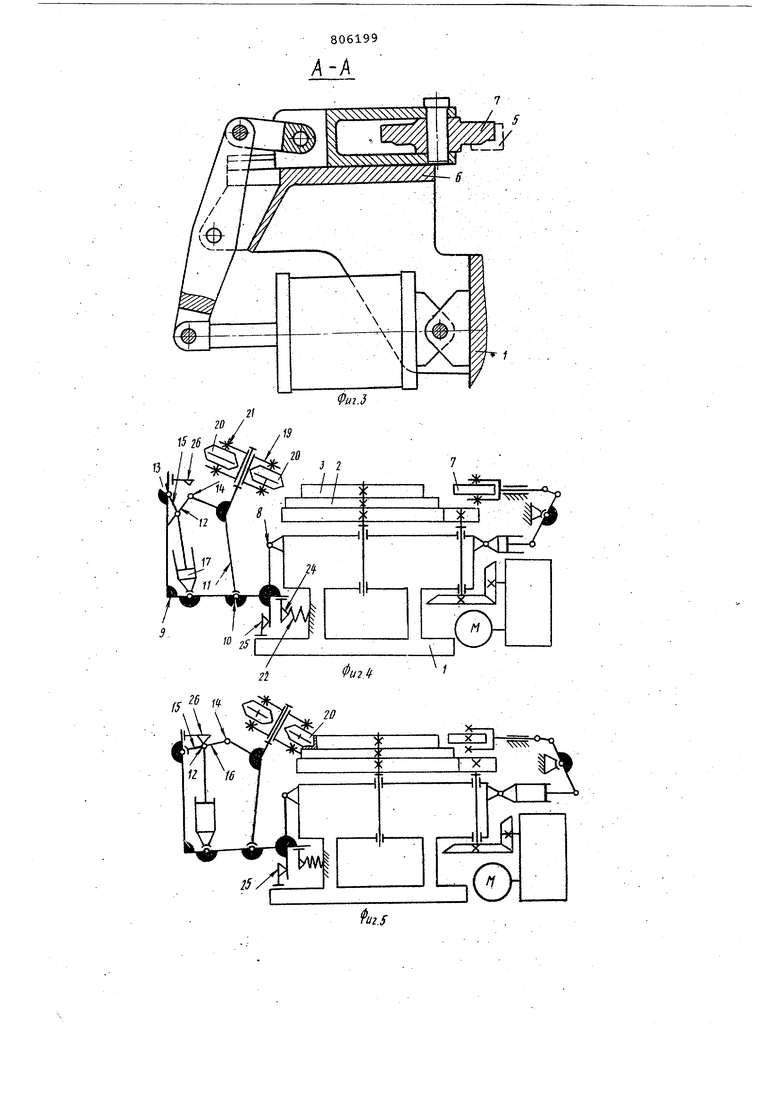
. Изобретение относится к обработке металлов давлением, в частности, к оборудованию для гибки деталей из профильных материалов типа уголок, предназначенных для использования в различных отраслях промышленности. Известна машина для гибки профилей, содержащая поворотный стол с ГИбочным шаблоном и механизмом зажима конца заготовки, роликовый гибочный механизм, связанный с корректи-. рующим устройством .. Роликовый гибочно-калибрующий механизм содержит один калибрующий ролик, а на его. суппорте установлен корректирующий механизм с двумя следящими ролик-ами, предназначенный для управления устройством, создающим постоянное давление калибрующего ролика на изделие при изменении толщины или механических свойств самого изделия 1 .;. . В связи с .тем, что следящие ролики корректирующего механизма находят ся на некотором расстоянии от калибрующего ролика, работа корректирующего устройства оказывается мало Эффективной, так как команды исполнительному механизму будут поступать с опережением, что при известных обсто тельствах может привести к поломке машины. Учитывая изложенное, а также то, что механические характеристики определенного материала колеблются в незначительных пределах, корректирующее устройство неоправданно усложняет конструкцию машины, вместе с тем каждый калибрующий ролик производит калибровку только одной поверхности, что требует значительного количества роликов. Цель изобретения - повышение надежности конструкции. Цель достигается тем, что машина снабжена поворотным относительно станины коробчатым рычагом, несущим смонтированный в нем с возможностью самоустановки калибрующий механизм, выполненный в виде двух роликов, установленных на осях с возможностью смещения вдоль них, а корректирующее устройство выполнено в виде регулируемого упругого элемента, одним концом закрепленного на станине, а другим связанного коробчатьш рычагом..- На фиг. 1 изображен общий вид машины, разрез по основньш узлам; на фиг. 2 - то же, вид сверху; на фиг. 3 -.сечение А-А на фиг. 2, на .
