Изобретение относится к металлургии, в частности к прокатному производству и может использоваться .при синтезе систем управления темпом выдачи заготовок из нагревательных печей прокатных и трубопрокатных ста нов. Известно устройство управления те пом выдачи заготовок из печей трубопрокатного стана, содержащее датчики временных интервалов, устройство выдачи заготовок из печи, датчик контроля температуры прошивки заготовок, измеритель разности частот импульсов блок распределения гипoтeзJ датчики прохождения металла через контрольные сечения, амплитудный анализатор, дискриминатор временных интервалов, сумматоры, блок команд, вероятностный распределитель 1. К недостаткам этого устройства следует отнести конструктивную его . сложность и необходимость накопления информации по количеству заготовок значительно больших числа штук в большинстве прокатываемых партий, что делает его неприменимым для партии с MaittJM числом заготовок, которые часто встречаются в практике трубопрокатного производства. Известна также система управления темпом выдачи заготовок из печей, содержащая технологические датчики . слежения за прохождением заготовок, задатчик нормативного времени, генератор импульсов нормативного темпа прокатки, датчик среднего времени длительности цикла и блок управления выдачей заготовок 2. Действие системы основано на выработке управляющих сигналов по заданному оператором вручную нормативному темпу прокатки, определяемому по производительности узкого места в технологической линии прокатки. 8 реальных условиях под действием множества случайных факторов, меняется как производительность узкого
места, так и его расположение в технологической линии прокатки. Отсутствие оперативной коррекции темпа прокатки приводит, как к простоям стана, так и к пролеживанию нагретого металла, что приводит к уменьшению производительности прокатного оборудования и к нарушению технологического регламента прокатки.
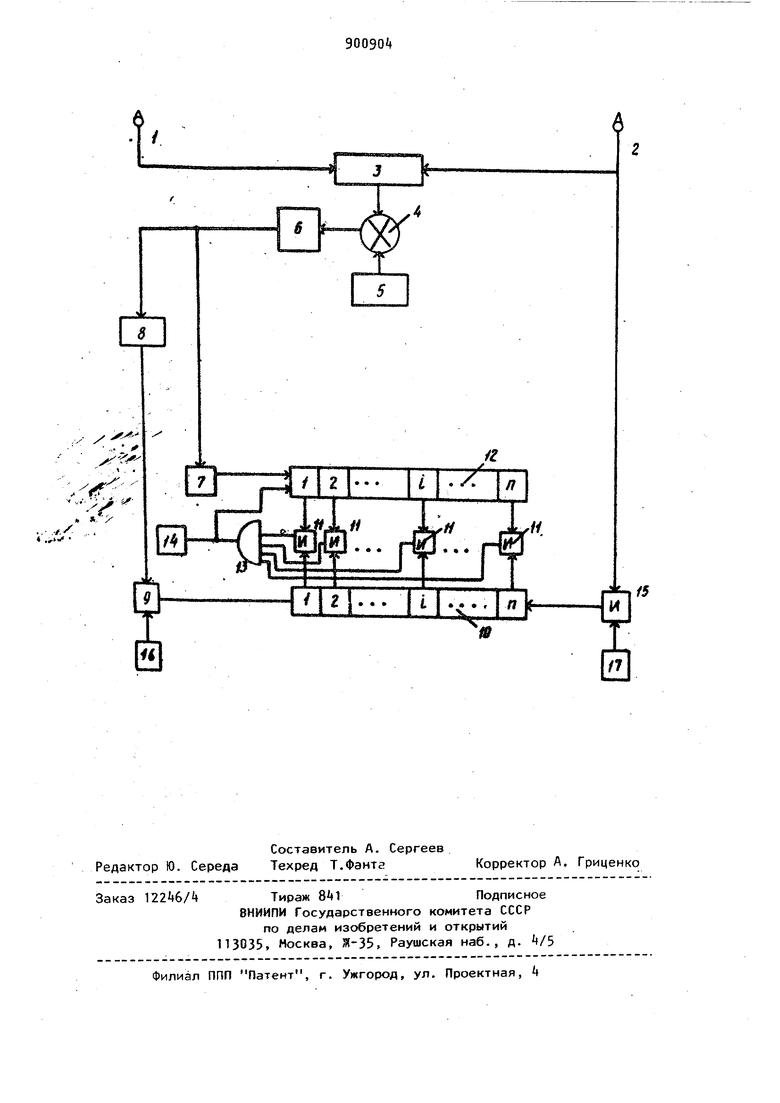
Наиболее близкой к предлагаемой является система управления темпом выдачи заготовок из печей. Эта система содержит датчики слежения за прохождением прокатов (заготовок) через контрольные сечения в технологической линии прокатки, счетчик импульсов, генератор времязадающих импульсов, задатчик нормативного интервала времени,.блок управления выдачей заготовок, управляемый генератор времязадающих импульсов, реверсивный сдвиговый регистр, к первому входу которого подключены датчики прохождения заготовок в двух сечениях, расположенных в начале техноло гической линии по ходу прокатки. Ко второму входу реверсивного сдвигового регистра подключены датчики прохождения прокатов в третьем сечении, расположенном в конце технологической линии по ходу прокаткиf и выход управляемого генератора компенсацион ных импульсов f 3 J. Недостаток этой системы заключается в том, что присущие ей свойства адаптации приводят к значительному запаздыванию во времени между установившимся ее состоянием и часто изменяющимся под воздействием случайных возмущений производительности всего прокатного агрегата. Превышение постоянной времени адаптации сис темы над соответствующими параметрами стохастических процессов изменения производительности прокатного аг регата исключает возможность оптимизации системы по производительности и ограничивает технико-экономические показатели прокатки. Цель изобретения - повышение технико-экономических показателей прокатки труб. Указанная цель достигается тем, что система управления темпом выдачи заготовок из печей, содержащая да чики слежения за прохождением заготовок (прокатов) через контрольные сечения в технологической линии прокатки, разностный счетчик импульсов.
