Изобретение относится к области металлургии, к способам регулирования ритма выдачи заготовок из печей перед их обработкой на прокатном стане.
Известен способ регулирования скорости выдачи заготовок из печей Cll, согласно которому подают сигнал на включение механизма выдачи, формируемый при выдаче очередной заготовки из наиболее удаленной от стана печя с основной выдержкой времени, равной разности времени нормативного и минимального циклов обработки, а сигнал на выдачу заготовок из последующих печей формируют с дополнительной, выдержкой времени, равной длительности транспортирования заготоаки от дальней печи к ближней Отсчет выдержки времени начинается по сигналу появления заготовки в поле зрения датчика, установленного в контрольной точке перед станом.
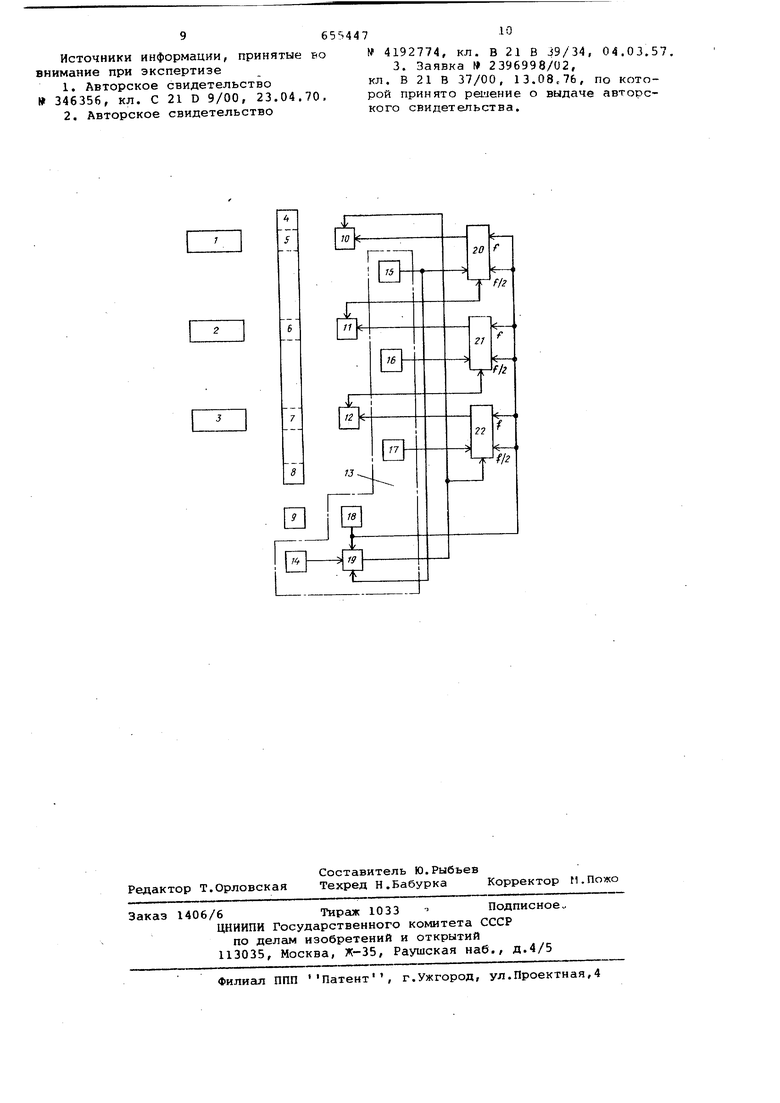
На чертеже представлена функциональная схема устройства для реализации способа.
Величина задежки t сигнала на выдачу заготовки из печи, например, с порядковым номером j равна
(1)
3 Р в ,
где tp - нормативное время обработки; tg -.длительность цикла выгрузки; t; - длительность транспортирования по рольгангу заготовки, выданной из печк с номером j, к иечк, наименее удаленной от стана;
- длительность транспортирования заготовки по рольганху от наименее удаленной от стана печ к датчику.
