Изобретение относится к области обработки металлов давлением, а именно к конструкциям устройств для завальцовки кромок металлических листов.
Известно устройство для завальцов- ки кромок металлических листов, содержащее каретку с подпружиненными роликами и привод каретки l.
Завальцовка кромок на этом устройстве осуществляется тфи движении каретки вдоль листа.
Однако на известном устройстве не- возможно производить завалщовку Кромок металлического листа на неметаллический ограждающий профиль.
Известно также устройство для завальцовки кромок металлического листа, содержащее станину. Поворотный стол и смонтированную в направляющих станйны каретку с роликовыми блоками, каждый из которых .включает установленные с возможностью вращения на параллельных горизонтальных осях направляющие, верхний и нижний гибочные ролики, а
также смонтированный на вертикальной оси боковой прижимной ролик 2}.
Завальцовка кромок на этом устройстве производится опорно-гибочными роликами при авижении каретки вдоль листа.
Данное устройство по своей технической сущности является наиболее близким к изобретению.
Недостатком известного устройства является ненадежная фиксация профиля относительно листа в процессе завальцовки. .
Целью изобретения является повышение качества завалшовки кромок лисsта.
Цель достигается тем, что оно снабжено смонтированными на осях в одном из роликовых. блоков дополнительным прижимным роликом с галтелью на обра0зующей поверхности, прокатным роликом со сферическим выступом и узлом его радиального перемещения, при этом прокатный ролик установлен на оси нижнего
опорно-гибочного ролика с йоэможносп радиального перемещения, а дополнительный прижимной ролик смонтирован на оси, закрепленной в корпусе роликового блока параллельно оси нижнего опорногибочного ролика.
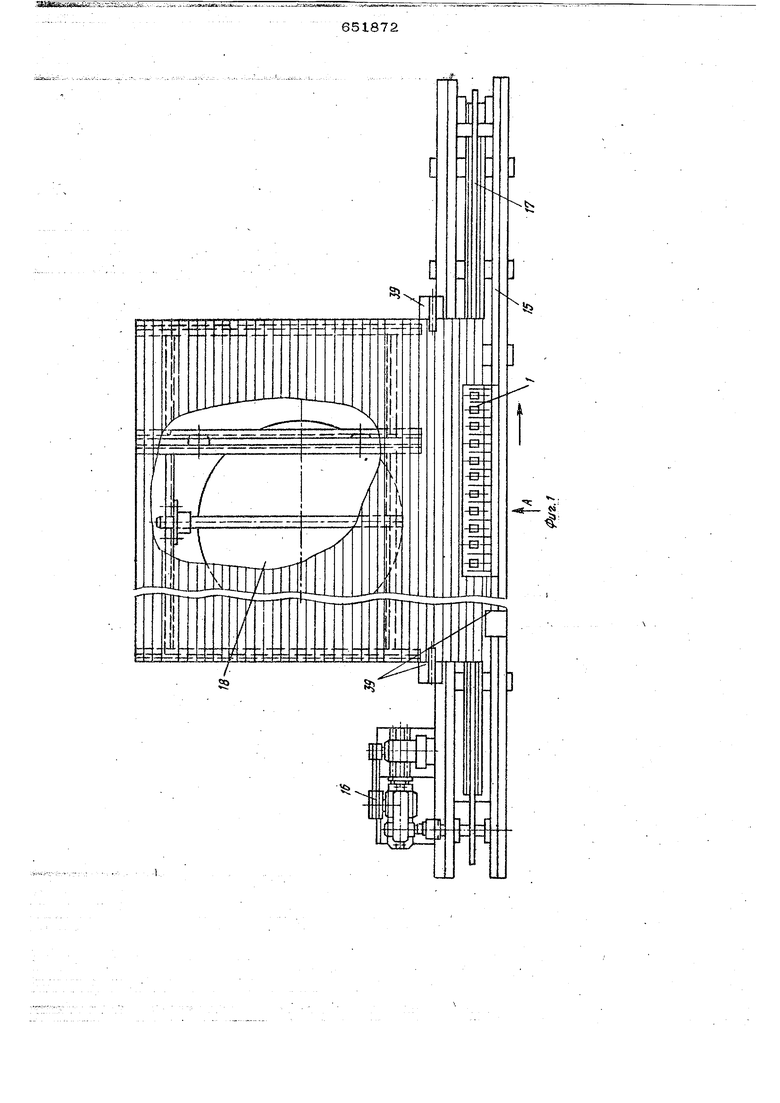
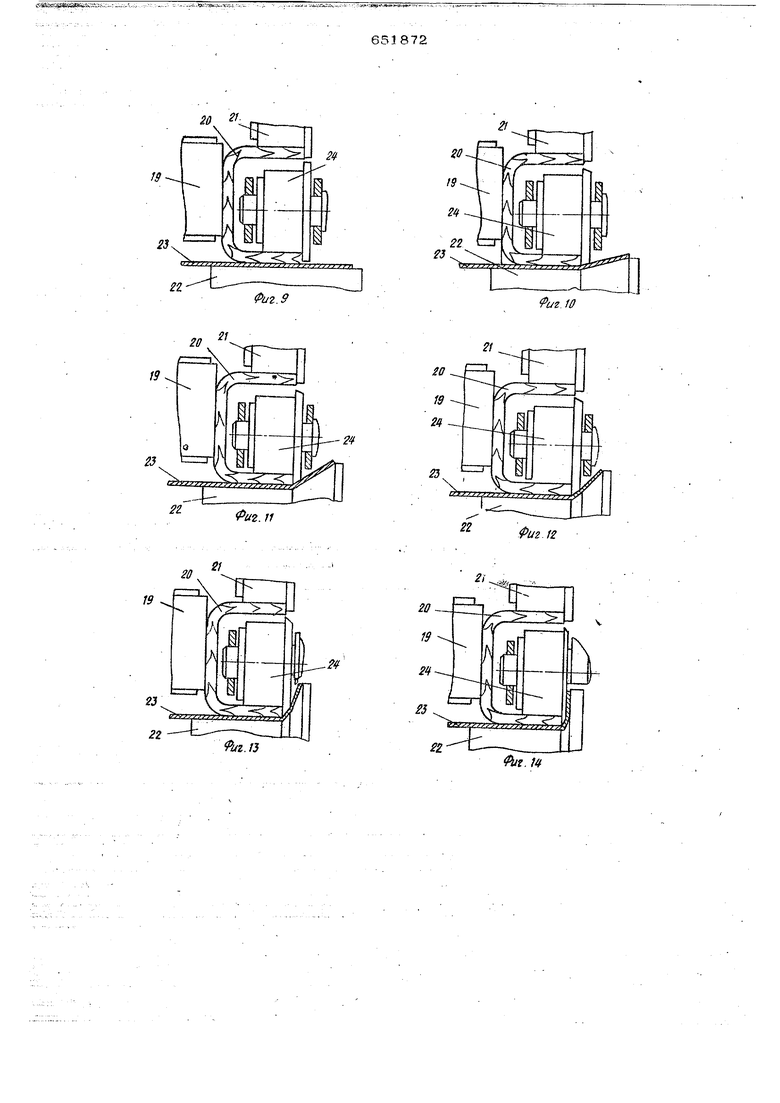
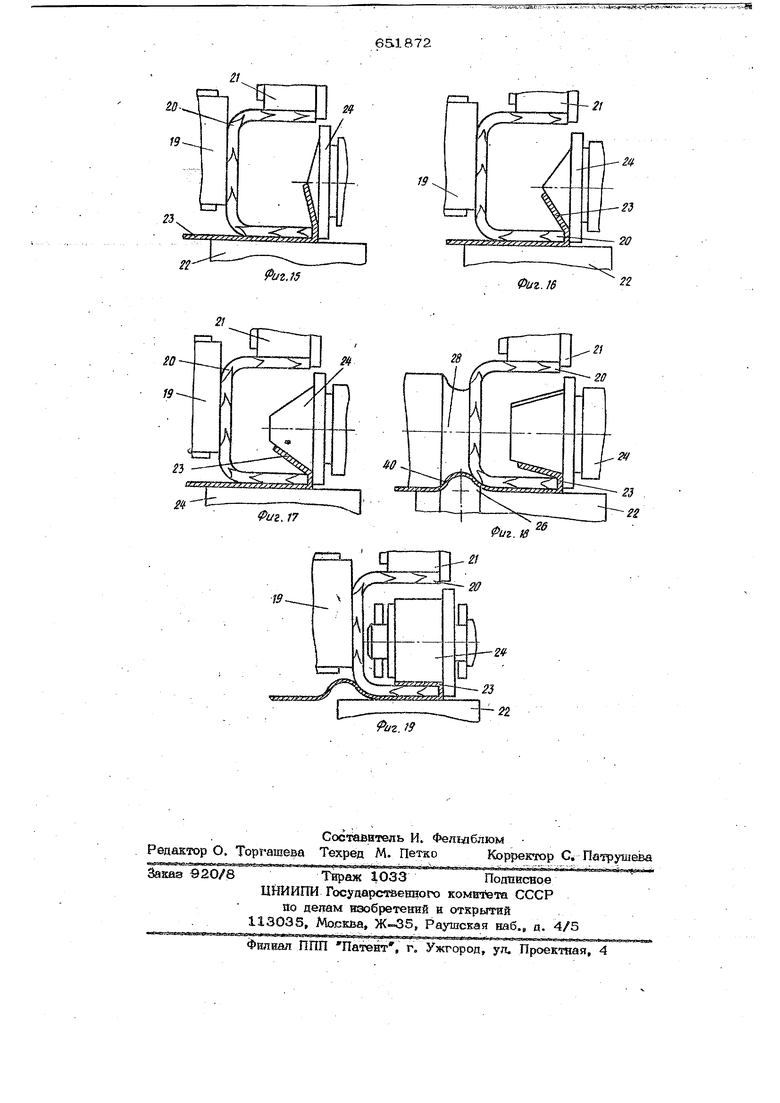
Кроме того, увел радиального перемещения прокатного ролика выполнен в виде клинового механизма, а ось верхнего опорно-гибочного ролика закреплена на одноплечевом рычаге, смонтированном на корпусе роликового блока с возможностыо поворота и подпружинень. ным относительно него. На фиг, 1 показано устройство, общий вид; на фиг. 2ввд по стрелке А на фиг. i; на фиг. 3 вид по стрелке Б на фиг. 2; на фиг. 4 разрез по B-JB на фиг. 2} на фиг. 5 ргвзрез по Г-Г на фиг. 4; на фиг. б разрез по П-Д на фиг. 2j на фиг. 7 разрез по Е-Е .