генератор времязадающих импульсов, блок управления выдачей заготовок из печей (исполнительный блок) и п-разрядный реверсивный сдвиговый регистр,
дополнительно содержит второй п-разрядный счетчик импульсов, п + 2 логических элементов И, элемент ИЛИ, два генератора случайно распределенных во времени импульсов, модуль, дифференциатор, задатчик нормативного числа штук прокатов в контрольном участке технологической линии прокатки, расположенном между двумя контрольными сечениями, и элемент сравнения,
первый вход которого соединен с выхоом разностного счетчика, второй вход - с выходом задатчика нормативного чР1сла прокатов, а выход его со входом модуля, выход последнего
соединен с первым входом генератора времязадающих импульсов и входом дифференциатора, выход последнего соединен с первым входом (п+1)-го .логического элемента И, выход которого соединен с первым входом п-разрядноГО реверсивного сдвигового регистра, выход каждого разряда последнего соединен с первым входом одноименного логического элемента И, второй вход каждого из 1-п логических элементов И соединен с выходом одноименного разряда п-разрядного счетчика импульсов, суммирующий вход последнего соединен с выходом генератора времязадающих импульсов, выходы всех 1 - п элементов И через логический элемент ИЛИ соединены со входом исполнительного блока и сбрасывающим входом п-разрядного счетчика импульсов, выход датчика прохождения прокатов, установленного в первом по ходу прокатки контрольном сечении, подключен к насчитывающему входу разностного счетчика импульсов, ко второму входу последнего подключен выход второго датчика прохождения заготовок через контрольное сечение, к этому же вы-ходу подключен первый вход (п+2)-го логического элемента И, выход последнего подключен ко второму входу реверсивного п-разрядного сдвигового регистра, а выходы первого и второго генераторов случайно распределенных во времени импульсов подключены ко вторым входам соответственно (п+1)-го И (п+2)-го логических элементов И, На чертеже приведена блок-схема предлагаемой системы. Система управления темпом выдачи заготовок состоит из двух датчиков и 2 слежения за прохождением загото вок (прокатов) через контрольные се чения в технологической линии прокатки. Датчик 1 установлен в контрольном сечении на участке выдачи за готовок из печей и подключен к насчи тывающему входу разностного счетчика 3 импульсов, а датчик 2 установлен в контрольном сечении в конце контрольного участка технологической линии прокатки на выходе из калибровочного стана и подключен ко второму входу счетчика 3- Выход разностного счетчика 3 импульсов соединен с первым входом элемента А сравнения. Вто рой вход последнего соединен с выходом задатчикэ 5 нормативного числа прокатов в контрольном участке техЯологической линии прокатки, а выход его - со входом модуля 6, выход кото рого соединен со входами генератора 7 времязадающих импульсов и дифференциатора 8, выход которого подключен к первому входу (п4-1)-го логического элемента И 9, выход которого подключен к первому входу п-раз рядного реверсивного сдвигового регистра 10, выхоД каждого разряда которого соединен с первым входом одно именного логического элемента И 11, а второй вход каждого из 1 - п логических элементов И соединен с выходом одноименного разряда п-разрядного счетчика 12 импульсов, суммирующий вход которого соединен с выходом генератора 7 времязадающих импульсов, оды всех 1 - п логических элементов И через логический эле мент ИЛИ 13 подключены ко входу исполнительного блока 14 и сбрасывающему входу п-разрядного счетчика 12 импульсов, первый вход (п-4-2)-го логического элемента И 15 подключен к выходу датчика 2 слежения за прохождением прокатов, а его выход подключен ко второму входу п-разрядного реверсивного сдвигового регистра 10, выходы первого 16 и второго 17 генераторов случайно распределенных во времени импульсов подключены ко вторым соответственно ()-го и (п4-2)-го логических элементов И 9 Предлагаемая система работает сле дующим образом. При прохождении заготовок (прО(атов) через контрольные сечения соответствующие датчики 1 и 2 генерируют импульс. Прохождение заготовки через первое контрольное сечение, в котором установлен датчик 1, увеличивает показания разностного счетчика 3 на единицу, при прохождении заготовки (проката) через второе контрольное йечение, в котором установлен датчик 2, с показаний разностного счетчика 3 сбрасывается единица (если показание на счетчике было равно или более единицы). В результате этого показание на счетчике 3 равно числу заготовок (прокатов), находящихся в контрольном участке технологической линии прокатки, расположенном между первым и вторым контрольными сечениями. Выход счетчика 3 сравнивается элементом k сравнения с заданием, установленным с помощью задатчика 5 нормативного числа заготовок в контрольном участке технологической линии прокатки. При превышении показателя .