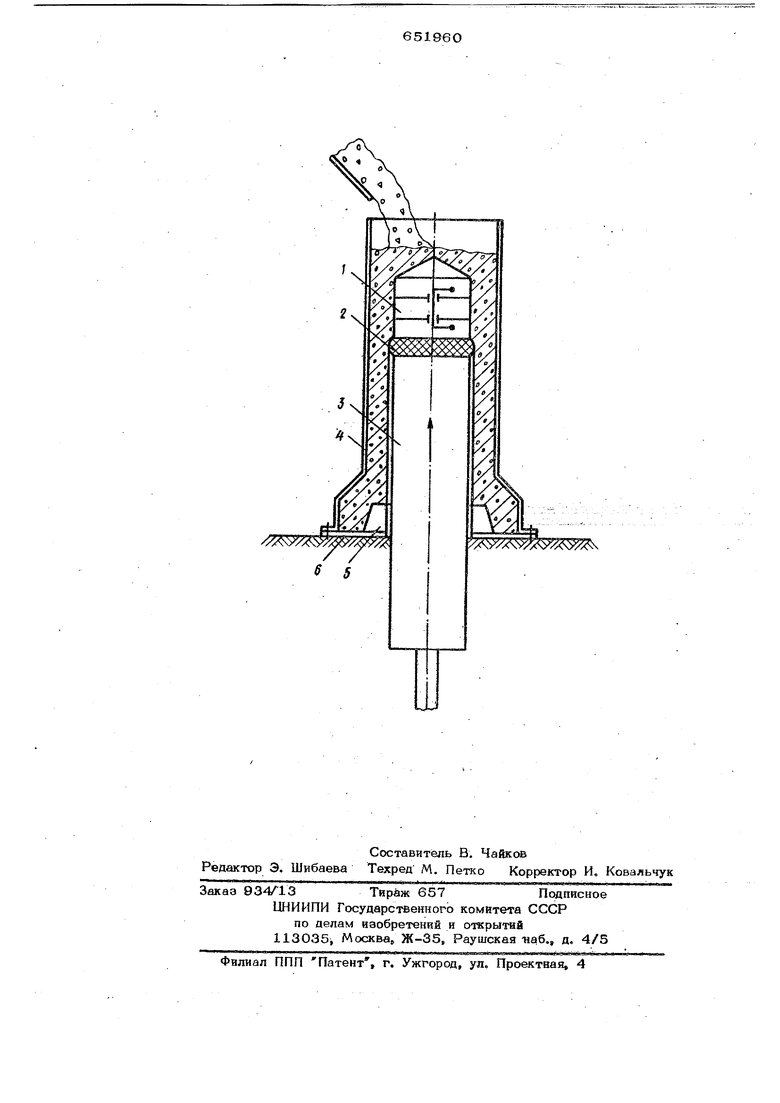
бавдажа в виде эластичной шайбы 2 с сердечником 3, наружной рамы 4 с поддоном 5, устаиовлепной на основании 6. Сердечник соединен с приводом вертикальных перемещений (на чертеже не показан)
Устройство работает следующим образом.
Перед началом формования нйружная форма 4, предварительно собранная с поддоном 5,устанавливается, неподвижно на основание 6 в верхней части приямка .Одновременно с подачей бетонной смеси включают привод подъема сердечника 3 и виброголовку 1. Колебания виброголовки передаются бетонкой смеси, уплотнение которой проис- ходит послойно по мере перемещения виброголовки. Усилие, действующее снизу на сердечник 3, передается опрессоночному бандажу, выполненному в виде эластичной щайбы 2, который под действием сжимаюtaero усилия изк еняет свою геометрическую форму и увеличивается в диаметре. Непосредственно следуя за виброголовкой, эластичная шайба, имеющая большой диаметр, производит- прессующее воздействие на бетон, одновременно калибруя внутренний диаметр трубы.
По окончании процесса уплотнения сер.% дечник с виброголовкой перемещается в нижнее исходное положение.При этом на эластичную шайбу действуют растягивающие усилия, под. действием которых ее наружный диаметр уменьшается. Распалубка отформованного изделия в этом случае происходит без нарушения структуры отформованного бетона, т.к. сердечник 3, опрессовочный бандаж в виде эластичной шайбы 2 и виброголовка 1 имеют меньший размер диаметра по сравнению с отформованной трубой.
Таким образом, применение опрессовочного бандажа, вьшолненного в виде эластичной шайбы 2, работающей на сжатие и растяжение и непосредственно контактирующей с формуемой трубой, позволит улучшить качество формуемых изделий.
Формула изобретения
Устройство для формования трубчатых изделий из бетонных смесей, содержащее установленную на основании наружную форму с поддоном, во внутренней полости которой размещена вертикально-подвижная виброголовка, соединенная посредством опрессовочного бандажа с сердечником, отличающееся тем, что, с целью упрощения конструкции и повышения качества формуемых изделий, опрессовочный бандаж выполнен в виде эластичной шайбы.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР
№ 111653, кл. В 28 В 21/28, 1957.
2.Попов А. Н., Производство бетонных и железобетонных труб для безнапорных трубопроводов , обзор, М., ШИИТЭСТРОМ, 1969, с. 58,59.
.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления раструбных труб из бетонных смесей и устройство для его осуществления | 1987 |
|
SU1502350A1 |
| Способ формования железобетонных элементов и установка для его осуществления | 1976 |
|
SU692728A1 |
| Установка для виброформования изделий из бетонных смесей | 1973 |
|
SU475272A2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1992 |
|
RU2033920C1 |
| Установка для формования трубчатых изделий из бетонных смесей | 1977 |
|
SU874350A1 |
| Способ формования железобетонных труб из бетонных смесей | 1980 |
|
SU950538A1 |
| УСТАНОВКА ДЛЯ ВИБРОФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ | 1973 |
|
SU379388A1 |
| Установка для формования объемных элементов | 1977 |
|
SU1000278A1 |
| Устройство для изготовления железобетонных высоконапорных труб вибровальцеванием в вертикальных формах с немедленной распалубкой | 1957 |
|
SU111653A1 |
| Способ изготовления напорных труб | 1974 |
|
SU637262A1 |