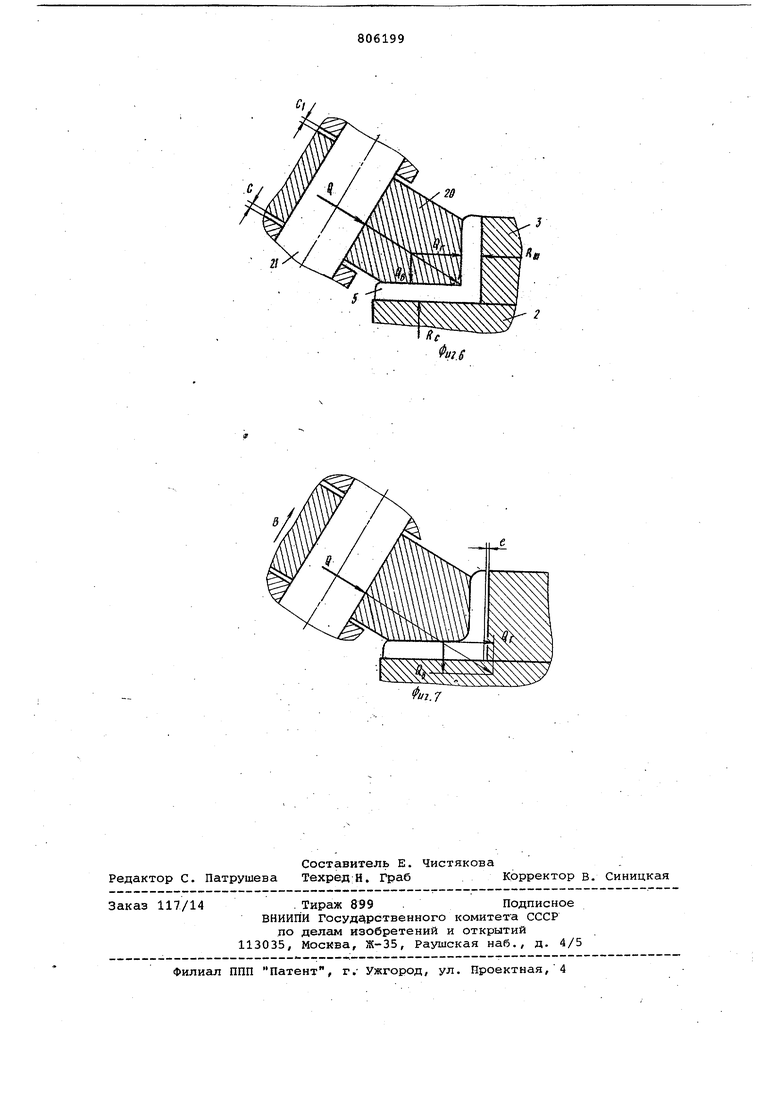
фиг. 4 - кинематическая схема машины в нерабочем положении, на фиг. 5 - . кинематическая схема машины в рабочем положении; на фиг. 6 - схема действия сил на калибрующие ролики при установившемся процессе калибровки, на фиг. 7 - схема действия сил, самоустанавливающих калибрующие ролики при уменьшении толщины, например вертикальной полки профиля.