на выходе разностного счетчика 3 или числа заготовок (прокатов) в контрольном участке над заданным с по- мощью задатчика 5 нормативным числом через модуль 6 проходит сигнал, который одновременно поступает на входы генератора 7 времязадающих импульсов и дифференциатора 8. Под действием сигнала, поступающего с модуля 6, блокируется функционирование генератора 7 на весь период времени существования сигнала. В результате поступления сигнала с модуля 6 на вход дифференциатора 8 на выходе последнего возникает кратковременный импульс, который поступает на первый вход (п+1)-го логического элемента 9, выход которого подключен к первому входу реверсивного сдвигового регистра 10. При одновременном наличии напряжения на одноименных ячейках сдвигового регистра 10 и счетчика 12 импульсов с помощью одноименного логического элемента И и общего для всех 1 - п логических элементов И, элемента ИЛИ 13 сигнал поступает на сбрасывающий вход счетчика 12 импульсов и на вход исполнительного устройства 1. Счетчик 12 мпульсов отсчитывает число времязадающих импульсов, генерируемых генератором 7- Когда число, насчитаное на счетчике, становится равным азряду записи единицы на реверсивом сдвиговом регистре, в соответствующем логическом элементе И возникает совпавший импульс и через логический элемент ИЛИ подается команда на исполнительное устройство 1 на выдачу очередной заготовки из печи и сигнал на полный сброс накоплен ного показания со счетчика 12 импульсов. Если на контрольном участке накопилось прокатов больше нормативного, генератор 7 блокируется, в результате чего не генерируются времязадающие импульсы и прекращается формирование сигналов на выдачу заготовок из печей. При прохождении прокатов через второе контрольное сечение импульс, генерируемый датчиком 2, одновременно поступает на второй вход разностного счетчика 3 и первый вход(п+2)-г логического элемента И 15. Ко второму входу (п+1)-го логического элемента И 9 подключен выход первого ге нератора 16 случайно распределенных во времени импульсов. На выходе элемента И 9 возникает импульс при случайном совпадении во времени импульсов двух потоков - от дифференциатора 8 со средней статистической частотой l)j и от датчика 16 импульсов со средней статистической частотой |Х. Число случайно совпадш14х импульсов будет ррвно А. где К j коэффициент пропорциональности В связи с тем, что средняя частота импульсов, генерируемая блоком 1б, постоянна, то средняя статистическая частота импульсов на выходе логического элемента И 9 будет пропорционал на средней статистической частоте актов переполнения прокатами, относи тельно нормативного, контрольного участка технологической линии прокатки. Каждый импульс на выходе элемента И 9 приводит к перемещению записи единицы в реверсивном сдвиговом регистре 10 в направлении увеличения разряда на один разряд, и, следовательно, к увеличению интервала между моментами времени выдачи заготовок и печи на единичный интервал, генериру емый блоком 7. Ко второму входу (п+2)-го логического элемента И 15 подключен выход второго генератора 17 случайно распределенных во времени импульсов. На выходе логического элемента И 15 получают случайно совпавшиево време ни импульсы двух потоков - от датчика 2 слежения.со средней статистичес 9 4 кой частотой и второго генератора 17 случайно распределенных во времени импульсов со средней статистической частотой Xf. Число случайно совпавших импульсов равно К - коэффициент пропорциональности. Так как, средняя частота импульсов, генерируемая блоком 17, постоянна, то средняя статистическая частота импульсов на выходе логического элемента И 15 пропорциональна средней статистической частоте Vtj, актов прохождения прокатом датчика 2. При случайном совпадеНИИ во времени импульсов, генерируемых датчиком 2, при прохождении прокатов через второе контрольное сечение с импульсами, генерируемыми генератором 17, запись единицы в реверсивном сдвиговом регистре 10 перемещается в направлении уменьшения разряда tj на один разряд, что приводит к уменьшению интервала между моментами времени выдачи заготовок из печей на единичный временной интервал, генерируемый блоком 7Таким образом, вероятность уменьшения интервала между моментами времени последовательных выдач заготовок из печей прямо пропорциональна средней статистической частоте прохождения прокатов через второе контрольное сечение, т.