на фиг. 6, на фиг. 8 вид по стрелке К на фиг, б иафиг, 9-19технологическая последовательность завгшьцовки кромок листа на профиль из
материалов с повышенной xpjancocTbro. о
. Устройство содержит каретку 1 с опорными катками 2 и одиннадцатью роликовыми блоками 3-13 с роликами различного профиля, перемещаемую по направляющим 14 станины 15 посредством привода 16 с тяговой цепью 17, поворотный стол 18 и привод поворотного стола (на чертеже не показан).
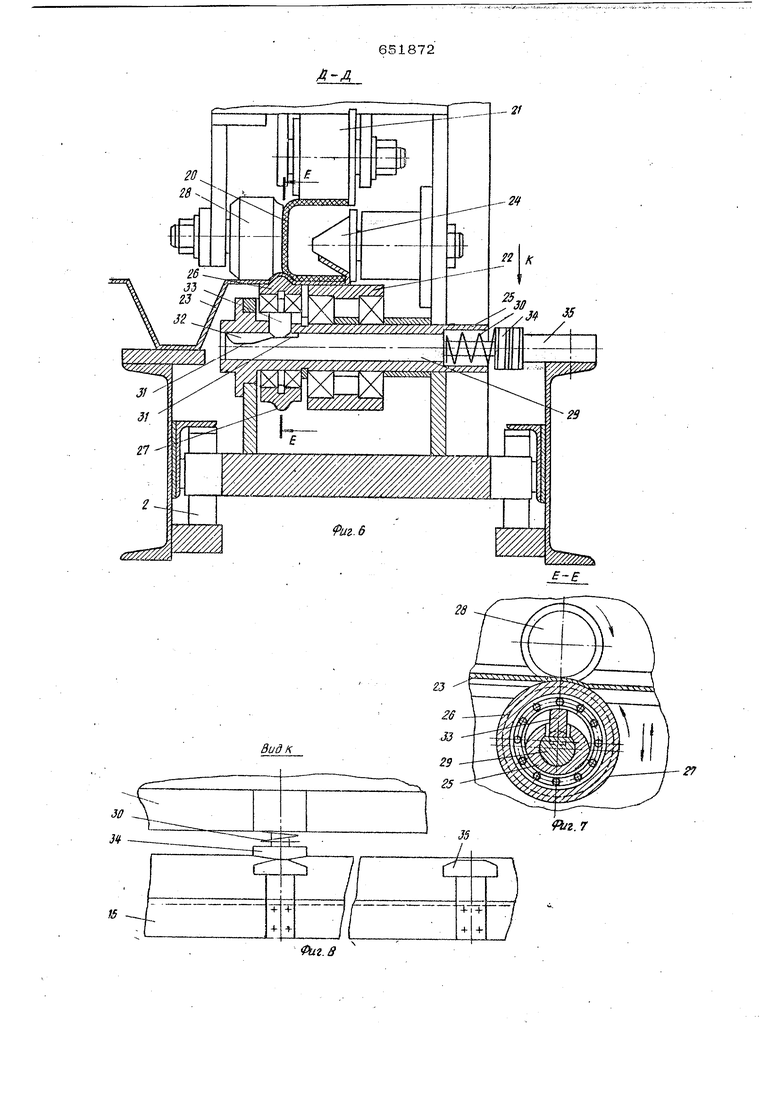
Каждый роликовый блок 3-13 имеет обрезиненный внешний упорный ролик 19 контактирующий с вертикальной стенкой профиля 2О, имеющего П образную форму, верхний обрезииенный направляющий ролик 21, обкатываемый nd верхней полке профиля, а своим буртиком по ее торцу, нижний опорно-гибочный ролик 22, обкатываемый по нижней полке профиля через лист 23 и верхний опорно-гибочный ролик 24 обкатываемый по внутренней поверхности нижней полки профшш, а своим буртиком по ее торцовой поверхности.
