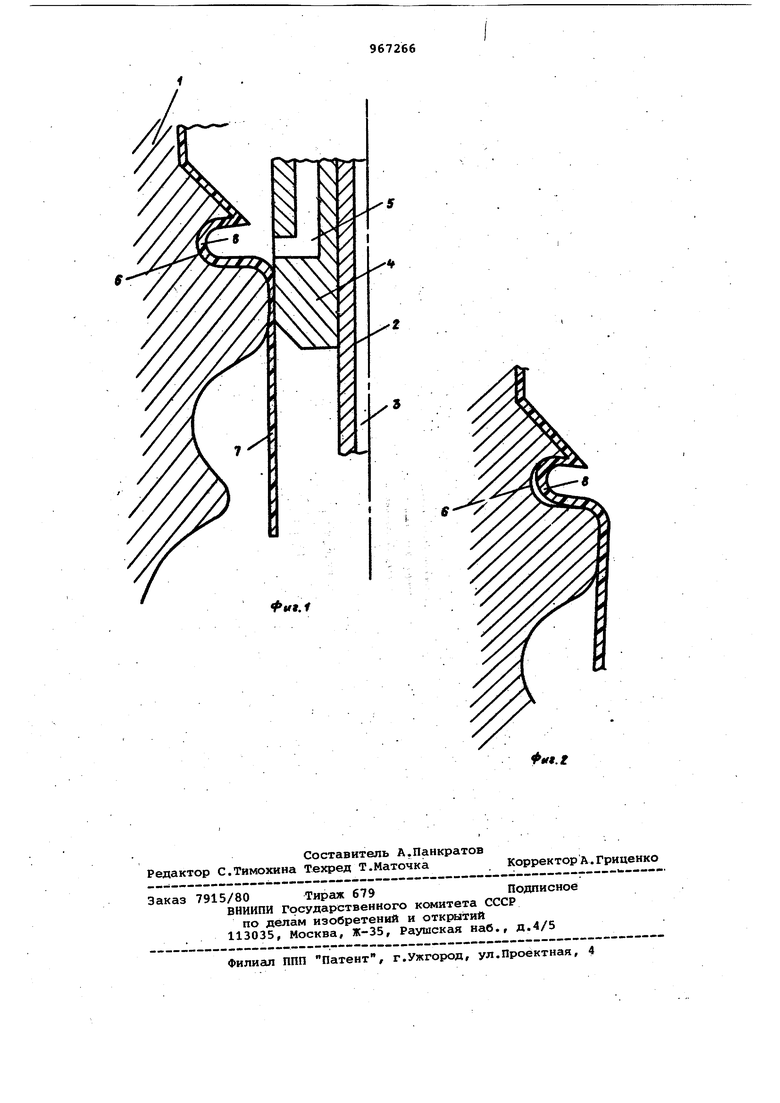
Изобретение относится к переработке пластмасс, а именно к способам получения ПОЛЫХ изделий с частично отформованной горловиной из термопластичного материала. Наиболее близким к предлагаемому является способ получения полых изделий с частично отформованной горловиной из термопластичного материала, включающий операции фиксации горловины изделия в вьщувной форме изолирования при помощи выдувного патрубка внутреннего участка заготовки от остальной части заготовки раздува заготовки при помощи расширяющегося газа до окончательных раз меров изделия 13. Недостатком известного способа является невысокое качество изделий вследствие возможности деформации частично отформованной горловины при изделия. Цепью изобретения является повышение качества изделий. Для достижения указанной цели .со гласно способу, включающему операци фикссщии горловины изделия в выдувной форме, изолирования при помощи выдувного патрубка внутреннего уча ка заготовки, заключённого между патрубком и отформованной частью горловины заготовки от остальной части заготовки, и раздува заготовки при помощи расширяющегося газа до окончательных размеров изделия, осуществляют охлаждение изолированного участка путем омыбания: охлаждающим агентом, при этом в качестве охлаждающего агента используют газ или жидкость. В качестве - охлаждающего агента можно использовать газ, применяемый ДЛЯ раздува заготовок, охлаждение проводят в теченце раздува заготовок. Кроме этого, охлаждение прекращают в -момент начала операции по окончательному выдуванию ПОЛОГО тела. При таком выполнении способа отформованная часть горловины быстро охлаждае;тся, что исключает ее деформацию при окончательном раздуве заготовки . На фйг.1 схематически показано устройство ДЛЯ выполнения предлагаемого способа получения полых изделий с частично отформованной горловиной из термопластичного материала; на фиг.2 - горловина сосуда, полученная без ее охлаждения. Устройство содержит форму 1, выдувной патрубок н виде поршня 2 для продольного растяжения заготовки с каналом 3 для подачи газа и калибро вочное кольцо 4 с каналом 5 для полачи охлаждающего агента. Форма 1 содержит кольцевую полость 6. осуществляется следующим образом. Полая заготовка 7 с частично отформованной горловиной, которая содержит кольцевой . выступ 8, фиксиру.ется в вэдувной форме 1 так, что кольцевой выступ 8 располагается в кольцевой полости б формы 1. Затем осуществляют изолирование при помощ выдувного патрубка внутреннего учас ка заготовку 7, заключенного между патрубком и отформованной частью горловины заготовки 7. Сразу после введения патрубка в заготовку осуществляют охлаждение изолированного участка путем омывания охлаждающим агентом, который может быть-, или жидкостью или газом, применяемым для раздува заготовок. Охлаждающий агент подают через канал 5 кольца 4. Охлаждающий агент может свободно выходить через кольцевое пространство, ограниченное открытым концом заготовки и выдувным патрубком. Далее производят раз дув заготовки газом. Охлаждение про изводят в течение раздува заготовки Временной интервал между охлаждение и раздувом обычно превышает одну се кунду. Для быстро охлаждаемых изделий охлаждение прекращают в момент начала операции по окончательному выдуванию полого тела. После раздува форму 1 размыкают и изделие удаляют. На фиг.2 показано, что при устранении операции по охлаждению большинство изделий имеют кольцевую горловину с деформацией, которая снижает качество изделий. Использование предлагаемого способа получения полых изделий с частично отформованной горловиной из термопластичного материала позволяет повысить качество изделий. Формула изобретения 1.Способ получения полых изделий с частично, отформованной горло- . виной из термопластичного материала« .включающий операции фиксации горловины изделия в выдувной форме, йз.олирования при помощи выдувного патрубка внутреннего участка заготовки, заключенного между патрубком и отформованной частью горловины заготовки от остальнойчасти заготовки, и раздува заготовки при помощи расширякйцегося газа до окончательных размеров изделия, отличаю г щ и и с я тем, что, с целью повышения качества изготовления изделия, осуществляют охлаждение изолированного участка путем омывания охлаждающим агентом. 2.Способ ПОП.1, отличаю щ и и с я тем, что в качестве Охлаждающего агента используют газ. 3.Способ ПОП.1, отличающийся тем, что в .качестве охлаждающего агента используют япндкрсть, 4.Способ по ПП.1 и 2,о т п ичающийся тем, чтР в качестве охлаждающего агента используют газ, применяемый для раздува заготовок. 5.Способ по пп.1-4, от л и ч а ю щ и и с я -тем, что охлаждение проводят в течение-раздува заготовки. 6.Способ по пп.1-4, о т л и ч а ю щ и йс я тем, что охлаждение прекращают в момент начала операции по окончательному выдуванию полого тела. . Источники информации, принятые во внимание при экспертизе 1. Патент США 3.422174, кл. 264-96, 1969 (прототип).