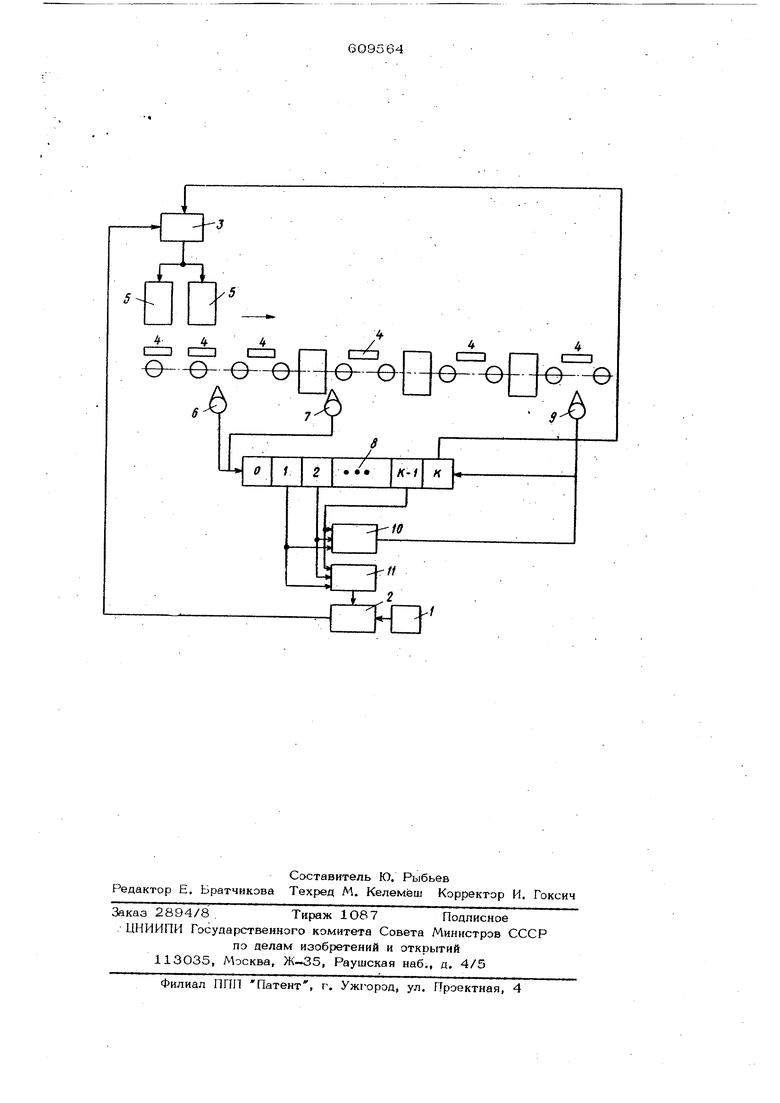
(54) СИСТЕМА УПРАВЛЕНИЯ ТЕМПОМ ВЫДАЧИ ЗАГОТОВОК ИЗ ПЕЧЕЙ гехнологической линии, в связи с чем применяемая в этой системе коррекция нормативного темпа в функции определенной на ll заготовках максимальной длительности цикла работы какого-нибудь стана агрегата является недостаточной и приводит к рассогласованию темпа подачи и прокатки мета ла и, как следствие, к простоям стана или возникновению очередей нагретых заготовок и их остыванию, что влечет потери производительности, качества и вызывает повышенный износ оборудования и расход энер горесурсов. Целью изобретения является устранение у.чазанных недостатков и повышение производительности агрегата и улучшение качес5г ва прокатываемых труб« Указанная цель достигается тем, что в предлагаемую систему, имеющую датчики слежения за прохождением заготовок, за датчик нормативного времени, счетчик импул сов и блок управления выдачей заготовок из печей, введены реверсивный сдвиговый регистр на К ячеек, управляемый генератор компенсационных импульсов и управляемый генератор времязадающих импульсов, соединенных так, что к первому входу. реверсивного сдвигового регистра подключены датчи ки, фиксирующие факты прохождения заготовок в двух сечениях агрегата, расположен ных в начале технологической линии по ходу прокатки, ко второму его входу подключены датчик, фиксирующий факты прохожл.рния раската в,третьем сечении, расположенном в.конце технологической линии по ходу прокатки, и выход управляемого генератора компенсационных импульсов, причем 1 -ая ячейка ( 1 1., 2 .,,, к-) реверсивного сдвигового регистра коммутирует i -тые управляющие входы генераторов импульсов На чертеже представлена блок -схема системы устройства для трубопрокатного агрегата, которая содержит задатчик 1 нормативного времени, соединенный с первым входом счетчика 2 импульсов, :выход кото рого соединен с Глоком 3 управления выдачей заготовок 4 из нагревательных печей 5 В начале технологической линии агрегат а j установлены датчики б и 7, соединенные с первым входом реверсивного сдвигового регистра 8, ко второму входу которого под- соединен датчик 9, расположенный в конце технологической линии, и выход управляемого генератора 1О компенсационных импульсов. Выходы, ячеек с номера первого по К-1 реверсивного сдвигового регистра соединены с соответсвующими входами генерато ра 10 и генератора 11 в.ремязадающих импул сов, выход которого соединен со входом сче чика 2. Последняя к-ая ячейка регистра 8 соединена с блоком 3. Стрелкой на чертеже пок азано направление движения потока заготовок через технологическую линию агрегата. Система работает следующим образом. Величина нормативнырс интервалов между выдачами заготовок определенного сортамента задается вручную задатчиком 1. Счетчик 2 импульсов отсчитывает импульсы, генерируемые генератором 11с При достижении заданного задатчиком 1 числа импульсов в счетчике 2 формируется сигнал, который поступает в блок 3 управления выдачей заготовок и на сброс счетчика 2 в ноль. В блоке 3 вырабатывается сигнал, поступающий в систему управления печью 5, и заготовка 4 выдается из печи В моменты времени прохождения заготовок 4 через первое и второе контрольные сечения датчики 6 и 7 формируют импульсь, поступающие на первый вход реверсивного сдвигового регистра 8, которые сдвигают запись .единицы в нем в сторону возрастания нумерации ячеек При прохожде- НИИ заготовок 4 через третье контрольное сечение датчик 9. формирует импульсы, поступающие на второй вход регистра 8о Каждый .импульс, поступающий от датчика 9, сдвигает запись единицы в регистре 8 на одну ячейку в сторону уменьшения их нумерации При этом ячейка регистра 8, в которой записанная единица коммутируется с одно именным и входами генераторов 10 и 11, причем частота импульсов, генерируемых генератором 10, возрастает с увеличением номера ячейки регистра 8, вкоторой записа« на единица , а -.