Ролики 19, 21 и 22 смонтированы ;на осях, прикрепленных к корпусу каретки 1.
Роликовый блок 3 является направляющим блоком, блоки 4-11 - гибочными блоками, блок 12 - гибочно-фикси- рующик, а блок 13 - обжимным.
Каждый из роликовых блоков 4-13 осуществляет гибку кромка листа 23 на 1S-20..
На полой оси 25 нижнего опорно- гииочного ролика 22 подвижно ствиовлен прокатный ролик 26, вьг18олнеиный со сферическим выступом 27, взаимодействующим через лист 23 с профилем 20 и дополнительным упорным роликом 28, выполненным с профильной гантелью.
Внутри полой оси 25 смонтирован толкатель 29 с пружиной 30, лысками 3 1 на разных уровнях и скосами 32 между ними. Одним своим концом толкатель 29 взаимодействует через сухарь 33 с прокатным роликом 26, а другим концом, на котором закреплен упор 34, с упорами 35, закреплёнными на станине 15.
Профили нижнего и верхнего опорногибочных роликов 22 и 24 выполнены различными в каждом из роликовых блоков и по форме соответствуют технологическому переходу, выполняемому на каждой стадии завальцовки листа. Верхний опорно-гибочный ролик 24 щарнирно подвешен на полуосях 36 однотшечего рачага 37, установленного с возможностью поворота в корпусе каретки которая подпружинена относительно него пружинами 38.
Для точкой установки листа 23 на поворотный стол 18 и станину 15 на последней предусмотрены упоры 39 с пргосватами, которые расположены так, что не препятствуют движению каретки Для завальцовки другой кромки лист 2 может поворачиваться на 180 на поворотном столе 18 посредством привода (на чертеже не показан).
При проходе каретки 1 мимо профиля 20 прокатным роликом 26 периодически создается выступ 40 на листе 23 который.точно фиксирует положение пре- филя 20 относительно листа 23.
Устройство работает: следующим образом.
Перед работой каретка 1 находится в крайнем левом положении. На станину 15 и поворотный стол 18 укладывают металлический облицовочный лист 23 до упоров 39 с пргсхватами.
На лист 23 устанавливают ограждающий профиль 20 до упоров 39. Затем включают привод 16 КЕ.ЮТКИ 1 н посг педняя. перемещается вправо. При ©том упорный ролик 19 поддерж шает вертикальную стенку профиля 20, верхний направляющий ролнк 21 обкатывается но его верхней полке и удерживает своим буртиком ее торец, нижний опорно- гибочный ролик 22 ноддерживает через лист 23 нижнюю попку профиля 20, а своим буртиком с конусной поверхностью загибает кромку листа на 15-2О относительно горизонтали с изгибом по передней грани буртика верхнего опорно-гибочного ролика 24.
При контактировании листа с опорногибочными роликами содержащими конусные поверхности происходит изгиб по . задней грани буртика внутреннего опорно-гибочного ролика.
Этой операцией заканчивается образование на кромке листа двух линий изгиба с расстоянием ними равным толщине полки профиля. Последующими опорно-гибочными роликами производится догиб кромки листа на кромку профиля. Фиксирование профиля относительно завалыюЬанной кромки Производится посредством сферических или продолговатых выступов, выдавливаемых в облицовочном листе прокатным роликом .26. Образование соответствующей длины и шага между ними зависит от размещения на станине упоров. При движении каретки толкатель 29 своим упором 34 входит в контакт с упором 35 станины и перемещается вдоль полой оси 25, а своей наклонной плоскостью 32 воздействуя на сухарь 33, вызывает вертикальное перемещение тфокатного ролика.