е. частоте выполнения циклов прокатки и обратно пропорциональна частоте актов переполнения относительно нормативного контрольного участка технологической линии прокатки. Управление темпом выдачи заготовок из нагревательных-печей при помощи предлагаемой системы дает возможность оптимизировать систему по производительности и повысить технико-экономические показатели прокатки труб. Формула изобретения Система управления темпом выдачи заготовок из нагревательных печей, содержащая датчики слежения за прохождением заготовок (прокатов) через контрольные сучения в технологической линии прокатки, разностный счетчик импульсов, генератор времязадающих импульсов, блок управления выдачей заготовок из печей (исполнительный блок) и реверсивный сдвиговыи регистр п-разрядов по нормативному числу заготовок, о т л и ч а ю щ а я с я тем, что, с целью повышения технико-экономических показателей прокатки труб, она дополнитель но содержит второй п-разрядный счетчик импульсов, п + 2 логических элемента И, элемент ИЛИ, два генератора случайно распределенных во времени импульсов, модуль, дифференциатор, задатчик нормативного числа штук про катов в контрольном участке технологической линии прокатки, расположенном между двумя контрольными сечениями, и элемент сравнения, первый вход которого соединен с выходом раз ностного счетчика, второй - с выходом задатчика нормативного числа про катов, а выход его - со входом модуля, выход последнего соединен с пердым входом генератора времязадающих импульсов и входом дифференциато ра, выход последнего соединен с первым входом (п+1)-го логического элемента И, выход которого соединен с первым входом п-разрядного реверсивного сдвигового регистра, выход каждого разряда последнего соединен с первым входом одноименного логического элемента И второй вход каждого из 1 - п логических элементов И соединен с выходом одноименного разряда п-разрядного счетчика импульсов суммирующий вход последнего соединен с выходом генератора времязадающих импульсов, выходы всех 1 - п элементов И через логический элемент ИЛИ соединены со входом исполнительного блока и сбрасывающим входом п-разрядного счетчика импульсов, выход датчика прохождения прокатов, установленного в первом по ходу прокатки контрольном сечении, подключен к насчитывающему входу разностного счетчика импульсов, ко второму входу последнего подключен выход второго датчика прохождений заготовок через контрольное сечение, к этому же выходу подключен первый вход (п-ь2)-го логическог элемента И, выход последнего подключен ко второму входу реверсивного п-разрядного сдвигового регистра, а выходы первог9 и второго генераторов случайно распределенных во времени импульсов подключены к вторым входам соответственно (п+1)-го и (п+2)-го логических элементов И. .. . Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 500838, кл. В. 21 В 37/00, 197. 2.Авторское свидетельство СССР № f 88l88, кл. С 05 В 15/02, 19733.Авторское свидетельство СССР № 609564, кл. В 21 В 37/00, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления темпом выдачи заготовок из нагревательных печей прокатных агрегатов | 1983 |
|
SU1156756A1 |
| Система управления темпом выдачи заготовок из печей | 1976 |
|
SU609564A1 |
| Система управления динамическим комплексом печь-стан | 1979 |
|
SU865456A1 |
| Устройство для регулирования ритма выдачи заготовок из печей | 1976 |
|
SU651865A1 |
| Система регулирования частоты выдачи заготовок из печи | 1976 |
|
SU655737A1 |
| Устройство управления загрузкой заготовок в многониточный сортовой стан | 1982 |
|
SU1041185A1 |
| Устройство для подсчета числа нагретых объектов | 1980 |
|
SU897324A1 |
| Устройство для контроля параметров | 1989 |
|
SU1667009A1 |
| Устройство управления загрузкой печи для нагрева заготовок | 1982 |
|
SU1062487A1 |
| Датчик случайных чисел | 1975 |
|
SU552629A1 |