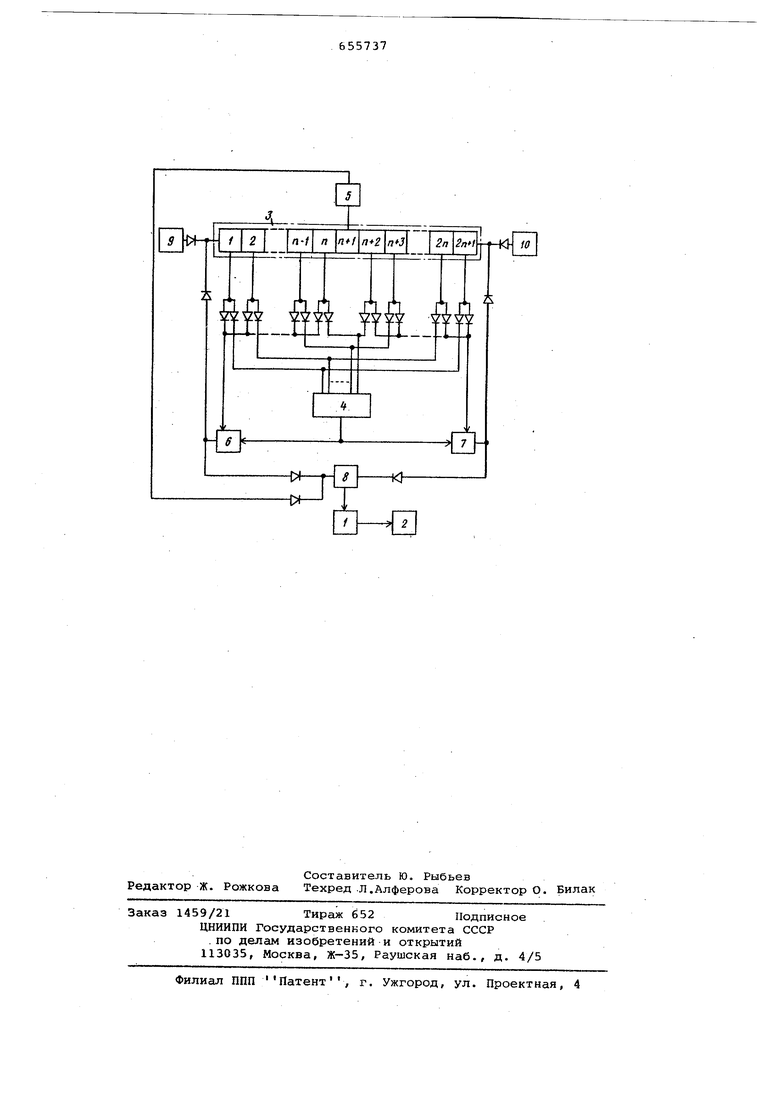
л готовок, установленного во втором сечении, фиксирующего выход заготов ки с контролируемого участка, выходы реверсивного регистра сдвига через разделительные диоды подключены от ячеек с порядковыми номерами с перво го по h-ый включительно к управляющему входу первого нормально разомкнутого управляемого ключа, с ( п+1)-ого по (2п+1)ь1й включительно - к управляющему входу второго нормально разомкнутого ключа, с i-ого по 2 (П+1) --г -ый (где ,2...n) к i -ому управляющему входу первого генератора импульсов, выходы которо подключен к коммутируемым входам .обоих нормально разомкнутых ключей, выходы последних подключены К соответствующим входам реверсивного, регистра сдвига и первому входу формирователя корректирующих . импульсов в функции темпа прокатки, выход кото рого соединен с входом задатчика нормативного интервала между последовательными моментами времени выдачи заготовок из печей, выход по.следнего подключен к входу управляющего устройства, а выход { (1+1)-ой ячейки реверсивного регистра сдвига соединен с входом второго генератораи импульсов, выход которого соедиГнен с первым входом формирователя {корректирующих сигналов в функции темпа прокатки. ; На чертеже приведена схема пред. лагаемой системы. J К выходу задатчика 1 нормативного интервала между последовательными моментами времени выдачи заготовок flподключен вход формирователя 2 сиг.|налов, корректирующего нормативные v интервалы времени в функции длитель нести транспортировки заготовок от ;; нагревательных печей к первому ста .: ну прокатного агрегата. Выходы ячеек г .реверсивного регистра сдвига 3 с порядковыми номерами с i -ого по (,11+1) -1 -ой (где ,2... Ц) соединены собой через раздели тельные диоды и подключены к i -ому V-управляющему входу первого генерато ;,ра 4 импульсов, в котором частота Генерации понижается от входа с i « входу с 1 и . ( i Выход ячейки регистра сдвига 3 с ; Йомером ( П+1) подключен к входу второго генератора 5 импульсов. Вых ды ячеек регистра 3 с порядковыми номерами с первого по И-ый включительно через разделительные диоды подключены к управляющему входу пер вого нормально разомкнутого ключа б а выходы ячеек тбго же регистра с порядковыми номерами с ( И+2)-ого по (2 Я+1)-ый включительно подключены через разделительные диоды к управляющему входу второго нормально разомкнутого ключа 7, выходы 74 ключей 6 и 7 через разделительные диоды присоединены к соответствующим входам регистра сдвига 3 и формирователя 8 корректирующих сигналов в функции темпа прокатки. Выход импульсного датчика 9 момента време 1И прохождения заготовки через первое контрольное сечение стйна подключен к первому входу регистра сдвига 3, ко второму входу которого покдлючен второй импульсный датчик 10 момента времени прохождения заготовок через второе сечение стана. Выход генератора 5 импульсов через разделительный диод подключен к первому входу формирователя 8. Система работает следующим образом. При каждой выдаче заготовки из печи и прохождении ее через контролируемое сечение (на входе в первую клеть стана) на первый вход регистра сдвига 3 от датчика 9 поступает импульс сдвига единицы вправо. При прохождении заготовки через сечение, фиксирующее окончание прокатки заготовки на контролируемом участке, на второй вход регистра сдвига 3 от датчика 10 поступает импульс сдвига единицы, записанный в ячейку регистра сдвига влево. Частота импульсов на выходе генератора 4 определяется порядковым номером попарно соединенных ячеек, в которые записана единица, причем она возрастает помере удаления ячейки, в которую записана единица от ( П+1)ой ячейки. Если в интервале времени, определяемом номером ячейки, не сработают датчики 9 и 10, то импульс сдвига поступит на первый или второй входы регистра от генератора 4 и произойдет сдвиг в сторону ячейки номер (п+1), что приведет к увеличению длительности генерируемого генератором 4 последующего временного интервала, а также к входу корректирующего сигнала в сторону увеличения интервалов (через ключ б) или уменьшению интервалов между командами на выдачу металла из печей (через ключ 7), вырабатываемого формирователем 8. Если единица записана в ячейку с номером (h+1), то подается команда на коррекцию временного интервала между выдачами заготовок; Задатчик 1 служит для задания нормативных интервалов времени обработки заготовок. Таким образом, если частота поступления заготовок-превышает частоту обработйи заготовок на контролируемом участке (датчик 9 срабатывает.