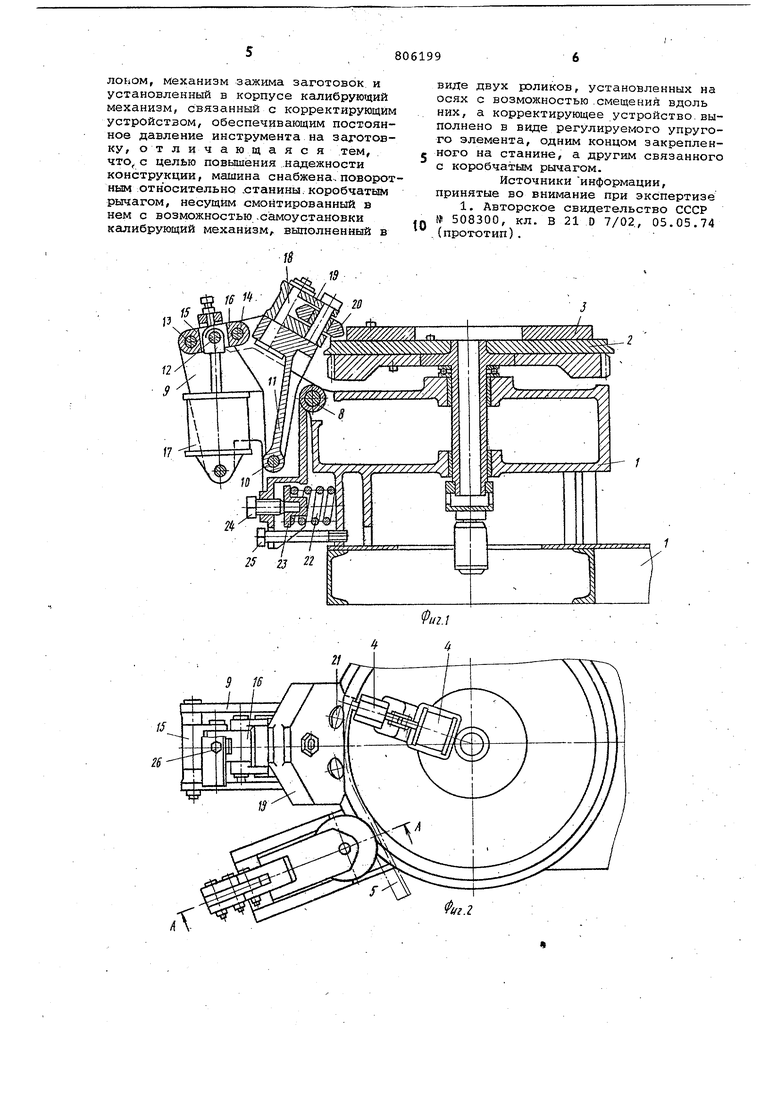
Машина имеет .станину 1, поворотный стол 2 с установленным на нем гибочным шаблоном 3, механизм 4 Saжима конца заготовки 5. На закрепленном к станине 1 кронштейне б установлен и может перемва1аться.. горизонтально гибочный ролик 7. На оси 8, проходящей чераз верхнюю часть станины 1 установлен коробчатый (пустотелый} рычаг 9, внутри которого, опираясь на ось 10, установлен качающийся рычаг 11, имеющий возможность совершать колебательные движения под действием силы, передаваемой ему через оси 12-14 и тяги 15 и 16 штоком пневмоцилиндра 17, воздействующего на ось 12. На оси 18,установленной перпендикулярно верхней наклонной плоскости качающегося рычага 11, установлен самоустанавливающийся корпус 19 с двумя калибрующими роликами 20 на осях 21, причем ролики 20 имеют возможность смещаться вдоль осей 21, для чего между торцами роликов и внутренними поверхностями коробки имеется некоторый зазор С и С.
Прижим калибрующими роликами 20 заготовки 5 к столу 2 и шаблону 3 осуществляется упругим элементом 22, который одним торцом опирается на станину 1, а другим через стакан 23 и регулировочный винт.24 воздействует на коробчатый рычаг 9, поворачивая его вокруг оси 8, а вместе с ним и все установленные в нем детали, в том числе и калибрующие ролики 20. Ограничение поворота коробчатого рычага 9 под действием силы упругого элемента 22 производится регулируемым упором 25, причем в нерабочем состоянии, когда калибрующие ролики отведены от заготовки, коробчатый рычаг 9 .опирается на упор 25, воспринимающий в это время силу упругого элемента, а в рабочем состоянии, когда калибрующие ролики через заготовку 5, опираясь на шаблон 3 и поворотный стол 2, несколько сожмут упругий элемент 22 силой, создаваемой штоком пневмоцилиндра 17, упор 25 освобождается, и упругий элемент в это время воздействует на калибрующие ролики.
