диаметра предварительно раздутой заготовки, но меньше диаметра кольцеобразного утолщения.
Помимо этого ротор для иредварительного раздува заготовок и ротор для окончательного раздува заготовок соединен с общим приводом, а цепной конвейер выполнен ведомым от роторов, причем установка снабжена двумя натяжными устройствами, расположенными между ротором предварительного раздува и ротором окончательного раздува и взаимодействующими с различными участками конвейера.
Такое выполнение установки позволяет транспортировать заготовки без их повреждения при синхронном движении роторов и конвейера, что обеспечивает высокое качество изделий.
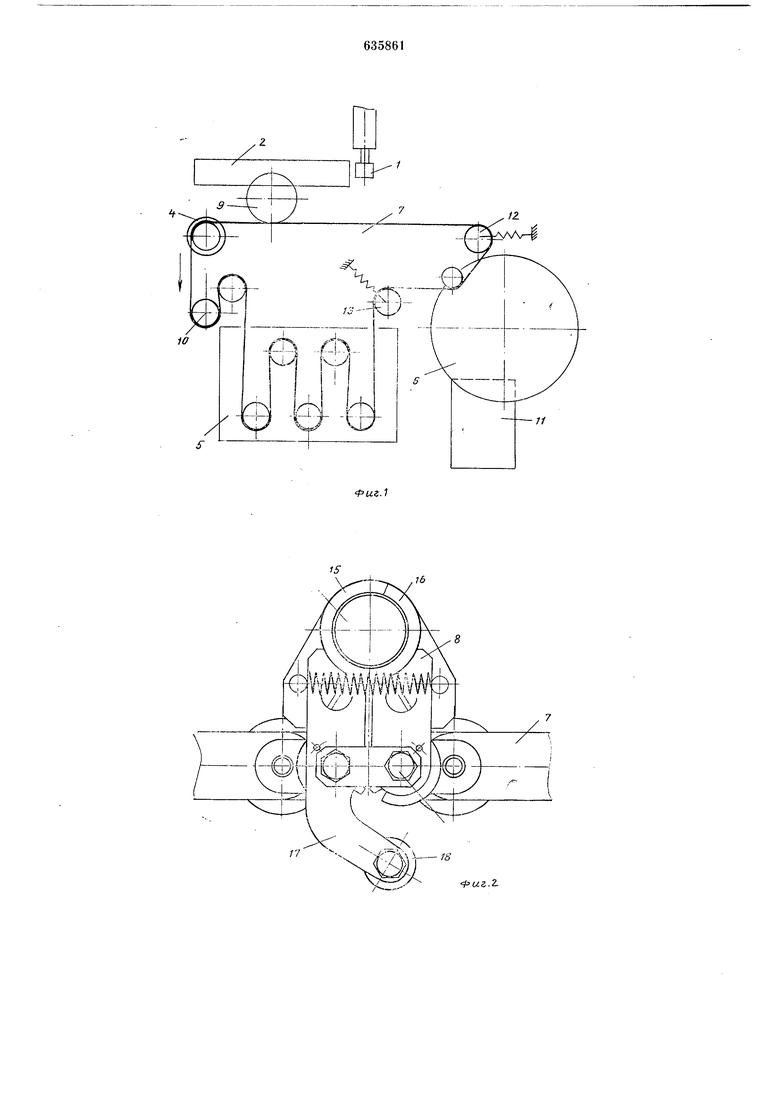
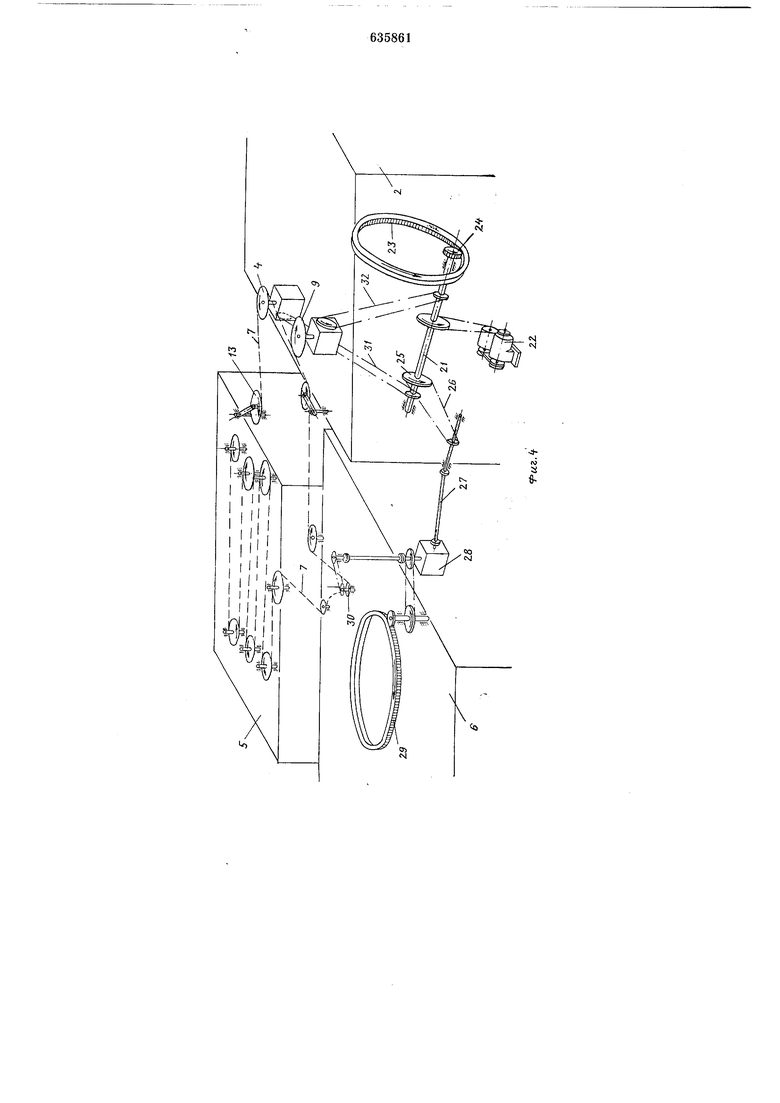
На фиг. 1 изображена установка для непрерывного изготовления полых изделий из термопластичного материала по данному изобретению, вид в плане; на фиг. 2 изображен держатель заготовок, вид в плане; па фиг. 3 - держатель заготовок, вид сбоку;на фиг. 4 - кинематическая схема привода установки; на фиг. 5 показана схематично часть формы для предварительного раздува заготовок.
Установка для непрерывного изготовления полых изделий из термопластичного материала содержит (фиг. 1) расположенные по ходу технологического процесса устройства 1 для непрерывного производства трубчатой заготовки из термопластичного материала, ротор 2 для предварительного раздува заготовок с расположенными на нем формами 3 (фиг. 5) для образования заготовок с кольцеобразным утолщением, устройство 4 для обрезки заусенцев на заготовке, устройство 5 для термостатирования заготовок, ротор 6 для окончательного раздува заготовок с расположенными на нем формами и замкнутый конвейер 7 с держателями 8 заготовок (фиг. 2), связывающий ротор 2 для нредварительного раздува с ротором 6 для окончательного раздува и проходящий через устройство 4 обрезки заусенцев и устройство 5 термостатирования.