чаще, чем датчик 10), система автоматически вырабатывает сигналы коррекции частоты выдачи заготовок в сторону ее понижения. Если же частота срабатывания датчика 10 превышает частоту срабатывания датчика 9, происходит автоматичес56кая коррекция интервалов вьща и в сторону их сокращения. В установившемся режиме генератор подключенный к ( П+1)-ой ячейке, по дает команды, стимулирующие рост частоты выдачи заготовок из печи. Режим автоматического управления частоты выдачи заготовок из печей к стану исключает возможность как накопления заготовок на контролируемом участке стана, так и отсутствия последних на линии, т.е. достигается оптимальный режим подачи заготовок на стан. Формула изобретения Система автоматического регулирования частоты выдачи заготовок из печи прокатного агрегата, содержащая задатчик нормативного интервала между последовательными моментами време ни выдачи заготовки из печей, формирователь сигналов, корректирующий нормативные интервалы времени в функ ции длительности транспортировки заготовок от нагревательных печей к первому в линии прокатки стану, формирователь корректирующих импульсов в функции темпа прокатки, два импуль ных датчика Моментов времени прохождения заготовок через два контрольных сечения агрегата, первого в начале прокатки и второго - в конц контролируемого участка агрегата, уп равляющее устройство, о т л и ч а ющ а я с я тем, что, с целью оптимизации ритма работы агрегата, в нее дополнительно введены два генератор импульсов, два управляемых нормально разомкнутых ключа, разделительные диоды, реверсивный регистр сдви.га и (2П+1) ячеек, первый вход которого соединен с выходами первого нормаль но разомкнутого управляемого ключа и первого импульсного датчика момента прохождения заготовок через первое контрольное сечение агрегата, фиксирующего начало обработки, а второй вход - с выходами второго нормально разомкнутого управляемого ключа и второго импульсного датчика момента времени прохождения заготовок, установленного во втором сечении, фиксирующего выход заготовки с контролируемого участка, выходы реверсивного регистра сдвига через разделительные диоды подключены от ячеек с порядковыми номерами с первого по М-ый включительно к управляющему входу первого нормально разомкнутого управляемого ключа, с ( П+1)-ого по (2п+1}-ый включительно - х управляющему входу второго нормально разомкнутого ключа, с 1-ого по 2 (П+1) - i -ый (где ,2... h) - к i -ому управляющему- входу первого генератора импульсов , выход которого подключен к коммутируемым входам обоих нормально разомкнутых ключей, выходы последних подключены к соответствующим входам реверсивного регистра сдвига и первому входу формирователя корректирующих импульсов в функции темпа прокатки, выход которого соединен с входом задатчика нормативного интервала между последовательными моментами времени выдачи заготовок из печей, выход последнего подключен к входу управляющего устройства, а выход ( И+1)-ой ячейки реверсивного регистра сдвига соединен с входом второго генератора импульсов, выход которого соединен с первым входом формирователя корректирующих импульсов в функции темпа прокатки. Источники информации, принятые ° внимание при экспертизе 1. Авторское свидетельство № 346356, кл. С 21 D 9/00, 23.1Э4.70, 1972.
rn
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления темпом выдачи заготовок из печей | 1976 |
|
SU609564A1 |
| Система управления темпом выдачи заготовок из нагревательных печей | 1979 |
|
SU900904A1 |
| Способ регулирования ритма выдачи заготовок из печей и устройство для его осуществления | 1976 |
|
SU655447A1 |
| Устройство для регулирования ритма выдачи заготовок из печей | 1976 |
|
SU651865A1 |
| Устройство для контроля и регистрации заготовок на станах горячей прокатки | 1977 |
|
SU732945A1 |
| Устройство для прогнозирования состояний системы контроля | 1977 |
|
SU736054A1 |
| Устройство регулирования температуры подката для широкополосного стана горячей прокатки | 1987 |
|
SU1444003A1 |
| Система управления динамическим комплексом печь-стан | 1979 |
|
SU865456A1 |
| Система управления комплексом нагревательная печь-сортовой прокатный стан | 1980 |
|
SU876224A1 |
| Система управления темпом выдачи заготовок из нагревательных печей прокатных агрегатов | 1983 |
|
SU1156756A1 |