Минимальное время обработки, обусловленное описываемым способом регулирования ритма выдачи заготовок из печей, определяется из следующего
условия:
О
(2)
t.
t -п,
где - длительность транспортирования по рольгангу заготовки, выданной из наиболее удаленной от стана печи, к печи, наименее удаленной. Следовательно,
(3)
+ tm ф
t.
min 8
Известно также устройство регулирования ритма выдачи заготовок из печек 2, реализующее способ, включающий подачу сигнала на выдачу очередной заготовки из печк, например, с с выдержкой- в порядковым номером менис равной: t- f- V в где t| - длительность транспортирова ния по рольгангу предыдущей заготовки эьщаиной из печи с номером i к печи наименее удаленной от стана. . Минимальное время обработки t , обусловленное этим способом регулирования ритма В едачи заготовок из печей, определяется из следукицего условия: ta Ч О, t/ t, (5) Следовательно; tg + t(.(6) Недостатками известных способов и устройств для регулирования ритма выдачи заготовок из печи являются: невозможность автоматического регулирования ритма выдачи заготовок из печей на высокопроизводительных станах, на которых требуемое время обработки tp tg -f .(7) необходимость применения датчиков наличия заготовок либо датчиков окон чания выгрузки печи для отсчета выдержки времени; невысокая точность регулирования ритма выдачи, поскольку не учитывает ся различное положение задних кромок заготовок, подлежащих вьщаче из печ что приводит к преждевременной выда че заготовок из печей и скоплению их перед станом. Наиболее близким к предложенному способу и устройству для его реализации по технической сущности и достигаемому результату является способ, реализованный в устройстве для регулирования ритма ввдачи заготовок из печей, {3}„ Согласно этому способу, после заготовки стана к нор мальному ритму работы задают момент подачи первой заготовки в стан, выдаваемой из печи, например, с порядковым номером 1, нормативное время обработки tp и, следовательно, момент t подачи следующей заготовки в стан, выдаваемой из печи, например с порядковым номером j. В соответствии с этим формируют опорный сигнал в момент времени to/ предшествую щий моменту t, , на величину, равную сумме максимальной длительности цикла выгрузки печи и длительности тран спортирования заготовки по рольганГУ от наиболее удаленной от стана печи к клети стана. В момент формирования указанного опорного сигнала начинается отсчет нормативного времени прокатки с целью формирования . следующего сигнала и выдержки времени, равной длительности транспортирования заготовки по рольгангу от наиболее удаленной от стана печи к заданной печи с номером 1, с целью формирювания сигнала на выдачу загс 7 из этой печи. В момент времеtg+tp формируют следующий опорный сигнал и вновь начинают отсчет норативного времени tp обработки и выержки времени, соответствующей выаче заготовки из печи с номером j т.д. Момент формирования сигнала на выдачу заготовки, например, из наиболее удаленной от стана печи совпадает по времени с моментом формирования опорного сигнала. Минимальf}f e время обработки определяется, из следующего условия Ч + t/-(t, + t), О откуда -Однако при этом длительность цикла выгрузки печей tg принимается за постоянную величину. Такое допущение справедливо, например, для толкательных печей с глиссажными трубами, когда задние кромки заготовок, подлежащих выдаче из печей, занимают в зоне выдачи всегда одно и то же заданное положение, при котором ход штанг механизмов выдачи в сторону печи является максимальным, а длительность цикла выгрузки таких печей есть величина постоянная. В. случае печей, например, с шагающими балками задние кромки заготовок могут занимать в зоне выдачи любые положения, в том числе и самые крайние. Следовательно, ход штанг механизмов выдачи в печи является величино переменной, а потому длительность цикла выгрузки печи есть- также величина переменная, которая определяется из следующей формулы: 2(,-f, tx 4где РВ ширина зоны выдачи Е - переменный ход штанг механизма выдачи; Ущ - скорость перемещения штанг в зоне выдачи. Из формулы (9) следует, что в известных ансшогах и прототипе, максимальная ошибка в определении момента включения механизма выдачи составляет величину В результате этой ошибки заготовки поступают в стан с опережением во времени, что приводит к увеличению тепловых потерь заготовок из-за пролеживания их на подающем рольганге по вине автоматики, не учитывающей различного положения заготовок в зоне выдачи. Максимальное время пролеживан 1я заготовки, очевидно, равно .fTIOlX, Целью изобретения является минимизация тепловых потерь заготовки путем повышения точности регулирования ритма выдачи заготовок из печеп.
Указанная цель достигается следующим образом.
Формируют опорные сигналы с интервалом времени, равнь-м нормативному времени обработки, и с постоянным опережением относительно соответствующих моментов подачи заготовок в стан, равным сумме максимальной длительности цикла выгрузки печи и длительности транспортирования заготовок по рольгангу от наиболее удаленной от стана печи к стану, а сигнал :на включение механизма выдачи для его движения в сторону заданной печи для вьщачи из нее заготовки формируют относительно момента формирования опорного сигнала с выдержкой времени равной длительности транспортирования заготовки по рольгангу от наиболее удсшенной от стана печи к заданной; кроме того, в соответствии с предложенным способом, измеряют длительность горизонтального перемещения механизма выдачи, движущегося в сторону заданной печи, от момента его вхождения в зону выдачи до момента подачи сигнала на останов механизма выдачи в заданном положении;
Сигнал на включение механизма выдачи для его обратного движения в сторону от печи формируют с выдержкой времени, равной удвоенной разности между максимальной длительностью горизонтального перемещения механизма выдачи, движущегося в сторону печи в пределах зоны выдачи, и реальной длительностью горизонтального перемещения механизма вьщачи, движущегося в ту же сторону до заданного положения в зоне выдачи.
