действием цилиндра 29 и , в частности захваты 17, которые закрываются Принудительно, раздавйиваюг коней загото вок между цилиндрическоЁ частью наконечников 6, 7 и внутренней полостью губок этих захватов, как показано на фиг. 3. Полученные заготовки имеют окончательно отформованную горловину 49, над оторой находится ложная горловина 5О. Захваты 17, а также наконечники 6 и 7 могут охлаждаться для обеспечения быстрого охлаждения участ ка наборки и фиксации рельефа, отпечатываемого губками захватов. Когда предварительное формование путем раздува заготовок закончено, наконечннки б и 7 возвращаются в нерабо чее положение, и формы 4, 5 раскрываются, оставляя заготовки 51 и 52 подвешенными в захватах 17, как показано на фиг, 13. Одновременно раздвигаются пластинки 43 и раскрывается; форма 11. Во время следующего этапа, как показано на фиг. 14, раскрытые формы 4 и 5 возвращаются под головку экстру дера 1 под действием гидроцилиндра 19, а каретка 15 перемещается в поперечном направлении под действием ци линдра 37 для установки заготовок 51 и 52 напротив пластинок 43, предусмотренных на первом устройстве 8 для термического кондиционирования. Когда установка занимает описанное выше положение, формы 4 и 5 закрываются, заключая новые части трубчатых наборок, как описано выше. Форма 11 также закрывается, пластинки 43 сдвигаются под действием цилиндра 46 и входят в канавку горловины 50 заготовок 51 и 52, как показано на фиг. 14 Положения, которые занимают в этот момент различные устройства, показаны на фиг. 15. Затем система 18 возвращает формы 4 и 5 под наконечники 6, 7 и захваты каретки 15 раскрываются. В ре зультате заготовки 51 , и 52 оказываются висящими только в пластинках 5 43 первого устройства 8. Окончание этого этапа показано на фиг. 16. В то время как наконечники 6 и 7 обеспечивают формование двух новых заготовок, каретка 15 устанавливается в отведенное положение под действием цилиндра 39, после чего под действием цилиндра 37 она совершает поперечное перемещение, в результате которого захваты 17 размещаются напротив форм 4 и 5, как показано на фиг. 18. Затем под действием цилиндра 39 каретjca 15 перемешается вперед и захваты 17 охватывают наконечники 6 и 7, тогда как захваты 16 охватывают заготовки 51 и 52 в той их части, которая возвышается над горловиной 50, как показано на фиг. 19, после чего/как показано на фиг. 20, эти захваты закрываются под действием цилиндра 39, На efoM последнем этапе губки захватов 17 отпечатывают свой рельеф на новых заготовках, полученных в фор- . мах 4, 5 и захваты 16 точно центрируются на заготовках 51 и 52 благодаря рельефу, отпечатавшемуся на той части заготовок, которая предназначена для этих захватов. Если один из захватов 16 не может закрыться по какой-либо причине, то другой, тем не менее, может правильно выполнять свою функцию. При этом устройство 8 находится в положении, показанном на фиг. 20, которое фактически соответствует положению, изображенному на фиг. 12. В этом положении устройства может быть начат новь1й цикл, в ходе которого заготовки 51 и 52 будут переносится на второе устройство 9 термического кондиционирования, тогда как новые заготовки будут переноситься напервое устройство 8 для термического кондиционирования. В ходе следующего цикла кондиционированные заготовки 51 и 52 будут вводиться в формы 11, где наконечники обеспечивают их формование в готовые ориентированные изделия, которые при следующем цикле будут транспортироваться к устройству 13.Начиная с этого момента, установка начинает выдавать продукцию, и при каждом цикле с нее будут сходить два попь1Х ориентированных обрезных изделия, готовые к употреблению. Так как установка имеет симметричную правую часть, работающую noo4ej)enно с левой, то в действительности производительность цикла составляют четыре изделия.
Использование предлагаемой устано&ки позволяет повысить эффективность термического кондиционирования за счет обеспечения последовательного переноса заготовки из устройства для предварительного, формования в последующие устройства.
Формула изобретения
1. Установка для непрерывного изготовления ориентированных полых иэ- . делий из термопластичного материала методом экструзии с последующим раздувом, содержащая размещенные в порядке технологического процесса экструдер для выдачи трубчатых заготовок, установленные на станине устройство для предварительного формования аагото вок с формой для раздува и рутьевым наконечником, устройство для термического кондиционирования заготовок при температуре ориентации молекул, непо)1вижное устройство для окончатега ного формования заготовок, снабженное формой для окончательного раздува, полость которой соответствует требуемой форме ориентированных полых изделий, и дуть&вым наконечником, отлнчающаяс я тем, что, с целью поизтшення эффективности термического кондиционирования за счет обеспечения последовательного переноса заготовки из устройства для предварительного формования в последующие устройства, она снабжена закрепленными на станине и ус тановленными над устройствами для
предварительного формования, термичес кого кондиционирования и oкoнчaтeл Jного формования направляющими с раэ мещенной на них кареткой с захватами, взаимодействующими с заготовками.
2. Установка по п. 1, о т л и ч а- ю щ а я с я тем, что захваты выпо/ нены в виде шарнирно соединенных губок,
3. Установка по пп. 1 и 2, о т л ичающаяся тем, что губки выполнены с рельефом.
4. Установка по п. 1, о т л и ч аю щ а я с я тем, что устройство для
предварительного формования заготовок, устройство для термического кондиционирования заготовок и устройство для окончательного формования заготовок расположены в ряд.
5. Установка по пп. 1 и 4, о т л ичающаяся тем, что устройство для предварительного формования заготовок, устройство для термического кондиционирования заготовок и устройство для окончательного формования заготовок установлены по прямой линии на одинаковых расстояниях одно от другого.
6. Установка по пп. 1 и 5, о т л ичающаяся тем, что захваты уо.тановлены на каретке на расстоянии, равном расстоянию между двумя соседними устройствами.
Источники информации, принятые во внимание при экспертизе :
1.Патент Франции № 2121541, М. кл. В 29 С 17/Об, 1972.
2.Патент Франции № 2207 ОО8, М. кд. В 29 С 17/07, 1974.
651675

Л7 J ZZZZZ/
/7 П ff № 16 I II I /
Щ Щ. I I
.S
,s
651675
fS
7S
/ /
«J A5 3 5 9иг. 7
/ / / / 3 4J j /
Раг-б
k 1lf|yfl/1f/
Г77Т ««/I « «j , ,
. 89
epui.fr
f г /
SJ
ri
C3CD СОСЗ иг /J