Ход штока пневмоцилиндра 17 ограничивается .регулируемым упором 26, так, что в рабочем положении калибровка изделия производится.роликами 20 только под действием силы упругого элемента, передаваемой через детали 23, 24, 9, 13, 15, 12, 16, 14, 11,
18, 19, 21. Пневмоцилиндр не создает непосредственно сил .гибки, а только подводит (отводит) и включает (выключает) в работу калибрующие ролики и упругий элемент.
Прижим калибруквдих роликов и калибровка заготовки производится силой Q, создаваемой упругим элементом посредством воздействия ,его на коробчатый рычаг 9 через регулировочный винт 24, причем, так как ролики воздействуют на две непараллельные поверхности профиля, эта сила.раскладывается на составляющие,вертикальную Qg и горизонтальную Q,, воспринимаете реакциями шаблона и стола R
В процессе калибровки при изменении толщины одного из элементов профиля, например уменьшении толщины ветикальной полки на величину е между последней и шаблоном 3 образуется зазор е, поэтому реакция, шаблона R в данной .точке исчезает и под действием горизонтальной составляющей Q профиль прогибается до соприкосновения с шаблоном 3 и восстановления реакции шаблона .
При этом ролик 20 смещается горизонтально, а его ось 21 смещается перпендикулярно собственной образующей в направлении действие силы Q, Одновременно происходит взаимное смещение ролика 20 в направлении В. и оси 21 с уменьшением зазора С. и увеличением зазора С. Аналогично происходи-т самоустанавливание роликов и при изменении других параметров профиля, при этом зазоры С и С могут изменяться в любом направлении
Машина работает следующим образом
Поворотный стол устанавливают в положение, когдамеханизм зажима 4 конца заготовки находится чуть впереди переднего калибрующего ролика. Заготовку 5 одним концом -подают на стол 2 и прижимают прижимным механизмом 4, после чего подводят калибрующие ролики 20 и прижимают ими заготовку к шаблону 3 и столу 2, при этом заготовка изгибается по шаблону на участке между калибрующими роликами. Затем подводят к заготовке гибочный ролик 7, тем самым изгибают заготовку на некоторой длине участка между гибочным роликом 7 и ближайшим калибрующим роликом. Вращением стола с шаблоном производят гибку и калибровку заготовки за 1-2 оборота (после первого оборота гибочный ролик 7 - отводят),
По окончании гибки ролики и прижим отводят, и изделие снимают со стола.
Формула изобретения
Машина для гибки профилей, содержащая поворотный стол с гибочным шаблоьом, механизм зажима заготовок и установленный в корпусе калибрующий механизм, связанный с корректирующим устройством, обеспечивающим постоянное давление инструмента на заготовку, о т л и ч а ющ а я с я тем, что, с целью повышения .надежности конструкции, машина снабжена,поворотным относительно .станины. коробчатым рычагом, несущим смонтированный в нем с возможностью .са:моустановки калибрующий механизм,, выполненный в
виде двух роликов, установленных на осях с возможностью .смещения вдоль них, а корректирующее устройство.выполнено в виде регулируемого упругого элемента, одним концом закрепленного на станине, а другим связанного с коробчатым рычагом.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 508300, кл. В 21 D 7/02., 05,05.74 , (прототип).
806199
Л-Л
2/
| название | год | авторы | номер документа |
|---|---|---|---|
| Фланцегибочная машина | 1974 |
|
SU508300A2 |
| Фланцегибочная машина | 1980 |
|
SU925477A1 |
| Способ и устройство для гибки тонколистового металла | 2017 |
|
RU2638465C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗОГНУТЫХ ТРУБ | 2016 |
|
RU2622197C1 |
| Фланцегибочная машина | 1981 |
|
SU995978A2 |
| Станок для изготовления замкнутых коробчатых изделий | 1990 |
|
SU1729656A2 |
| Гибочный станок | 1986 |
|
SU1324713A1 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА, ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ, ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2009 |
|
RU2412772C2 |
| Устройство для гибки и обработки внутренней поверхности концов труб | 1987 |
|
SU1555016A1 |
| Машина для гибки труб | 1975 |
|
SU564044A1 |