В дополнение к устройству 3, содержащему задатчик нормативного времени обработки и порядкового номера печи, из которой выдается очередная заготовка, поступающая в стан, генератор импульсов, датчики положения механизмов вьщачи и формирователи сигналов на включение механизмов выдачи для их движения в сторону печи, устройство, реализуннцее предложенный способ, содержит по числу печей формирователи задержек сигналов на включение механизмов вьщачи для их обратного движения от печи, выходы которых подключены к генератору импульсов и к формирователям сигналов на включение механизмов выдачи для их движения в сторону печи, а выходы к схемам управления механизмами выдачи.
Пример реализации способа на стане горячей прокатки металла, имеющем следующие параметры:
минимальное время прокатки ;
ширина зоны выдачи fц 2000 мм;
установившаяся скорость горизонтального перемещения механизма выдач (штанг) в печи V - 400
длительность транспортирования заготовок от нaибoлefэ удаленной от
стана печи к выбранной печи t 40 с;
максимальная длительность цикла выгрузки печи с;
длительность транспортирования заготовки от наиболее удаленной от стана печи к стану с.
после того как стаи подготовлен к нормальному ритму работы, формируют опорный сигнал и измеряют интервалы времени, соответствую(дие заданным значениям нормативного времени обработки 30 с) и длительности транспортирования заготовки по рольгангам от наиболее удаленной от стана печи к выбранной печи (tj 40 с) . По истечении 30 с формируют следующий опорный сигнал, а по истечении tj, 40 с - сигнал на включение механизма вьщачи для его движения в сторону печи. С момента вхождения механизма выдачи в зону выдачи измеряют интервал времени горизонтального перемещения механизма выдачи до момента подачи сигнала на останов механизма вещачи в заданном положении, равном, например, „ 80 мм. Измеренный интервал времени равен 2 с. Далее измеряют времени, соответствующий выдержке времени,равной удвоенной разности между максимальным временем J- JOffi.5 с) Uu
горизонтального перемещения механизма выдачи, движущегося в сторону печи в пределах зоны выдачи, и реальным временем - -| 2 с) горизонтального перемещения механизма выдачи, движущегося в ту же сторону до заданного положения в зоне вьщачи, например, 800 мм. Измеренный интервал времени, равный с, соответствует искомой выдержке времени, по истечении которой формируют сигнал на включение механизма выдачи для его обратного движения от печи. Благодаря этой выдержке времени соответственно на 6 с исключается пролеживание заготовки на подающем рольганге перед станом из-за непостоянства длительности цикла выгрузки печи, обусловленного различным положением заготовок, подлежащих выдаче из печи, в зоне вьщачи. В рассматриваемом примере предельное значение выдержки времени
.. у 2OQO ,-,
55
тс.« -40(Г
Структурная схема устройства,реаизующего предложенный способ, показана на чертеже.