Установка содержит также устройство 9 для выемки из форм 3 заготовок и подачи их в держатели 8 заготовок, устройство 10 для охлаждения заготовок, установленных между устройством 4 для обрезки заусенцев и устройством 5 термостатировапия, и печь 11 для обжига, которая находится за ротором 6 окончательного раздува заготовок.
Помимо этого установка снабжена двумя натяжными устройствами 12 и 13, расположенными между ротором 2 предварительного раздува и ротором 6 окончательного раздува и взаимодействующими с различными участками конвейера 7.
Каждый держатель 8 заготовки (фиг. 2) выполнеп со сквозным цилиндрическим гпездом 14, диаметр которого больще наименьщего наружного диаметра нредварительно раздутой заготовки, но меньще диаметра кольцеобразного утолщения заготовки.
В предпочтительном варианте выполнепия установки это гнездо 14 сформировано
внутренней поверхностью подпружиненных захватов 15 и 16, щарнирно смонтированных на конвейере 7, причем один из захватов снабжен рычагом Г7 с роликом 18 для управления раскрытием держателя 8 от
упора. Для более полного раскрытия держателя 8 захваты 15 и 16 снабжены щестернями 19 и 20, взаимодействующие между собой (фиг. 3). Привод установки (фиг. 4) осуществляется при помощи,общего вала 21, соединенного с двигателем 22. Ротор 2 снабжен зубчатым венцом 23, который сцеплен с щестерней 24, установленной на валу 21. На валу 21 имеется шестерня 25, которая посредством цепной .передачи 26, промежуточного карданного вала 27, углового контрпривода 28, обеспечивает подачу крутящего момепта к зубчатому венцу 29, установленному в роторе 6, и шестерни 30, сцеплеппой с конвейером 7, который сцеплеп также с устройством 9 для выемки заготовок и с устройством 4 для обрезки заусенцев, которые посредством цепных передач 31 и 32 связаны с общим валом 21.