При отсутствии контакта между упорами пружина 30 возвращает толкатель 29 и вместе с ним прокатный ролик 26 в исходное положение. Взаимодействием последнего блока роликов каретки с облицовочным листом заканчивается оформление соединения. После этого отводится со станины на поворотный стол, разворачивается на 18О° а каретка перемещается в исходное положение.
Затем процесс завальцовки повторяется. После завальцовки продольных кромок лист разворачивается на 90 и производится завалыювка поперечных кромок. После завальцовки двух или четырех кромок листа на профиль собранный каркас подается на далънейш5тю обработку., Введение в конструкцию каретки блоков с роликами специальной конфигурации обеспечивает качественную завальцовку кромок листа на профиль с надежной фиксацией элементов полученного соединения. .
Выполнение опорно-гибочных роликов с двумя конусными гибочными поверхностями позволяет вести завальцовку Кромок листа на профиль из хрупкого материала.
Формула изобретения
1.Устройство для эа&альцовки кромок металлического листа, содержащее станину, поворотный стол и смонтированную в направляющих станины каретку с роликовыми блоками, каждый из которых со«стоит из установленных с возможностью вращения на параллельных горизонтальных осях направляющих верхнего и нижнего опорно-гибочных роликов, а также из смонтированного на вертикальной
оси бокового прижимного ролика, отличающееся тем, что, с целью повышения качества завальцовки кромок
5 листа, оно cHa6 fjeHo смонтированными .на осях в одном из роликовых блоков дополнительньпу прижимным роликом с галтелью на образующей поверхности, прокатным роликом со сферическим вы0ступом и узлом его радиального перемещения, при ВТОМ прокатный ролик установлен на оси нижнего опорно-гибочного ролика с возможностью радиального перемещения, а дополнительный при37жимной ролик смонт1фован на оси, закрепленной в корпусе роликового блока параллельно оси нижнего опорно-гибочного ролика,
2.Устройство по п. 1, о т л и ч а0to щ е е с я тем, что узел радиального перемещения прокатного ролика вьгаолнен в виде клинового механизма.
3.Устройство по п. 1, о т л и ч аю щ е е с я тем, что ось верхнего
5 опорно-гибочнотх) ролика закреплена на одноплечем рычаге, а рычаг смонтирован на корпусе роликового блока с возможностью поворота и подпружинен относительно него.
SO
Источники информации, принятые во внимание при експертизе
1.Патент ФРГ № 1237524, кл. В 21 1 5/16, 1966.
SS
2.Патент США № 3602029, кл. 72-220, 1973..
-f
r «4J
T.
++
4-4k
+4TT
Its
«s
4-Ч1
Л
4-4
.л: 3Its
I
%
4
4-4

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройство для гибки тонколистового металла | 2017 |
|
RU2638465C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ КОНСТРУКЦИЙ ИЗ СТАЛЬНЫХ ЛИСТОВ, ПОВОРОТНО-ГИБОЧНЫЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ КОНСТРУКЦИЙ ИЗ СТАЛЬНЫХ ЛИСТОВ И МАНИПУЛЯТОР ЛИСТОВ К ГИБОЧНОМУ ПРЕССУ | 1993 |
|
RU2110349C1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ И УКЛАДКИ ПРОКЛАДОК | 1991 |
|
RU2035293C1 |
| Автомат для сборки пакетов магнитопроводов электрических машин | 1988 |
|
SU1534645A1 |
| Устройство для гибки трубных панелей | 1984 |
|
SU1242277A2 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ | 2015 |
|
RU2586367C1 |
| Машина для гибки профилей | 1977 |
|
SU806199A1 |
| Устройство для подготовки металлических заготовок к сварке при изготовлении банок | 1990 |
|
SU1831397A3 |


+4чТ
S.
p
ч
44-4Dl
43
crrr:
i
.-H«M
vj
-21
и г.
:
2if
J$23-,
2гФаг. 9
21
20
19
Л S- S
-f-
К
23
22
Риг. л
г. /J
651872
о
20
/92it 22 fcr
J
Ж
иг. 10
U2.12
.Ы
л
D
f
-Si-™ ::
/
23
Ezzazz
иг.15
651872
Фиг. W
. f9