астота импульсов, генерируемых генератором 11, уменьшается. Импульсы, поступающие из генератора 10 на второй вход регистра 8, сдвигают запись единицы в сторону уменьшения номера ячейки, устанавливая запись единицы в f той ячей-- ке таким образом, что суммарная частота импульсов, поступающих на -первый и вт1 рой входы регистра 8, уравновешивают- ся. Возрастание номера ячейки регистра 8, в которой записана единица, свидетель-ствует о том, что частота прохождения заготовок через первое и второе сечения, расположенные в начале технологической линии, возрастает относительно частоты прохождения заготовок через третье сечение и, следовательно, для исключения накоплениязаготовок между сечениями 1, 2 и 3 следует уменьшить темп выдачи металла, что реализуется генератором 11 времязадаюших импульсов, частота генерируемых импульсов которого с увеличением номера ячейки регистра 8, в которой записана единица, уменьшается, и наоборот. Таким образом достигается автоматическая корректировка длительностей временных интервалов между выдачами заготовок из пеЧей в зависимости от изменеЛИЯ темпа прохождения заготовок вдоль технологической линии «ли, что то же, от темпа их прокатки, В случае, если по какой-либо причине проходящие через сечения 1 и 2 заготовки не достигают сечения 3, т.е. происходит их нокбплеиие внутри агрегата, запись единицы в регистре 8 досгигнег последней к-той ячейки, откуда в блок 3 поступит сигнал на прекращение выдачи заготовок из печей. По мере устранения неполадок на стане заготовки будут проходить через сечение 3 и система будет работать., как описано выщ Управление темпом вьщачи заготовок из нагревательных печей при помощи описанной систек-ш дает возможность уменьшить аритмию в работе KOMnaejKca печи - стан. Преимуществами системы являются ее конструктивиая простота, высокая надежност и возможность адаптации к любому режиму работы агрегата, что делает ее универсальной и расширяет сферу применения на всех прокатных агрегатах. Формул изобретения Система управления темпом выдачи заготовок из печей, содержащая задагчик нормативного времени, счетчик импульсов, блок управления выдачей заготовок из печей, дат чики слежения за прохождением заготовок, отличающаяся тем, что, с целью повыщения производительности агрегата и улучшения качества труб, в нее введены реверсивный сдвиговый регистр на К ячеек, управляемый генератор компенсационных иммульсов, управляемый генератор времязадаюших импульсов,; причем к первому входу реверсивного сдвигового регистра подключены датчики наличия заготовок в двух сечениях, агрегата, расположенных в начале технологической линии по ходу прокатки, ко второму его входу подключены датчик наличия раската в третьем сечении, расположенном в конце технологической линии по ходу прокатки, и выход управляемого генератора компенсационных импульсов, причем i -тая ячейка { 1 1,2,3... к-1) реверсивного сдвигового регистра соединена с i -тыми входами генераторов импульсов, а К-тая ячейка регистра соединена с блоком управления выдачей заготовок из печей. Источники информации, принятые во внимание при экспертизе: 1.Авторское свидетельство СССР N 50О838, кл. В 21 В 37/ОО, 22,03.74, 1076, 2.Авторское свидетельство СССР №488188, кл. Q-OS В 15/02, 26.03.73, 1975.

| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления темпом выдачи заготовок из нагревательных печей | 1979 |
|
SU900904A1 |
| Система регулирования частоты выдачи заготовок из печи | 1976 |
|
SU655737A1 |
| Система управления темпом выдачи заготовок из нагревательных печей прокатных агрегатов | 1983 |
|
SU1156756A1 |
| Управляющая система сбора и обработки оперативной производственной информации | 1973 |
|
SU488188A1 |
| Система управления динамическим комплексом печь-стан | 1979 |
|
SU865456A1 |
| Устройство для регулирования ритма выдачи заготовок из печей | 1976 |
|
SU651865A1 |
| СИСТЕМА СБОРА И ОБРАБОТКИ ОПЕРАТИВНО-ПРОИЗВОДСТ | 1972 |
|
SU342188A1 |
| Устройство управления темпом работы трубопрокатного стана | 1974 |
|
SU500838A1 |
| Устройство для контроля и регистрации заготовок на станах горячей прокатки | 1977 |
|
SU732945A1 |
| Система определения задания регуляторам температурного режима зон проходной нагревательной печи | 1979 |
|
SU885305A1 |