При такой кинематической схеме ротор 2 для предварительного раздува заготовок и ротор 6 для окончательного раздува заготовок соединен с общим двигателем 22, а цепной конвейер 7 выполнен ведомым от роторов.
Форма 3 предварительного раздува заготовок содержит полость с кольцевым утолщением, диаметр которой незначительно превышает диаметр исходной трубчатой заготовки, что позволяет сохрапить радиальное вытягивание заготовки. Для предварительного раздува заготовки форма 3 снабжена дутьевым устройством, выполненным в виде иглы 33, соединенной с системой сжатого воздуха и установленной подвижно в форме 3. Игла снабжена шарнирно установленным на форме 3 двуплечим рычагом 34, противоположное плечо которого снабжено роликом 35 для управления перемещением иглы.
Установка для непрерывпого изготовления полых изделий из термопластичного материала работает следующим образом. При включении установки в работу приходят в непрерывное синхронное вращение роторы 2 и 6 и конвейер 7. Устройство 1 подает трубчатую заготовку, которая помещается в формы 3 непрерывно вращающегося ротора 2, где они при помощи иглы 33 предварительно раздуваются с образованием
кольцеобразного утолщения. Затем заготовки при помощи устройства 9 выгружаются из разомкнутых форм 3 ротора 2 и переносятся в держатели 8 заготовок конвейера 7, где они удерживаются без их повреждения за кольцеобразные утолщения захватами 15 и 16 сквозного гнезда 14. Заготовки транспортируются к устройству 4, где с них при помощи ножей срезаются заусенцы и далее к устройству 10, где заготовки охлаждаются при помощи жидкости, заливаемой внутрь. Пройдя через устройство 5 термостатирования, заготовки загружаются в формы ротора 6, раздуваются до необходимых размеров изделия, которые выгружаются в печь 11 для обжига. После чего цикл повторяется. Вследствие взаимодействия каждой ветви конвейера 7 с натяжным устройством 12 или 13, и соединения конвейера с приводом в двух местах, при его движении обеспечена четкая синхронизация перемещения держателей 8 и вращения роторов 2 и 6.
Использование установки, для непрерывного изготовления полых изделий из термопластичного материала по изобретению позволит повысить качество изготовляемых изделий.
Формула изобретения
1. Установка для непрерывного изготовления полых изделий из термопластичного материала, содержащая расположенные по ходу технологического процесса устройство для непрерывного производства трубчатой заготовки из термопластичного материала, ротор для предварительного раздува заготовок с расположенными на нем формами для образования заготовок с кольцеобразным утолщением, устройство для обрезки заусенцев на заготовке, устройство для термостатпрования заготовок, ротор для окончательного раздува заготовок с расположенными на нем формами и замкнутьтй цепной конвейер с держателями заготовок, связывающий ротор для предварительного раздува с ротором для окончательного раздува и проходящий через устройство для обрезки заусенцев и устройство термостатирования, отличающаяся тем, что, с целью повышения качества изделий, каждый держатель заготовки выполнен со сквозным цилиндрическим гнездом, дттаметр которого больще нанменьщего наружного диаметра нредварительно раздутой заготовки, но меньще днаметра кольцеобразного утолщения.
2.Установка по н. 1, от л и ча ю щ а я с я тем, что ротор для предварительного раздува заготовок и ротор для окончательного раздува заготовок соединен с общим приводом, а цепной конвейер вынолнен ведомым от роторов.
3.Установка по п. 1, отличающаяся тем, что она снабжена двумя натяжными устройствами, расположенными между ротором предварительного раздува и ротором окончатель того раздува и взаимодействующими с различными участками конвейера.
Источники информации, нринятые во внимание при экспертизе 1 Авторское свидетельство СССР № 350632, кл. В 230 7/04, 1972.
2. Патент США № 3415915, кл. 264-96, опублик. 1969.
f


риг.г.
U
Риг.З
-pUiS