Объект регулирования состоит из печей 1-3; устройство содержит транспортный рольганг 4 с приемными.секциями 5-7 и подающей секцией 8, клеть 9 стана; механизмы 10-12 выдачи, блок 13 регулирования ритма выдачи заготовок из печей, включающий в себя эадатчик 14 нормативного времени обработки и порядкового номера печи, из которой выдается очередная заготовка, поступающая в стан, датчики 15-17 положения механизмов выдачи, генератор 18 импульсов и формировате ли 19 сигналов на включение механизмов выдачи для их движения в сторону .печи, а также формирователи 20-22 задержек сигналов на движение механизмов вьщачи в сторону от печи. В формирователь 19 из задатчика вводится нормативное время обработки и порядковый номер печи, из которой вьщается очередная заготовка, а из генератора 18 поступают измерительные импульсы с частотой следования f. В формирователе 19 формируются сигналы на включение механиз ма выдачи для его движения в сторон печи. При вхождении механизма вьщачи в зону выдачи по сигналу, например датчика 15 {16,. 17) в схему памяти формирователя 20 (21,22) перво начально поступают измерительные импульсы частотой f, запись которых продолжается до момента подачи сигнала на останов механизма выдачи в заданном положении 8, . Следовател но, на частоте f в схему памяти f писывается число, равное-тт- подача импульсов частотой прекращается и в схему памяти начинают по ступать импульсы частотой - . На частоте -i в схему записывается чис .4 ло, равное УШ до заполнения полного объема памяти ) f , й ..f + равного -ег- V Т В моШмент окончания записи на частоте подается сигнал на включение механи ма вьадачи 10 (11,12) для его движения от печи, т.е, в сторону приемны секций 5 (6,7) рольганга 4р что соответствует искомой вьадержке времен nio в а п Таким образом, бла годаря задержке Atj( обратного хода механизма выщачи стабилизируется дл тельность цикла выгрузки t., -v con печи, которая вне зависимости от по ложения заготовки в зоне выдачи соответствует циклу выгрузки печи при максимальном ходе механизма выдачи. В результате стабилизации длительности цикла tj йыгрузки печи повыша ется точность регулирования ритма вьщачи заготовок из печи, следовате .но, миникшзируются тепловые потери заготовок, так как последние не про леживают на подающей секции 8 рольганга 4 по вине автоматики. Кроме. того, улучшается эксплуатация оборудования, так как уменьшается продолжительность теплового нагрева роликов подающей секции рольганга. Формула изобретения d. Способ регулирования ритма выдачи заготовок из печей перед их обработкой, при котором формируют.опорные сигналы с интервалом времени, равным нормативному времени обработки, и с постоянным опережением относительно моментов подачи заготовок в стан, равным сумме максимальной длительности цикла выгрузки печи и длительности транспортирования заготовки от наиболее удаленной от стана печи к стану, а сигнал на выдачу заготовки из заданной печи формируют относительно момента формирования опорного сигнала с выдержкой времени, равной длительности транспортирования заготовки от н°аиболее удаленной от стана печи к заданной, о т л ичающийся тем, что, с целью минимизации тепловых потерь заготовки путем повыщения точности регулирования ритма выдачи заготовок из печей, измеряют длительность горизонтального перемещения механизма выдачи, движущегося в сторону печи, от момента его вхождения в зону выдачи до момента подачи сигнала на останов механизма выдачи в заданном положении в зоне выдачи, а сигнал на включение механизма выдачи для его обратного движения в сторону от печи формируют с выдержкой времени, равной удвоенной разности между максимальной длительностью горизонтального перемещения механизма выдачи, движущегося в сторону печи в пределах зоны вьщачи, и реальной длительностью горизонтального перемещения механизма вьщачи, движущегося в ту же сторону до заданного положения в зоне выдачи. 2, Устройство для осуществления способа по П.1, содержащее задатчик нормативноговремени обработки и порядковог о номера печи, из которой выдается очередная заготовка, поступающая в стан, генератор импульсов, задатчики положения механизмов выдачи и формирователи сигналов на включение механизмов вьщачи для их движения в сторону печи, отличающееся тем, что оно дополнительно содержит по числу печей формирователи задержек сигналов на включение механизмов вьщачи для их обратного движения от печи, входы которых соединены с генератором импульсов и с формирователями сигналов на включение механизмов вьвдачи для их движения в сторону печи, а выходи подключены к схемам управления механизмами выдачи.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство
346356, кл. С 21 D 9/00, 23.04.70,
2,Авторское свидетельство
W 4192774, кл. В 21 В 39/34, 04.03.57
3. Заявка 2396998/02, кл. В 21 В 37/00, 13.08с76, по которой принято регаение о выдаче авторского свидетельства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования ритма выдачи заготовок из печей | 1976 |
|
SU651865A1 |
| Способ управления темпом выдачи заготовок из печей | 1983 |
|
SU1145042A1 |
| Способ регулирования темпа выдачи заготовок из печей | 1976 |
|
SU600199A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ СКОРОСТИ ВЫДАЧИ ЗАГОТОВКИИЗ ПЕЧИ | 1972 |
|
SU346356A1 |
| Устройство для учета перемещаемых изделий | 1983 |
|
SU1096671A1 |
| Способ управления темпом выдачи заготовок из печей | 1981 |
|
SU1028400A2 |
| Способ управления темпом выдачи заготовок из печей | 1975 |
|
SU599869A1 |
| Система управления динамическим комплексом печь-стан | 1979 |
|
SU865456A1 |
| Устройство управления загрузкой печи для нагрева заготовок | 1981 |
|
SU1019201A1 |
| Способ управления ритмом выдачи заготовок из печи | 1983 |
|
SU1109451A1 |
